Salvogi
-
Numero contenuti
1.418 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Cambio filamento e resume
Salvogi ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Provare non costa nulla, o quasi. Prova a lanciare una stampa breve (per risparmiare tempo e filamento), nel gcode gli piazzi un M600 e vedi se la stampante lo ignora o se ti avvia la procedura del cambio del filamento. Eventualmente gli puoi dare anche le coordinate dove effettuare i cambio di filamento, ad esempio M600 X10 Y10 -
Cambio filamento e resume
Salvogi ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Il tuo spingifilo non ha una leva che ti permette di sbloccare il filo? Se ho queste necessità io premo la leva (anzi nei miei spingifilo la devo tirare) e sposto il filo con l'altra mano. No, l'M600 non spurga prima di estrarre ma io non ho mai avuto problemi. Di default Marlin ce lo ha attivato, può essere che sulla Ender 3 è stato disabilitato. Eventualmente dovresti mettere mano al firmware. Nessun problema per lo spurgo, Marlin 2.0.5 ne spurga un paio di centimetri, poi chiede se vuoi spurgare ancora. Marlin 2.0.7 inizia a spurgare all'infinito e devi essere tu a premere il tasto per interrompere lo spurgo. Per risparmiare pin della CPU, alcune schede raggruppano i pin enable dei driver, in questo caso dovresti scambiare la posizione dei driver (anche nel firmware) e raggruppare X, Y e Z assieme e lasciare l'estrusore da solo. Probabilmente ti basta scambiare E con Z però dovresti mettere mano al file pin.h della tua scheda (es. pin_RAMPS.h) .Esattamente dove vuoi che avvenga il cambio di filamento, basta solo la riga con M600. Si, ovviamente devi specificare la lunghezza del tubo bowden nel firmware o da LCD nel menù impostazioni avanzate. Dopo il cambio, Marlin carica il nuovo filamento e poi esegue lo spurgo e ti permette di controllare quanto ne vuoi spurgare. -
Cambio filamento e resume
Salvogi ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Effettivamente con comandi simili a E92 E0 seguito da G1 E-300 F2400. Se è attivo EXTRUDE_MAXLENGTH nel firmware può effettuare 2 passaggi ma è lo stesso. -
Cambio filamento e resume
Salvogi ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Se non funziona M84 E, prova con M18 E Un tentativo con M600 io lo farei, a me funziona alla perfezione. -
simplify 3d - schermata bianca
Salvogi ha risposto a mga nella discussione Software di slicing, firmware e GCode
Io ho avuto problemi con il mio notebook dotato di Geforce 1050 mobile. In pratica PrusaSlicer, Fusion ed altri programmi che utilizzavano l'accelerazione grafica non funzionavano correttamente. Probabilmente sono problemi di driver perchè con gli ultimi aggiornamenti molti programmi sono tornati a funzionare. Mentre su altri ho dovuto cambiare la versione dei DirectX utilizzati. Per vedere se è il driver video puoi provare nel modo seguente. Impostazioni di Windows > Sistema > Schermo > Impostazioni grafica > Sfoglia > Cerca nella cartella C:\Programmi il file simplify.exe o simili > Opzioni > Seleziona la scheda video sotto la voce "Risparmio energia" Se così funziona vuol dire che è un problema di Simplify con la RTX4000 o con i relativi driver. -
Cambio filamento e resume
Salvogi ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Metti l'M600 nel gcode? Io ho 2 stampanti, una con Marlin 2.0.5 e l'altra con Marlin 2.0.7, appena trovano l'M600, il nozzle si mette in posizione di pargheggio, ritraggono tutto il filamento e si mettono in attesa che io metta quello nuovo, dopodiche premo il tasto ed il caricamento e lo spurgo lo fanno automaticamente. Dopo avere fatto un primo spurgo la stampante mi chiede se ne voglio spurgare ancora filamento prima di riprendere la stampa. Prima che regolassi la lunghezza del tubo bowden nel firmware ero costretto ad avanzare manualmente il filamento ma mi bastava premere la leva dello spingifilo. -
Pezzi che si rompono facilmente
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Ok, il layer shifting e lo stringing potrebbero essere stati causati dal flusso aumentato del 20%. In pratica ad un certo punto ci sarà stato così tanto materiale in eccesso che l'hotend tendeva a rimanere incollato al pezzo. Inoltre l'hotend trovandosi sommerso nel PLA fuso creava fili durante gli spostamenti. Il flusso è un parametro che si regola facendo piccole variazioni, se volevi attenere un pezzo più resistente potevi provare ad aumentarlo al massimo del 5%. Passare dal 100% al 120% in una volta ha senso solo se notavi che al 100% era fortemente sottoestruso. Potresti provare stampe di piccoli oggetti (per risparmiare tempo e filamento) variando un po' il flusso e vedendo se ottieni il risultato sperato. Perchè non alleghi una foto del risultato? Vedendo qualche foto probabilmente qualcuno riuscirà a capire il problema. -
Pezzi che si rompono facilmente
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
A freddo lo scarto tra piatto e hotend è di 4 gradi circa, siccome ho 2 stampanti, bene o male tutti e 4 i sensori stanto entro lo scarto di 4 gradi circa (ad esempio quello più basso segna 18°C, quello più alto 22°C). Ho fatto tanti tentativi con 3 termistori differenti, 2 di vetro ed uno incapsulato nel cilindro metallico. Provando diverse temperature ho notato che fino a 260°C sonda K, PT100 ed NTC differiscono al massimo di 10°C però sonda K e PT100 sono più simili come valori mentre l'NTC ha differenze maggiori. Poi dipende dalla temperatura in alcuni range l'NTC misura meno rispetto alla sonda K e al PT100 in altri range misura di più. Sopra i 270°C gli NTC che ho provato io collegati ad una scheda RAMPS 1.4 danno valori molto alti senza senso, ad esempio quando sonda K e PT100 segnano 290°C, gli NTC indicano circa 350°C e quando sonda K e PT100 segnano 300°C gli NTC mi indicano 400°C. Ho misurato con il tester la resistenza di pullup sulla scheda RAMPS e mi sembra corretta, mi sorge il dubbio che potrebbe anche essere poco preciso il convertitore ADC dell'ATMEGA del mio Arduino MEGA. -
Pezzi che si rompono facilmente
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Effettivamente ho sempre avuto dubbi se usare 1, 5 o 11 per gli NTC 3950, ultimamente li ho impostati su 11. Non ho mai cercato questa funzione nel firmware, dovrei vedere. -
Pezzi che si rompono facilmente
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Si, penso che tra una stampante e l'altra c'è differenza. Io per confronto ho usato questo https://it.aliexpress.com/item/32610372021.html e penso che sia meglio di un termometro da cucina. In ogni caso questo termometro è quasi allineato con il sensore PT100 che ho installato sulla stampante. Il problema è avere un heatblock con 2 fori per i termistori perchè se metti il sensore sulla superficie esterna misuri temperature più basse. Per fare le prove ho usato questo https://it.aliexpress.com/item/32896383821.html in cui riuscivo a mettere 3 sensori contemporaneamente. Ovviamente bisogna attendere che la temperatura si stabilizzi perchè durante il riscaldamento il sensore più vicino alla cartuccia segna temperature molto più alte. -
Pezzi che si rompono facilmente
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Io ho sperimentato diversi sensori NTC 3950 e anche un PT100, per confronto ho anche usato un termometro esterno con sonda K, purtroppo ho notato grosse differenze soprattutto tra gli NTC quindi, avendo cambiato stampante, ti conviene rifare le torri di temperatura. Tempo fa ero convinto di stampare il PETG a 290°C poi sostituendo l'NTC con il PT100 a 290°C il PETG mi usciva colore caramello ed ho dovuto ridurre a 265°C -
Z auto home instabile
Salvogi ha risposto a losvedese nella discussione Software di slicing, firmware e GCode
Se alcune volte si ferma prima ed altre dopo, potrebbe anche essere l'endstop da cambiare. Su Aliexpress costa pochissimo https://it.aliexpress.com/item/32697274474.html però passano uno o due mesi, se non vuoi aspettare ti tocca comprarlo su Amazon a prezzo più alto. In ogni caso la precisione dell'endstop Z è fondamentale e se è sballato pregiudica le stampe perchè il primo layer verrà sempre male. -
Barra filettata che fa ancora casino!
Salvogi ha risposto a Nogard nella discussione Hardware e componenti
Il grasso al silicone è ottimo quindi vai sul sicuro. Se vuoi esagerare puoi provare il grasso al rame. -
Barra filettata che fa ancora casino!
Salvogi ha risposto a Nogard nella discussione Hardware e componenti
Io ne avevo una che faceva un po' di rumore, lubrificandola è passato, inizialmente mi sembrava che la barra trapezia fosse storta perchè quando ruotava vedevo che in mezzeria si spostava a destra e sinistra, poi ho allentato e ristretto i bulloni e si è messo tutto a posto. Su una piccola CNC (la misera 3018) dopo averla montata addiritura l'asse X non ce la faceva a muoversi perchè avevo centrato male il motore rispetto alla barra trapezia. Se poi hai i giunti rigidi devi essere più preciso nel montaggio. Il cuscinetto del motore ringrazia 😂 -
Non intendevo riferirmi a Repetier Host anche perchè non l'ho mai usato e non lo conosco. Intendevo dire che c'è l'impostazione sia dentro il firmware Repetier che dentro il firmware Marlin. Ho imparato a mettere mani sul firmware giusto per fare cavolate (per non usare termini volgari 🤐) ad esempio settare la massima temperatura a 450°C o aumentare velocità, accelerazioni e jerk massimi senza un criterio scientifico. Almeno con questa scusa ho imparato a configurare sia Repetier che Marlin partendo da zero. In questo momento sono fermo con gli esperimenti sui firmware perchè sono offeso con il compilatore.
-
E' normale, il punto 0,0 sta sul piatto nell'angolo a sinistra verso di te. Ovviamente la stampante rimane sulle coordinate negative per evitare, ad esempio, di riscaldare l'ugello a contatto con il piatto. C'è l'impostazione su Repetier. #define X_MAX_LENGTH 265 #define Y_MAX_LENGTH 225 #define Z_MAX_LENGTH 230 #define X_MIN_POS -45 #define Y_MIN_POS -5 #define Z_MIN_POS 0 Che su Marlin. #define X_MIN_POS -45 #define Y_MIN_POS -5 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 230
-
Soddisfatto o cosa?
Salvogi ha risposto a Marco-67 nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Io tempo fa ho provato ad allargare il foro di un ugello con il trapano però la punta è uscita dal lato dell'ugello 😬 e l'ho dovuto buttare. Con un nozzle da 0,7 potresti stampare con altezza del layer di 0,5mm, per un cubo cambia poco e niente ma andresti quasi 5 volte più veloce. Comunque è venuto bene, complimenti, ovviamente gli spigoli vivi sono un punto difficile per tutte le stampanti FDM. Complimenti anche pe le statuette, molto belle. -
corexy e configurazione marlin
Salvogi ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Non ti preoccupare, tifiamo per te 😂 Appena mi arriva la mia prima scheda a 32bit penso che saranno cavoli amari anche per me. -
AIUTOO VE NÉ PREGO
Salvogi ha risposto a Gionny nella discussione Problemi generici o di qualità di stampa
Ciao, non aprire più volte lo stesso post, si crea solo confusione perchè poi c'è chi ti risponde su uno e chi ti risponde sull'altro. -
corexy e configurazione marlin
Salvogi ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Ha ragione @Marco-67, Z_HOME_DIR deve essere -1 altrimenti l'homing te lo fa all'altezza massima, ovvero con il piatto tutto sceso. // Direction of endstops when homing; 1=MAX, -1=MIN // :[-1,1] #define X_HOME_DIR -1 //Significa che l'home lo fai dietro #define Y_HOME_DIR -1 //Significa che l'home lo fai a destra #define Z_HOME_DIR -1 //Ovviamente l'endstop deve essere messo in alto // @section machine // The size of the print bed #define X_BED_SIZE 310 //Il bed è 310x320 o 300x300 ? #define Y_BED_SIZE 320 //Il bed è 310x320 o 300x300 ? // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 //quando va a sinistra l'ugello non sporge neanche di 1 mm? #define Y_MIN_POS 0 //quando va a avanti l'ugello non sporge neanche di 1 mm? #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE //quando va a destra l'ugello non sporge neanche di 1 mm? #define Y_MAX_POS Y_BED_SIZE //quando va a dietro l'ugello non sporge neanche di 1 mm? #define Z_MAX_POS 300 Ci sono impazzito anche io, prima di capire il principio di funzionamento -
Probabilmente si, purtroppo mi arriva molto spam. Comunque penso di averla individuata, provo a risponderti.
-
Si, ma è più un passatempo per imparare HTML, CSS, Javascript e PHP
-
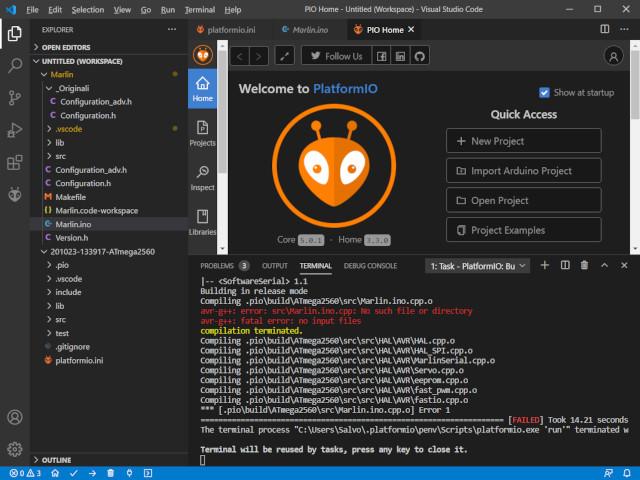
Problema compilazione IDE Arduino con Windows
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Grazie, non l'avevo proprio visto. Mi sa che Platform.io si è coalizzato con Arduino IDE contro di me. Arduino IDE mi da errore avr-gcc Platform.io mi da errore avr-g++ Ovviamente provando a compilare Marlin 2.0.7 così come scaricato da internet, senza modifiche.
-
Problema compilazione IDE Arduino con Windows
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Sicuramente mi sto perdendo su una stupidaggine ma proprio non riesco. Ho disinstallato Vscode e IDE Arduino, ho reinstallato solo Vscode con il plugin Platform.io, ho importato Marlin tramite Platform.io, però non trovo i pulsanti compila e carica. Dove li trovo i pulsanti compila e carica? -
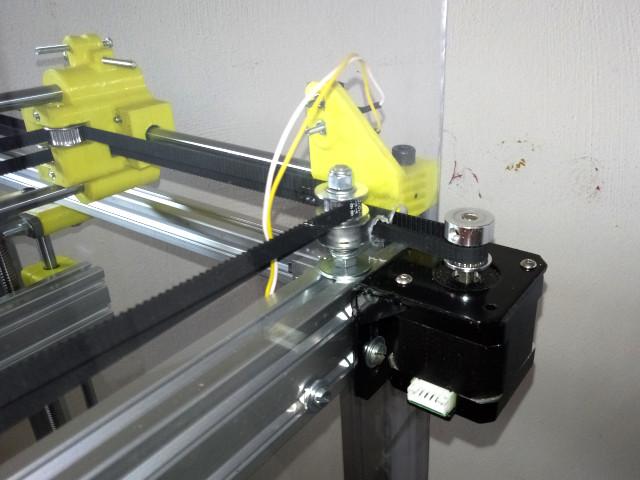
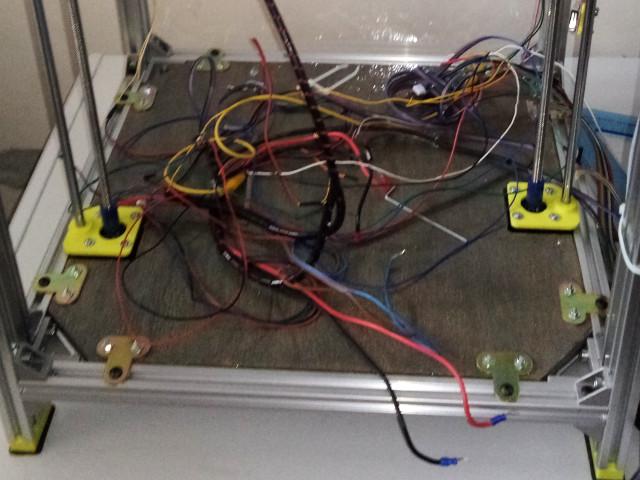
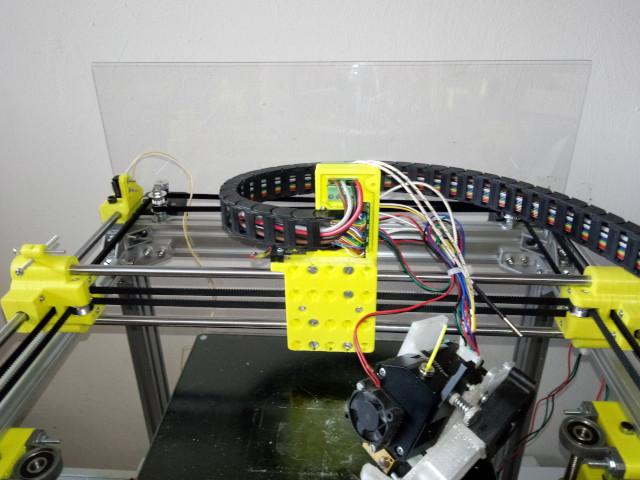
Ho iniziato ad apportare alcune modifiche. Ho iniziato a installare i pannelli per ottenere una camera chiusa, la base in compensato spesso 14mm così sotto posso fissare alimentatore e scheda madre mentre i laterali ed il sopra in policarbonato spesso 3mm. Ho spostato l'endstop Y sul retro. Ho sostituito i giunti stepper/barra trapezia con elementi rigidi.