SandroPrint
-
Numero contenuti
158 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di SandroPrint
-
Temperatura del nozzle durante la stampa
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
Ok allora mi informo. Ero un po' restio perché sulla mia stampante il firmware è diverso e meno lo tocco e meglio è -
Temperatura del nozzle durante la stampa
SandroPrint ha pubblicato una discussione in Hardware e componenti
Ciao a tutti, volevo sapere quanto è lecito che cambi la temperatura del nozzle durante una stampa. Per esempio se io imposto 200 gradi vedo la temperatura oscillare da 195 a 205, è tanto? vale la pena fare un controllo del PID? -
Però scusa @Whitedavil a sto punto sono un po’ confuso, si stava parlando di temp tower e siam finiti a dover cambiare la scheda. Io vorrei capire al di là della comodità di gestione del Marlin, quanto sia necessario smanettare col firmware per avere delle stampe decenti, è una cosa che fate quotidianamente? Da ignorante pensavo che una volta configurati i parametri principali (step/mm, step estrusore, accelerazioni…) il FW non si toccasse più. Inoltre credo che il pacchetto hardware della Tronxy sia migliorato nel tempo (soprattutto la PRO di @AlfonsoBuonora), la scheda basata su Chitu è sicuramente scomoda da configurare ma non penso sia da buttare, è 32 bit, ha driver silenziosi e volendo ci posso aggiungere una schedina Wifi. Io, prima di cambiare l’elettronica, voglio essere sicuro di aver raggiunto il limite della configurazione attuale, cosa che non posso ancora dire a causa della mia inesperienza.
-
Secondo me è quel 1.831248 (io ho 1.725) Cura di per se è semplice, il problema è capire quali parametri visualizzare e quindi usare, perché ce ne sono tantissimi. Son partito con Cura perché ci sono molti video in rete, ma mi pare che Prusa in prospettiva sia il vero pretendente di Simplify3D. Al momento non sono contento delle mie stampe, e anche per questo volevo provare Prusa.
-
Ciao @AlfonsoBuonora, per quello che può servire io so che lo Z offset è il parametro M8084 nel nostro FW..., e corrisponde alla coordinata Z della Home dopo che hai impostato lo Z offset da display. Io, se c'è da toccare qualche parametro nel FW vado sempre di SD (non che capiti spesso), perché con Repetier ho avuto dei problemi, ma comunque ti consiglio di provare, se funziona è una rottura in meno. Uno dei motivi per cui ho un po' mollato con PrusaSlicer è proprio la gestione dello Z0, che non risucivo ad impostare bene, o stampava in aria o troppo attaccato al piatto. Seguo quindi con molta attenzione questa discussione perché pur essendo ormai abituato a Cura ho l'impressione che Prusa sia più moderno.
-
Ruote dei cuscinetti in acciaio
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
Ti dirò, il dubbio che la stampante non fosse proprio nuova mi è venuto, i cuscinetti lesionati, un paio di graffi sulla pellicola del bed, sacchettini con le viti graffettati.... E' che essendo completamente inesperto, preso dal''entusiasmo non l'ho rimandata indietro. -
Ruote dei cuscinetti in acciaio
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
A quello ero stato attento, penso (spero ) che il problema fosse la diversa tensione delle cinghie in quanto l'asse X era leggermente ruotato, quindi magari la pressione non era ben distribuita su tutte le ruote. -
Ruote dei cuscinetti in acciaio
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
Non son riuscito a fare una foto decente, tastando con l'unghia si sente un leggero gradino
-
Ruote dei cuscinetti in acciaio
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
Le mie stampe sono tutte degradate😂 sono ancora all'inizio! (in effetti se guardiamo le poche ore di stampa effettuate finora è ancora più incredibile). Purtroppo non sono pelucchi, me ne sono accorto perché c'era come una "foglia" sottilissima attorno ad una ruota sul carrello X, una sporgenza di quasi un cm, ho guardato meglio e si vede proprio il solco. Anche su altre 3 c'erano detriti e si vede il segno. Probabilmente la tensione delle cinghie non era ottimale, probabilmente il telaio non è ancora montato a dovere però mi è venuto il dubbio che sia predisposta a usura precoce. -
Ruote dei cuscinetti in acciaio
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
In effetti sulla X5SA PRO ci sono sia la guida che la ruota in acciaio... Vedo quanto durano, casomai vedo se conviene passare a ruote di qualità o comprare quelle un tanto al chilo -
Ruote dei cuscinetti in acciaio
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
Immaginavo...😌, per me non sarebbe un problema la Tronxy è chiusa in studio, ma per quelli che stanno di sotto me sa de si😂 Non saprei sinceramente, so che appena arrivata la stampante due cuscinetti erano schiacciati e non giravano bene. Ne ho prese altre sempre economiche, ma alla fine vedo che si stanno "sfogliando" un po' tutte. Proverò a cercare qualcosa fatto di Delrin... -
Ciao a tutti, sulla mia Tronxy X5SA ho notato che le ruote dei cuscinetti degli assi X e Y si stanno consumando, anche allentando le cinghie il problema persiste. Tra l’altro ho visto che anche altri lamentavano sta cosa e credo che sia anche per questo se sulla versione PRO adesso ci sono delle guide diverse con ruote in acciaio. Vorrei quindi provare a mettere delle ruote in acciaio con scanalatura a V tipo quelle in foto e la mia paura è che facciano tanto più rumore rispetto alle solite. Qualcuno le ha mai usate? Opinioni?
-
Ancora più retraction?
SandroPrint ha risposto a SandroPrint nella discussione Problemi generici o di qualità di stampa
@marcottt si sono nei punti di inizio layer, su un'altra stampa avevo messo posizione posizione definita dall'utente ma veniva la riga esterna molto marcata.. Intanto rifaccio il test del flusso anche se 90% di flusso mi sembra già basso. Ho anche controllato il diametro ugello e diametro filamento e sembrano a posto. Devo far in modo che quando inizia il layer ci sia meno pressione, ho visto che Simplify3D ha diverse opzioni per questo, CURA o Prusaslicer non so. -
Ancora più retraction?
SandroPrint ha risposto a SandroPrint nella discussione Problemi generici o di qualità di stampa
@marcottt, @jagger75, @Tomto in effetti anch’io sapevo che la ritrazione serviva soprattutto per problemi di stringing, poi cercando in rete ho trovato questa guida di simplify3D (anche se io uso CURA) dove tira fuori i parametri della retraction anche per i blob allora avevo provato con quella. Il thin wall test mi aveva dato un valore del 90% per il flusso però a sto punto lo rifaccio. @marcott ti allego la foto del primo layer, se può servire. @jagger75 scopro ora che esiste un sito dedicato alla Benchy, avevo semplicemente scaricato da thingiverse l’STL, me lo guardo così magari trovo i parametri di riferimento.
-
Ancora più retraction?
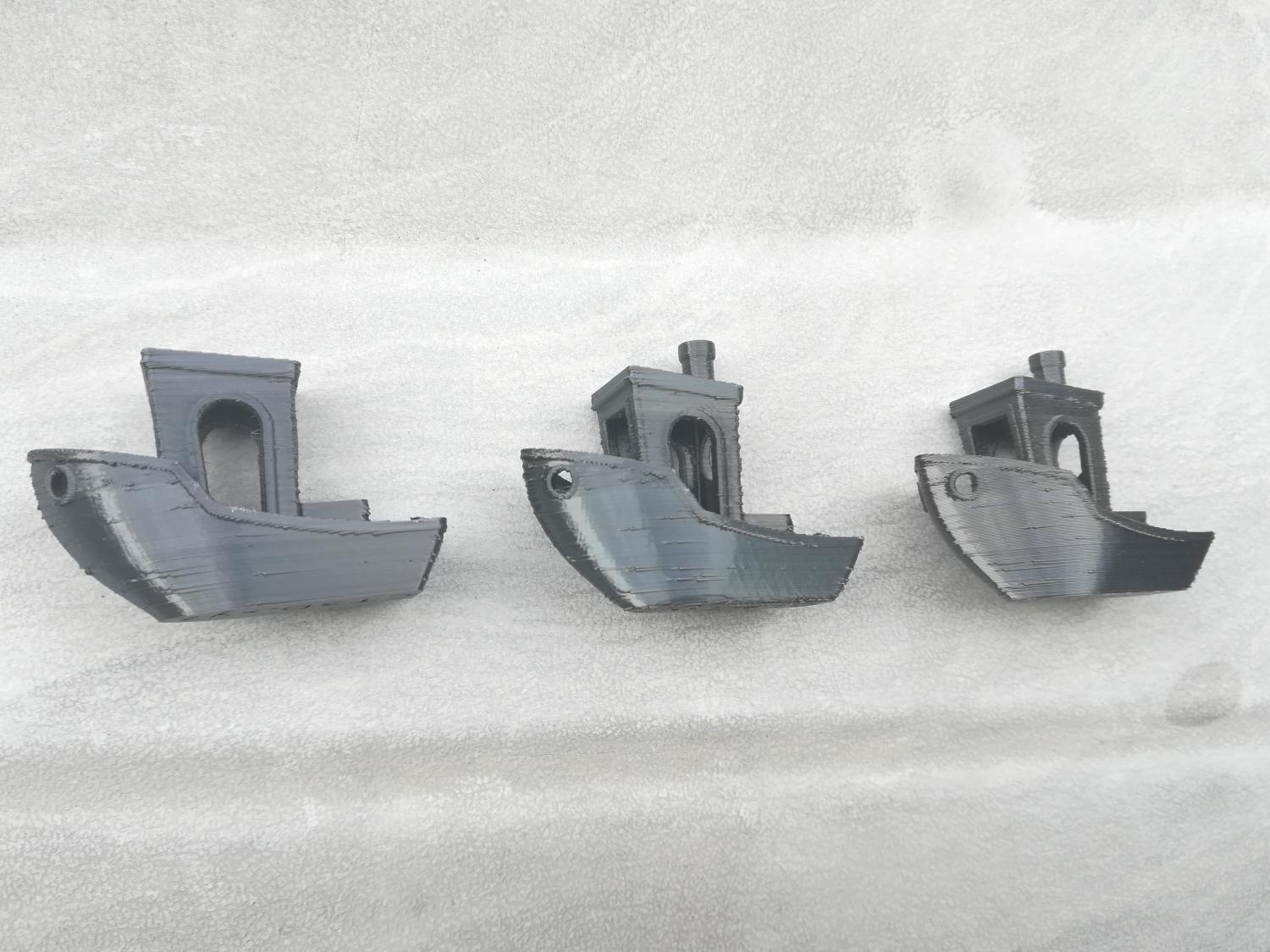
SandroPrint ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, non riesco a sistemare i settaggi per stampare in modo decente la Benchy. Allego foto dove si vedono tre prove fatte con valori di retraction di 6-8-10 mm sempre a 50 mm/s, combing su tutto e retraction anche al cambio layer. Filamento Sunlu Silk PLA, ma lo fa anche con il Sunlu PLA blu e con il Geetech Bianco. Gli altri parametri di CURA sono: ; =================QUALITA'=============== ; Altezza layer 0.2 ; Altezza primo layer 0.2 ; Larghezza linea 0.4 ; =================GUSCIO================= ; Spessore pareti 1.2 ; Spessore strato superiore 1.2 ; Spessore strato inferiore 1.2 ; ===============RIEMPIMENTO============== ; Riempimento 15 ; ================MATERIALE=============== ; Temperatura di stampa 190 ; Temperatura Bed 50 ; Temperatura primo layer 190 ; Flusso 90 ; ================VELOCITA'=============== ; Velocità 40 ; Velocità primo layer 30 ; Velocità pareti 40 ; Velocità top/bottom 40 ; Velocità riempimento 40 ; Velocità spostamenti 50 ; Velocità skirt/brim 30 ; Accelerazione 100 ; Jerk 5 Ora io ho capito che avendo un bowden di 90 cm la retrazione è importante ma ha senso aumentarla ancora di più? Che altro potrebbe essere? Grazie
-
Ottimo, grazie
-
Bel lavoro, complimenti, posso chiederti dove hai preso quelle piastre angolari nere che hai sul frontale?
-
Ciao @AlfonsoBuonora, in realtà non proprio la stessa macchina, io ho la X5SA normale, che oltre all'estrusore ha i carrelli diversi. Io comunque non ho ancora trovato la quadra, sto ancora impazzendo dietro ai cubetti, ho stampato un portapenne molto lentamente (40 mm/s) ma era facile praticamente girava in tondo senza alzarsi mai.
-
Mi spiegate questo stringing?
SandroPrint ha risposto a SandroPrint nella discussione Software di slicing, firmware e GCode
Mi sa che dovrò fare mooooolte stampe prima di avere quel tipo di sensibilità 😅 -
Mi spiegate questo stringing?
SandroPrint ha risposto a SandroPrint nella discussione Software di slicing, firmware e GCode
@invernomuto grazie della risposta, fino a tre settimane fa non avevo mai visto una stampante 3D da vicino, per cui sto cercando di assorbire più informazioni possibili per avere dei buoni risultati. La tua risposta mi conferma, una volta di più, che in molti casi non ci sono regole fisse che vanno sempre bene, ma bisogna provare e correggere riprovare e ricorreggere e così via. Spero, a forza di correzioni, di arrivare vicino al vostro livello di qualità 👍 -
Vedo che ti hanno abbassato l'accelerazione M8008 a 100 e hanno abilitato l'avviso sul controllo temperatura M8023, quindi bene dai, l'importante che funzioni tutto per adesso, poi magari quando tutto è a puntino punterai anche alla velocità. Purtroppo questa stampante monta schede Chitu e tanti comandi non li accetta (tipo M503), per conoscere i nomi in inglese dei parametri di default ti rimando a questo Link per esempio il Jerk è M8007 che tu hai a 20.
-
Mi spiegate questo stringing?
SandroPrint ha risposto a SandroPrint nella discussione Software di slicing, firmware e GCode
Ah sicuramente 😉 -
Mi spiegate questo stringing?
SandroPrint ha pubblicato una discussione in Software di slicing, firmware e GCode
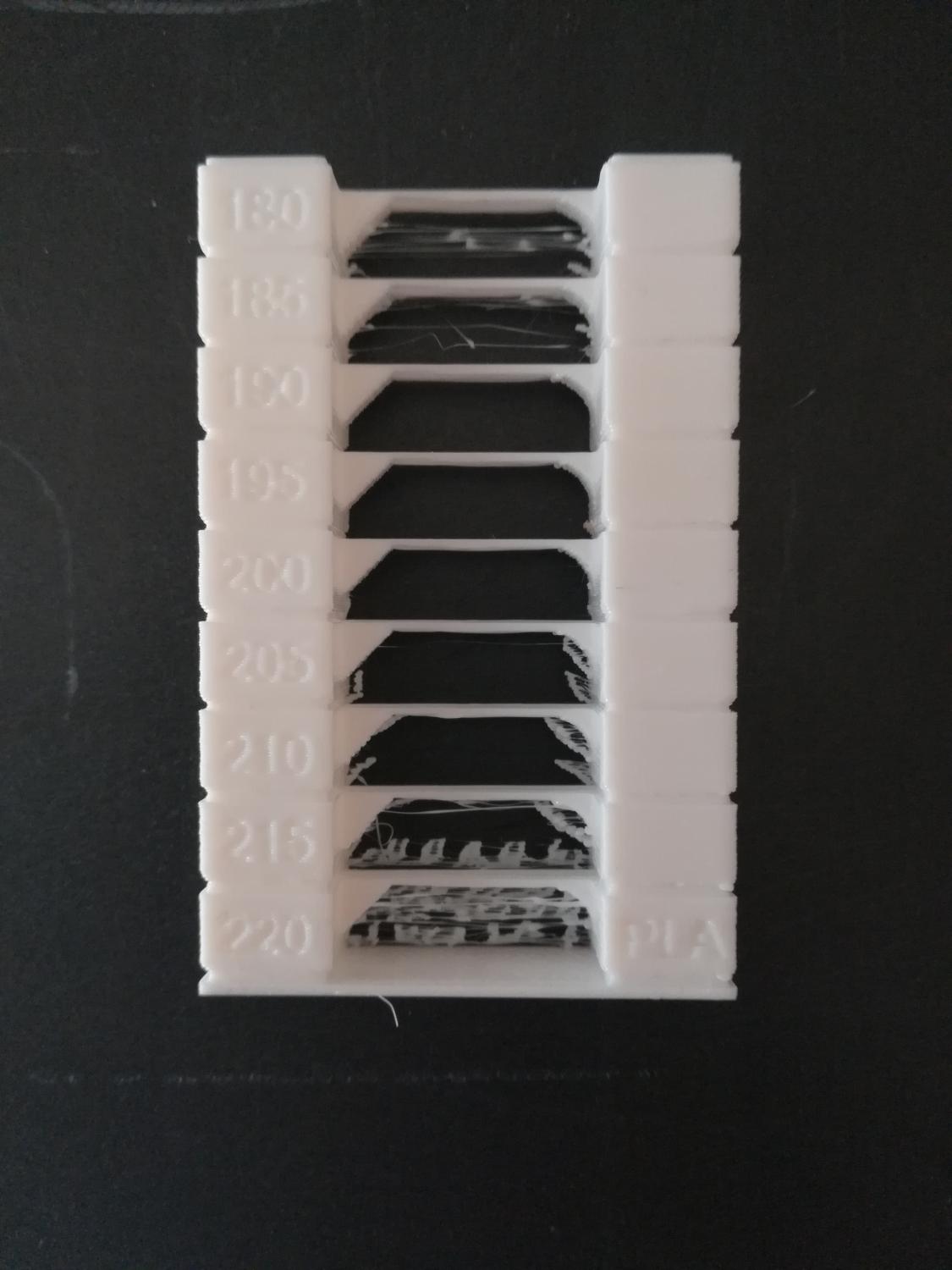
Ciao a tutti, ho eseguito il test della temp tower, ricavando le temperature ottimali per quel filamento (geetech pla) noto però che alle alte e alle basse temperature si forma dello stringing. Alle alte temperature lo capisco, il filamento è molto fluido e a quella velocità non fa in tempo a raffreddarsi, ma a basse temperature perché si forma?, che fenomeno interviene? Scusate la domanda da niubbo ma sto prendendo le misure con lo slicer...
-
Velocità variabile in un Temp Tower test
SandroPrint ha risposto a SandroPrint nella discussione Software di slicing, firmware e GCode
Ah ok grazie👍 -
Velocità variabile in un Temp Tower test
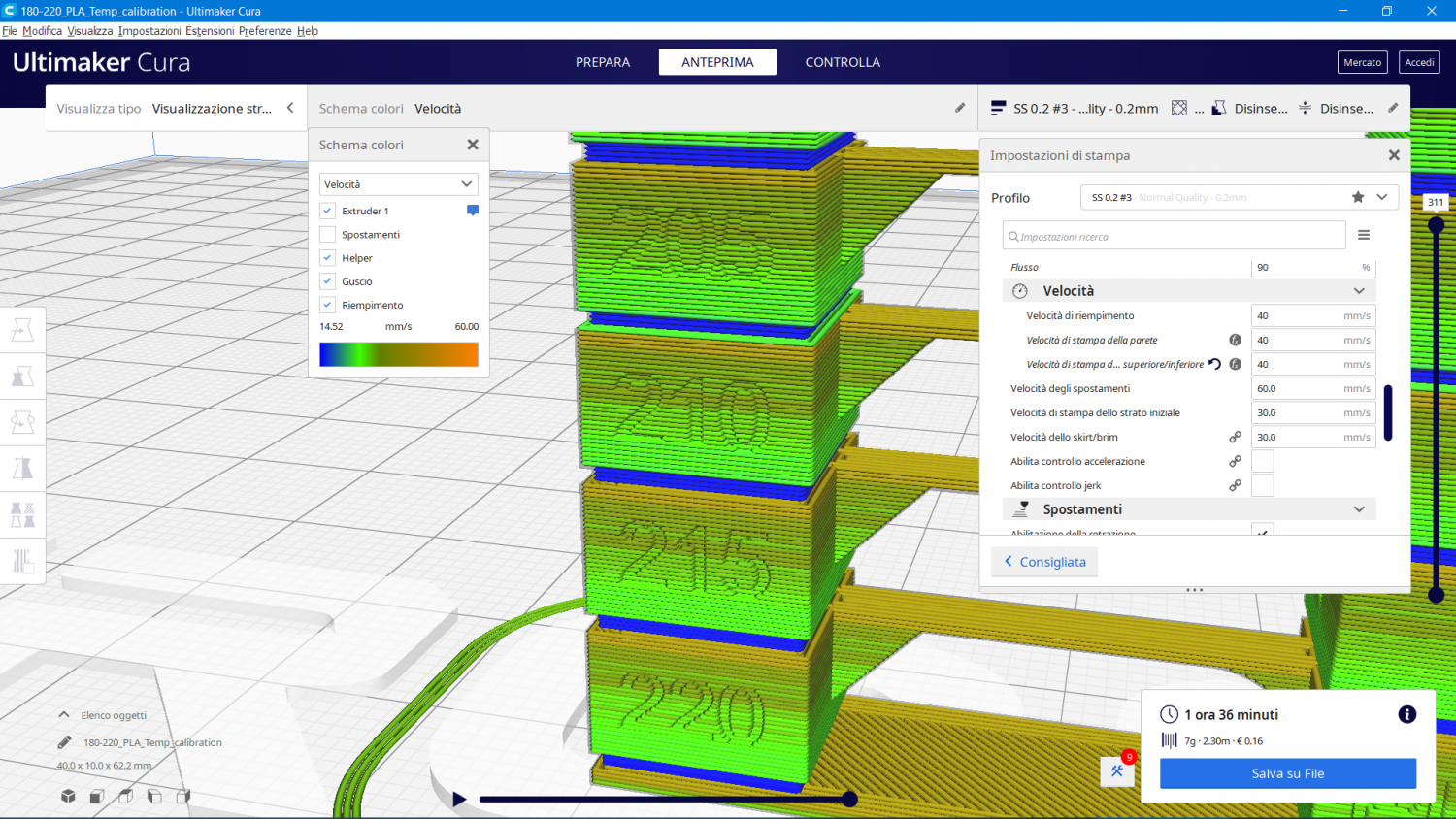
SandroPrint ha pubblicato una discussione in Software di slicing, firmware e GCode
Buongiorno, sto cercando di calibrare la corretta temperatura di estrusione con una temp tower, ma c'è una cosa che non mi torna e cioè la velocità dell'uggello durante la stampa. Il modello è fatto di moduli tutti uguali ripetuti in altezza, quindi mi aspettavo un "pattern" di velocità ripetuto, invece come si nota dall'immagine la velocità è abbastanza variabile. Inoltre non mi tornano quelle parti in blu molto lente. Secondo voi è normale? Edit: Probabilmente è dovuto alle diverse incisioni dei numeri, le parti in blu però secondo me sono troppo lente