Salvogi
-
Numero contenuti
1.418 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Smart filament sensor economico
Salvogi ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
Versione economica del sensore per filamenti in grado di rilevare anche il blocco dell'estrusione.
-
Ho provato ma tendeva ad allentarsi quindi bisognava stringerlo periodicamente altrimenti non era a tenuta d'aria, probabilmente perchè la filettatura maschio è lunga solo 5mm. Invece con la filettatura sta in modo stabile, l'ultima volta che ho cambiato la guarnizione è stato 3 anni fa ed ancora non è stato necessario stringerlo. Probabilmente sarà anche un problema di slicer, allora avevo usato Slic3r (l'antenato di PrusaSlicer) ed il risultato è stato accettabile.
-
Quando ero alle prime armi con la stampa 3D ho stampato una filettatura M32x1.0, visivamente la stampa della filettatura era una schifezza ma avvitava alla perfezione. Questo è il file del modello WC.3mf Questo è il risultato finale L'ho stampato in PETG trasparente con nozzle da 0.4mm e altezza del layer di 0.3mm.
-
Con coppie di 623 flangiati non dovresti più avere problemi. Le soluzione consigliata da @Truck64 secondo me è un ulteriore passo in avanti ma occorre modificare il disegno ed occupano più spazio longitudinalmente.
-
Io ho utilizzato queste https://it.aliexpress.com/item/32817701071.html a quanto pare stanno andando bene, un po' di tempo fa ho accusato dei rumori sugli assi, pensavo che fossero le pulegge invece era un cuscinetto LM8UU che si era grippato.
-
Intasamento estrusore
Salvogi ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Secondo me non è necessario caricare il filamento per fare il pid autotune -
Sono pulegge con cuscinetto?
-
Supporto bobina con cuscinetti
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
L'ho disegnato io in funzione dei cuscinetti e dei bulloni che avevo a casa. Siccome gli stl occupano 3MB, non li posto qui per non consumarmi troppo spazio di archiviazione sul forum. Comunque l'ho appena pubblicata qui https://www.thingiverse.com/thing:4900630 e gli ho anche disegnato un'altra staffa perchè quella triangolare è adatta solo al mio profilo 2080. Sulla filettatura gli ho lasciato un gioco di 0,5mm. Prima di stampare tutto, stampante solo dei tratti di filettatura M ed F per vedere se si avvitano correttamente. Mentre sui cuscinetti ho lasciato 0,3mm. Grazie, effettivamente prima avevo un pezzo di listello di legno con una stampa ad L e la bobina durante la stampa saltellava. Almeno ora gira senza intoppi. -
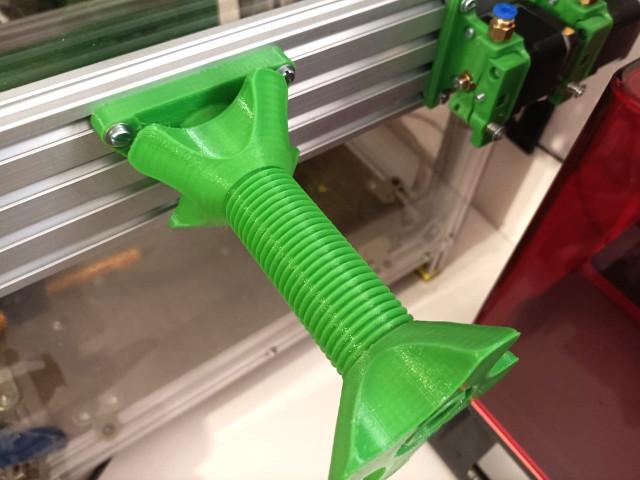
Supporto bobina con cuscinetti
Salvogi ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
Appena finito di stampare
-
Lavaggio delle stampe a resina
Salvogi ha risposto a eaman nella discussione La mia prima stampante 3D
Io sto usando resina lavabile in acqua e per adesso mi trovo bene. Se usi resina lavabile con alcool forse ti conviene comprare una W&C per evitare di rovinare il WC che poi ti costa di più. -
SLA prima slicerata, puo' andare questo?
Salvogi ha risposto a eaman nella discussione Software di slicing, firmware e GCode
Giusto qualcosa di semplice tanto per iniziare... -
Problema ignoto
Salvogi ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
Complimenti, a parte le zone "orripilanti" per il resto è un bel lavoro. Effettivamente è molto strano, forse è un problema con la sporgenza, non so che dire, vediamo il parere di qualcun altro. Forse puoi provare a mettere dei supporti sulla parte bassa in corrispondenza delle zone orripilanti. -
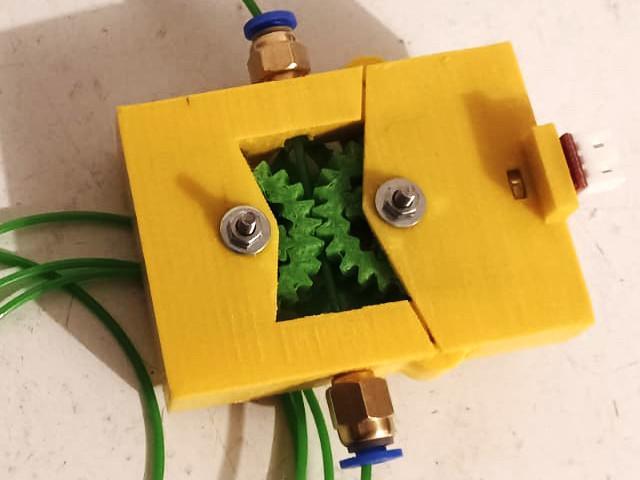
Nuovo hotend per filamenti flessibili
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
In passato, quando non avevo la stampante chiusa, sono riuscito a stampare lo stesso filamento flessibile con lo stesso estrusore BMG dotato di ventola 3010. I problemi sono nati con la stampante chiusa, forse con una ventola ancora più grossa come la 4020 potrei risolvere comunque per adesso provo con il dissipatore V6 che per adesso sembra andare. -
ANGOLI ARROTONDATI E ABBONDANTI... JERK?
Salvogi ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
A che velocità stai stampando? Io quando imposto velocità elevate mi vengono i bordi gonfi. A quanto pare, per evitare i bordi gonfi quando si stampa a velocità elevate bisogna regolare il k-factor (sempre che ce l'hai attivato nel firmware) https://marlinfw.org/docs/features/lin_advance.html -
Effettivamente questo è un signor estrusore, è specifico per la tua stampante e sicuramente avrà componenti di qualità quindi vai sul sicuro. Certo è un po' caro ma i capricci si pagano.
-
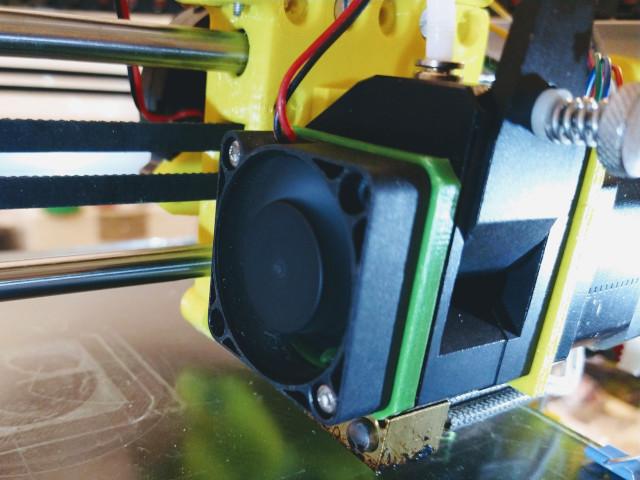
Nuovo hotend per filamenti flessibili
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
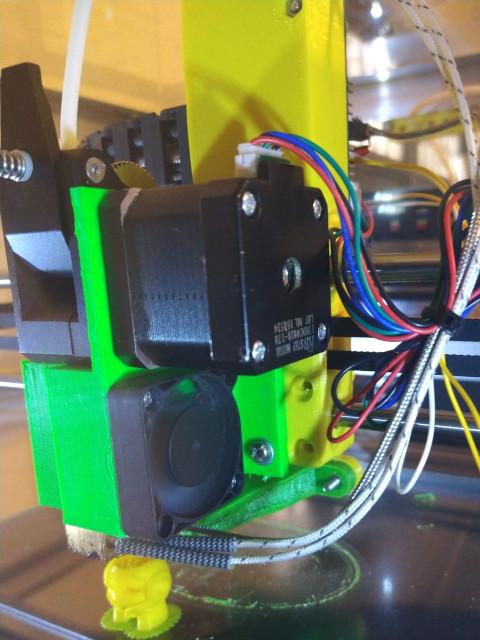
Il mio estrusore è questo https://it.aliexpress.com/item/33047173402.html sotto ha un foro Φ7x15mm dove è possibile inserire una gola come questa https://it.aliexpress.com/item/32963768978.html? o similari. Esistono molti estrusori BMG o Titan che fungono anche da dissipatore per la gola, basta cercare "BMG all metal", "BMG wind", "BMG water cooled", "Titan aero", ecc. L'idea è buona, si ottieneun estrusore diretto con appena 50mm tra ingranaggi e nozzle, in pratica però tutto lo spingifilo si riscalda fino a raggiungere 60 o 70°C (a occhio e croce, misurato con il dito). Probabilmente nel mio caso il calore sale fino allo spingifilo perchè avevo usato gole di scarsa fattura, tuttavia lo spingifilo caldo rende troppo mollo il filo a contatto con le ruote godronate. Comunque il BMG all metal ha il vantaggio di avere tutte le parti (compresi gli ingraggi) in metallo quindi, secondo me, conviene anche per i sistemi bowden. Troppo gentili, quasi arrossisco. Alla fine gli ho solo realizzato un supporto e, come si nota dalle foto, i cablaggi non sono il mio forte. Ho pensato di installare un dissipatore V6 separato perchè a occhio mi sembra più efficace dell'alettatura del mio BMG e per evitare di fare riscaldare lo spingifilo. Dai primi test fatti, sembra che l'idea funziona infatti sono riuscito a stampare il filamento flessibile (TPE a 240°C/90°C) senza problemi. -
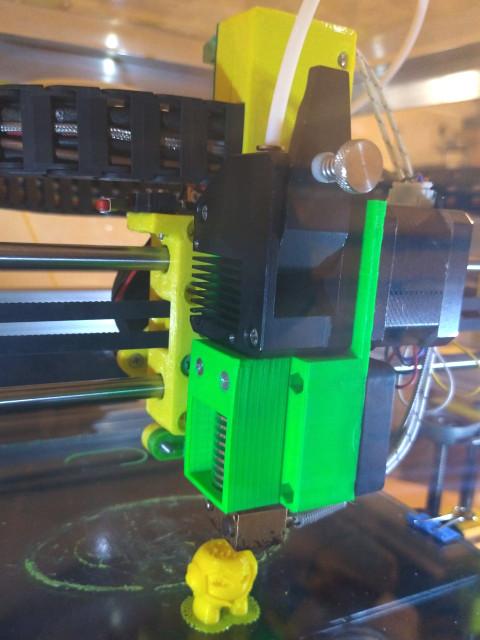
Nuovo hotend per filamenti flessibili
Salvogi ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
Purtroppo con il BMG all metal utilizzato anche come dissipatore non riuscivo a stampare i filamenti flessibili perchè lo spingifilo raggiungeva temperature elevate ed il filamento si rammolliva troppo. In pratica l'estrusore era il seguente. Quindi ho deciso di separare spingifilo e dissipatore realizzando un nuovo supporto. Sono anche ritornato alla gola all-metal ed a quanto pare per adesso sembra funzionare.
-
Molto bella complimenti. Se vuoi provare l'estrusore diretto esistono diverse soluzioni "mini", ad esempio BTT H2O o l'Orbiter. Oppure puoi provare anche questo https://www.thingiverse.com/thing:4841682 Io sono attrezzato sia con hotend bowden che diretto. Sembra un paradosso, a bassa velocità non cambia nulla mentre ad alta velocità stampa decisamente meglio il diretto, soprattutto le facce superiori e gli spigoli. Con il bowden ad alta velocità gli spigoli mi vengono rigonfiati e le facce superiori vicino al perimetro vengono rigate. Poi mi sembra una struttura solida quindi non dovrebbe avere problemi di vibrazioni ad alta velocità.
-
Driver rumorosi ? Cosa vuol dire ?
Salvogi ha risposto a brucom nella discussione Hardware e componenti
In pratica il driver limita la corrente che va agli avvolgimenti dello stepper tramite la "modulazione pwm", in pratica gli invia la corrente ad impulsi. Lo stepper funziona come altoparlante trasformando gli impulsi in rumore. I driver silenziosi generano impulsi su frequenze non udibili, inoltre generano un segnale più pulito. -
Gli angoli della stampa si alzano (non è warping)
Salvogi ha risposto a Jack_ nella discussione Problemi generici o di qualità di stampa
Gli spigoli che si alzano nelle parti sporgenti hanno la stessa origine del warping, sono causati dal fatto che il filamento raffreddandosi si restringe tirando i bordi verso l'interno. Normalmente il PLA è facile da stampare perchè ha un basso ritiro inoltre il problema dovrebbe essere principalmente per i pezzi grandi. Mi viene da pensare che stai usando un PLA scadente o mal conservato. -
Gli angoli della stampa si alzano (non è warping)
Salvogi ha risposto a Jack_ nella discussione Problemi generici o di qualità di stampa
Questi sono problemi comuni delle stampe con parti sporgenti, ti puoi aiutare riducendo temperatura del nozzle e del piatto come suggerito da @Killrob e riducendo la velocità come suggerito da @Whitedavil inoltre imposta anche la velocità della ventola de modello al 100%. Purtroppo con Cura devi rallentare tutta la stampa ed anche per la ventola Cura non la attacca e stacca solo dove serve, sei costretto a tenerla accesa mentre PrusaSlicer la attacca solo nelle parti sporgenti e nei bridging. -
Intasamento estrusore
Salvogi ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
I valori ottimali dei coefficienti del PID dipendono da diversi fattori quali temperatura del nozzle, ventola del modello in funzione, temperatura esterna. Quindi è necessario fare una media, comunque ti accorgi se i valori del PID non vanno bene se la temperatura oscilla troppo e continua ad oscillare per tutta la stampa. Il PID va bene se, dopo il transitorio iniziale, la temperatura si stabilizza e non varia più. Ad esempio io ho il controllo PID solo nel nozzle (curva rossa) quindi dopo essersi stabilizzata la temperatura del nozzle non oscilla più. Mentre nel piatto (curva blu) non ho il controllo PID (perchè ho un relè elettromeccanico) quindi continua ad oscillare per tutta la stampa. Ti accorgi se il PID non va perchè la stampa non parte subito appena raggiunte le temperature di piatto e nozzle perchè prima la stampante cerca di fare stabilizzare la temperatura. Se hai dei valori con i quali la temperatura si mantiene sufficientemente stabile, non è necessario cercare altri valori.
-
Rumori strani
Salvogi ha risposto a Dayago nella discussione Problemi generici o di qualità di stampa
Prova a rifare il livellamento, togli la vaschetta, allenti i due bulloni ai lati del supporto del piatto, metti un foglio di carta sul display, premi l'icona che fa scendere il piatto fino a toccare il display, stringi i due bulloni che avevi allentato, premi l'icona per risollevare il piatto. Comunque segui la procedura riportata nel manuale. -
Intasamento estrusore
Salvogi ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Si, possono risultare differenti, se differiscono poco non c'è problema. Su Thingiverse trovi un sacco di esempi, soprattutto per Ender 3 ma mi sembra che CR-10 ed Ender 3 abbiano lo stesso hotend quindi potresti stamparti un disegno già fatto. Ad esempio: Copertura hotend per ventola da 60 mm https://www.thingiverse.com/thing:3067173 Questa copertura è per ventola da 40mm ma c'è una foto della paratia interna che impedisce di sparare l'aria verso il basso https://www.thingiverse.com/thing:4712482 Se modifichi la copertura e la ventola da 60mm non soffia più sul nozzle dovrai rifare il PID. -
Per adesso continua a stampare bene ma vorrei capire se mi dvo affrettare a finirla. E' il mio primo flacone di resina per stampanti quindi non ho esperienza in merito. Non vorrei trovarmi a doverne buttare la metà, se tra qualche mese sarà inutilizzaile allora potrei stampare anche solamente dei test per migliorare le mie capacità con gli slicer per stampanti a resina. Se invece mi dite che anche dopo un anno dalla scadenza la resina è utilizzabile allora propenderei per stampare solo ciò che mi serve. La resina è nella confezione originale e l'ho messa al riparo dalla luce.
.jpeg.80850c9bd7f55d6b8fe92221cfde039b.jpeg)