Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-
E' ancora sovraestruso, e tanto... A 'sto punto fai l'Update come ti ho detto nel post sopra, e linka la copia delle tue impostazioni macchina.
-

Tools Stringing, Retractions, Speed Retraction - Files troppo grandi
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
Ma il cielo è sempre più bluuuuuu!!! 🎵🎶🌨️⛈️🌩️❄️🎼🎼 -
Controlla se la tua stampante sia esattamente la versione riportata sul file allegato. Col solito metodo descritto più volte prendi copia dei settaggi macchina per un eventuale backup. Scompatta il file gcode e copialo sulla scheda Flash. Lancia il file come una comune stampa ed attendi il segnale di fine stampa... Dai l'OK di fine stampa, aspetta qualche secondo e riavvia per rendere effettivi gli aggiornamenti... Sicuramente dovrai rifare il test dei 100mm ed il Thin-Wall, ma di solito ne vale la pena... X5SA-2E.zip
-
Tools Stringing, Retractions, Speed Retraction - Files troppo grandi
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
Dell'STL non te ne faresti nulla, perchè la differenza stà nel gcode ottimizzato cambiando le temps nella prima torre; la lunghezza di ritrazione nella seconda torre (al variare dei "piani" della torre stessa), e la velocità di ritrazione nella terza. Ed oltretutto bisogna mettere manualmente i valori della prima torre, nella seconda. Quelli della seconda, nella terza. P.S. - Si, ho un cell Android... Ma non so come usare il Cloud! Nè dove sia... -
Non hai mai fatto l'Update della macchina??????????????????????????????????
-
problematiche stampanti 3D
Otto_969 ha risposto a incisore nella discussione La mia prima stampante 3D
Secondo me, prima ancora del montaggio, è fondamentale capire che accidenti ci si accinge a comprare... La puoi anche montare alla perfezione (un colpo di culo nella vita, capita a tutti, no?), ma se parti col presupposto che una volta montata stampi alla perfezione senza sputare lacrime e sangue... Beh... Allora avrai delle belle sorprese... Non è ironia, neanche paraculaggine: è una lettura dell'immediato futuro dell'acquirente "ad occhi chiusi", che ha appena firmato la propria condanna all'internamento perenne nel più vicino centro di psichiatria intensiva. Prima ancora di comprare bisognerebbe passare SETTIMANE a studiare le guide, i problemi generali di stampa, ed infine - quando si ha scelto la versione da comprare - buttarsi "Full immersion" nelle problematiche del modello scelto. Solo così si potrà (forse...) evitare il ricovero e lo sperpero di soldi in costosi - quanto inutili - upgrade che non risolveranno di certo l'ignoranza (e spesso l'arroganza) del novello "stampatore". Scusa se parlo in modo molto diretto, ma certe cose (IMHO) è meglio saperle da subito. Per finire ti invito ad usare la testa, seguire i consigli degli "anziani" senza avere la presunzione di sapere già tutto perchè letto da qualche parte... Non è un controsenso a quello che avevo appena scritto sopra, è una conseguenza (di esso). Benvenuto nella gabbia di matti... 🤙 -
Boh... Per me è molto strano che tu debba stampare all'83%! Io stampo quasi sempre dal 95 al 105% passando dall'Infill sino alle Skin/Top surfaces. Per me questo è il sintomo di qualcosa di sballato nelle impostazioni... A proposito: hai effettuato gli Updates per la tua macchina? L'ultimo dovrebbe essere di Maggio: Tronxy Downloads
-
Certo che si! Ora sono al lavoro, ma dovrebbe essere nella pagina Printer, machine setting, extruder... Dovrebbe essere lí... Credo... Prendi la misura col calibro in diversi punti del filamento. Ma anche il diametro fosse errato,se fosse errata, 77% di Flow mi sembra davvero esagerato...
-
77%??? No, c'é qualcosa di completamente sballato... Se il test dei 100mm ė ok, e se il Thin-Wall test esce a 0,4mm (IMHO) é praticamente impossibile che tu debba usare il flusso al 77%! Non sarà né in cielo, né in terra... Hai inserito il diametro reale del filamenti nello Slicer? Quando sei cosí sovraestruso si creano rigonfiamenti e ritiri nella disposizione del lager, questi "ritiri di materiale" possono sembrare "buchi" o mancanze di materiale ma in realtà potrebbe essere il materiale adiacente ad essere troppo... Non so se ho reso l'idea. Rifai tutti i test per gli steps, se é settata bene per avere un'estrusione ottimale non ti dovresti scostare troppo dal 100% per raggiungere il risultato perfetto. Se sei al 77% c'é veramente qualcosa totalmente sballato... Prova a tagliare la testa alla stampa (Dexter docet) e misura col calibro lo spessore della parete del collo e quello del riempimento.
-
@Whitedavil... Si é sovraestruso, ma credi che il problema nell'angolo della Torre (ultima foto, prima del tuo post) sia un problema di sovraestrusione? Sembra che lí ci sia la cucitura, e che sia venuta proprio male (magari cambiare le impostazioni e non usare lo "smart hiding"?). @john... La figurina é piena di blobs e colature, quella é sovraestrusione di sicuro... Quello che non capisco é come facciano i Wall-Test a venirti giusti... Cmq abbassa il flusso almeno del 5% (anche di piú, devi andare a tentativi). Quando escono 'ste stampe é meglio interromperle subito. Taglia la figurina a partire da sotto le spalle, cosí rimangono solo le parti difficili (spalle, braccia, testa) e risparmi tempo e materiale. Se non é un file comprato, postalo.
-
Te aggiusta la statuina, che io "aggiusto" quella che ha fatto da modella per la statuina... 😈
-
Tools Stringing, Retractions, Speed Retraction - Files troppo grandi
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
@eaman... Si, si... Sono cresciutello, ma 10€ lì, 20€ là, 15€ giù, 40€ sù ed alla fine sono soldini... E sinceramente avendo appena comprato casa tendo al risparmio... Poi mettici benza e tutte le cose che sminchio ogni week-end con l'Enduro... Poi mettici i soldi che sperpero con le chitarre... Poi mettici i soldi che dilapido con lo Short Course Truck RC... Poi mettici i soldi che brucio in PLA e PETG... Poi mettici i soldi che mi strafogo in alcoolici... Poi mettici i soldi che passo alle 3 ex mogli e 2 amanti... Cazz vuoi che mi resti da scialacquare in caxxate varie? 😁 P.S. - La storia di Thingiverse potrebbe funzionare... Al momento è il tempo che mi manca. Mi hai dato una buona idea! Thanks! @jagger75... Il Cloud non so che sia! Cmq hai ragione riguardo alle torri, le stò rifacendo con diametro 7mm. Ho fatto una torre modello "Kremlino" e funziona bene, però non ho lo spazio per mettere i numeri... -
La stampa è migliorata tantissimo, ma è ricomparso il problema sull'angolo... Ma nell'ultima foto, i layers mancanti/fatti male sono sulla cucitura?
-
No, il PETG è più difficile da stampare... Non ti serve ristampare le torri, prova a rifare la figurina (o groot o come si chiama...) con ritrazione di 5mm e 35mm/sec di velocità. Stampa in almeno 3 pareti a 0.425mm di larghezza, per l'altezza layer decidi tu... Il coasting metti quello che ti ho dato io e che ha funzionato bene. Non mettere Z-Hop. Metti le velocità tutte a 40mm/s e spostamenti alla massima velocità possibile...
-
Se hai tempo, prova a stampare la stessa figurina con le "nuove" impostazioni. Se tempo non ne hai, qualsiasi cosa va bene, basta che abbia curve e parti abbastanza sottili con altre piú grosse.
-
Non puoi fare la stessa torre, a meno che tu non riesca a cambiare il gcode, non é difficile ma devi sapere cosa fai. Prova invece a fare una stampa FACILE ( che non sia un semplice cubetto, ma neanche lo squalo snodabile) a 200°C col filamento rosso e come retracting gli metti i dati trovati dalle ultime due torri (se ricordo bene erano 5mm di lunghezza, non ricordo la velocità perché sono al lavoro...). Metti la ruota dentata dell'estrusore alla massima pressione possibile, per avere meno slittamento possibile, ri-misura il diametro filo (fallo ad ogni stampa). Stampa in almeno 3 pareti a 0.425mm di larghezza, per l'altezza layer decidi tu... Il coasting metti quello che ti ho dato io e che ha funzionato bene. Non mettere Z-Hop. Metti le velocità tutte a 40mm/s e spostamenti alla massima velocità possibile...
-
Dall'ultima foto si vede bene che la saldatura é completamente sballata e non uniforme... Questo é un difetto di estrusione: vuol dire che la quantità del filo erogata non é mai la stessa al variare dei layers... IMHO questo é legato ai 190°C che sono troppo pochi e l'estrusore fa fatica a spingere il filo nell'Hot-End troppo freddo. Che materiale é? Marca? Il tubetto Capricorn é arrivato, o sei ancora con il tubetto originale? Se si, accorcialo il piú possibile (senza fargli fare curve troppo accentuate) portando il carrello in battuta tutto avanti a dx e sx. Hai salvato il file della prima figurina che hai fatto? Quella in PLA bianco... Vorrei vedere il file se possibile. Non era venuta male, poi é successo qualcosa e ti sei perso, e da quí é difficile capire il perché in quanto la macchina non stampa "male", ma non risponde alle correzioni... Che é cosa ben diversa.
-
Non puoi stampare oggetti di questo tipo se la stampante non é settata al 110%! Ci sono snodi interni e giunzioni estremamente difficili da realizzare anche per stampanti perfettamente settate. Oggetti del genere (se fatti bene) sono una sorta di "tesi di laurea" per uno stampatore, NON una cosa da fare da niubbo... Prova a piegare il filo con le dita di 180° e vedi se si spezza... Se lo fà, vuol dire che é umido o in qualche modo fallato... Oltretutto non ho capito come faccia a "rompersi", nella mia macchina al massimo lo grattugia, ma non si spezza perché le ruote dentate non si toccano tra loro, e dopo aver grattugiato il filamento la ruota arriva "in battuta" e non puó toccare piú il filo... Ovviamente la stampa é persa perché il filo non é piú spinto in avanti, ma mica lo grattugia fino a tagliarli in due...
-
Tools Stringing, Retractions, Speed Retraction - Files troppo grandi
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
@Whitedavil... Quella della "guida" era un'idea che mi bazzicava in testa da parecchio, ma è sempre rimasta tale perchè io conosco (poco e male...) solo la mia macchina, per esempio delle comunissime "Prusa's clone" non so niente... L'idea proprio in questi giorni si era fatta più forte leggendo certi threds, sinceramente da censura... Nel senso che mi "auto-censuro" 🤐 @eaman... Si, l'ho già fatto, ma di solito i siti "free" sono a tempo e di solito dopo una settimana azzerano il link. -
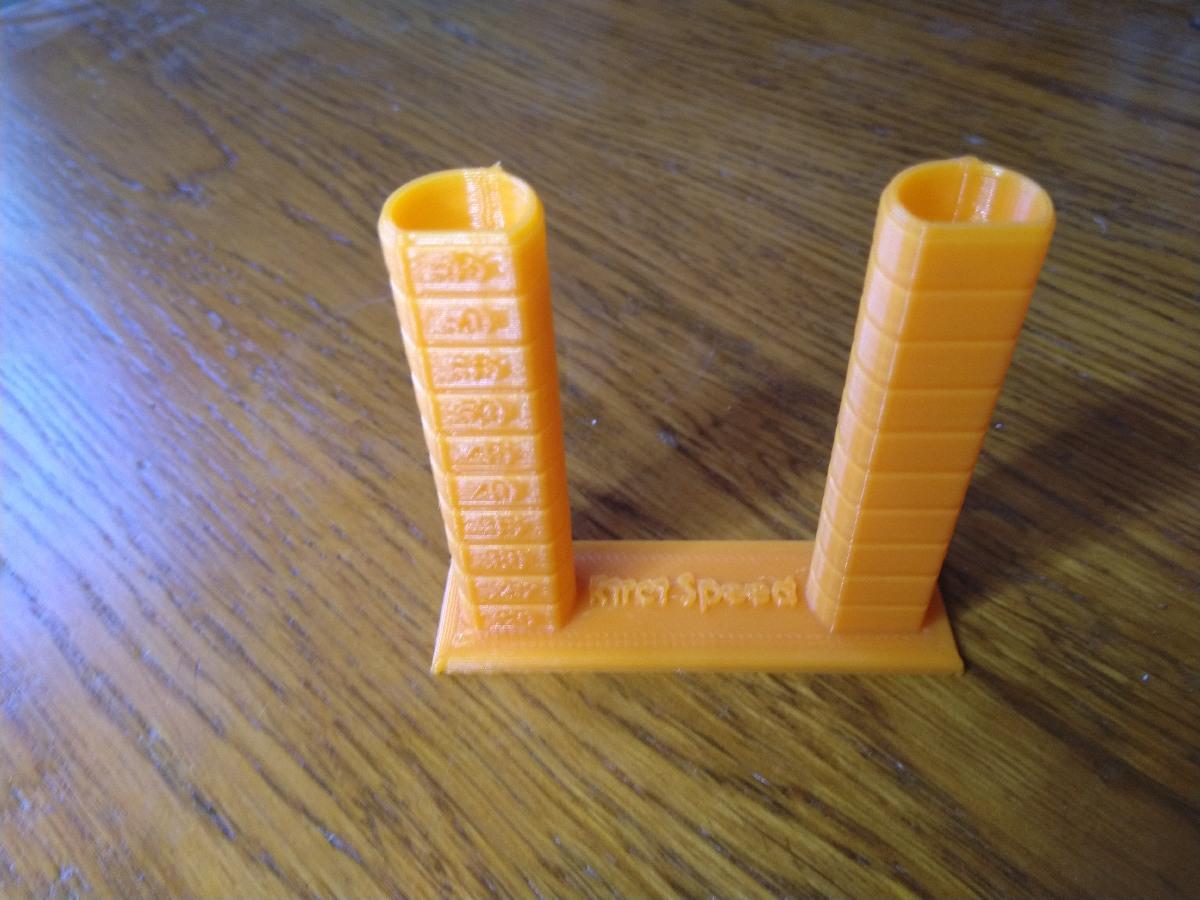
Allego la torre per il rilevamento della miglior velocità di retrazione a 190°C e 5mm di retrazione (che dalle foto sembra la migliore): Retracting Speed Tower Decompatta il file e lancialo senza modifiche e poi al solito, posta le foto...
-
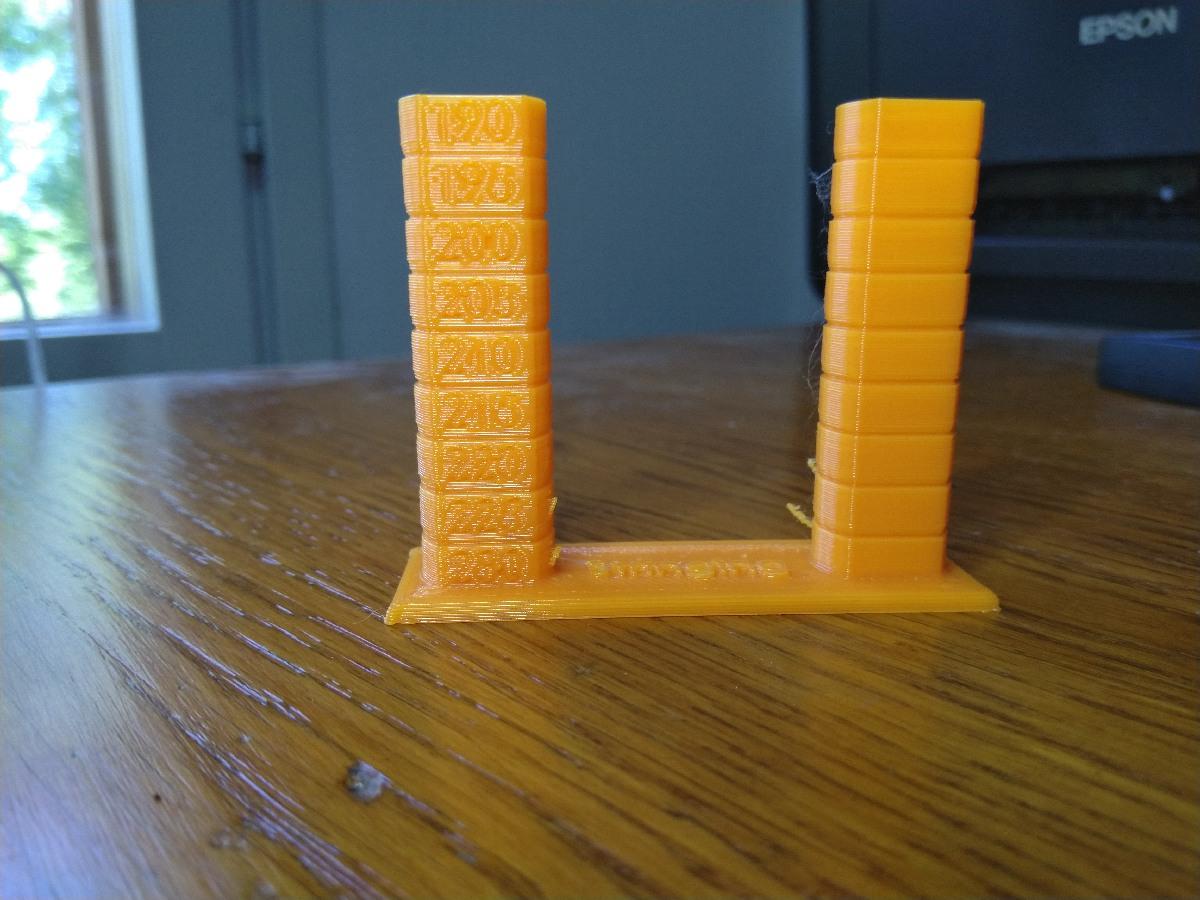
E' già condiviso... Se vuoi cambiare la temp devi aprire il file con NOTEPAD++ e troverai queste strighe: ; X5SA Pro Start Code G21 G90 M82 M107 T0 M140 S55 M104 S200 T0 (M104 è quello che ci interessa: temp di stampa) M190 S55 M109 S200 T0 (M109 è quello che ci interessa: attendi per 200°C) Per cambiare la Temp di lavoro a 190°C, non devi far altro che cambiare l'M104 e l'M109 a 195°C... Quindi la nuova versione del file conterrà le stringhe modificate così: ; X5SA Pro Start Code G21 G90 M82 M107 T0 M140 S55 M104 S195 T0 M190 S55 M109 S195 T0 Ricorda che questo è SOLO IL PRIMO LAYER! Si deve cercare il prossimo "M104" relativo al 2° layer in poi! Sempre con Notepad++ aperto apri il menù a tendina (in alto a sx) "Search" e quindi "Find"... Digita "M104" nella casella e premi "Find Next"... Alla riga 499 ti apparirà la stringa: M104 S200 Devi solo cambiare il 200 (che è la temperatura di stampa) in 190 e salvare tutto. Lancia la stampa e posta le foto.
-
Tools Stringing, Retractions, Speed Retraction - Files troppo grandi
Otto_969 ha pubblicato una discussione in La mia prima stampante 3D
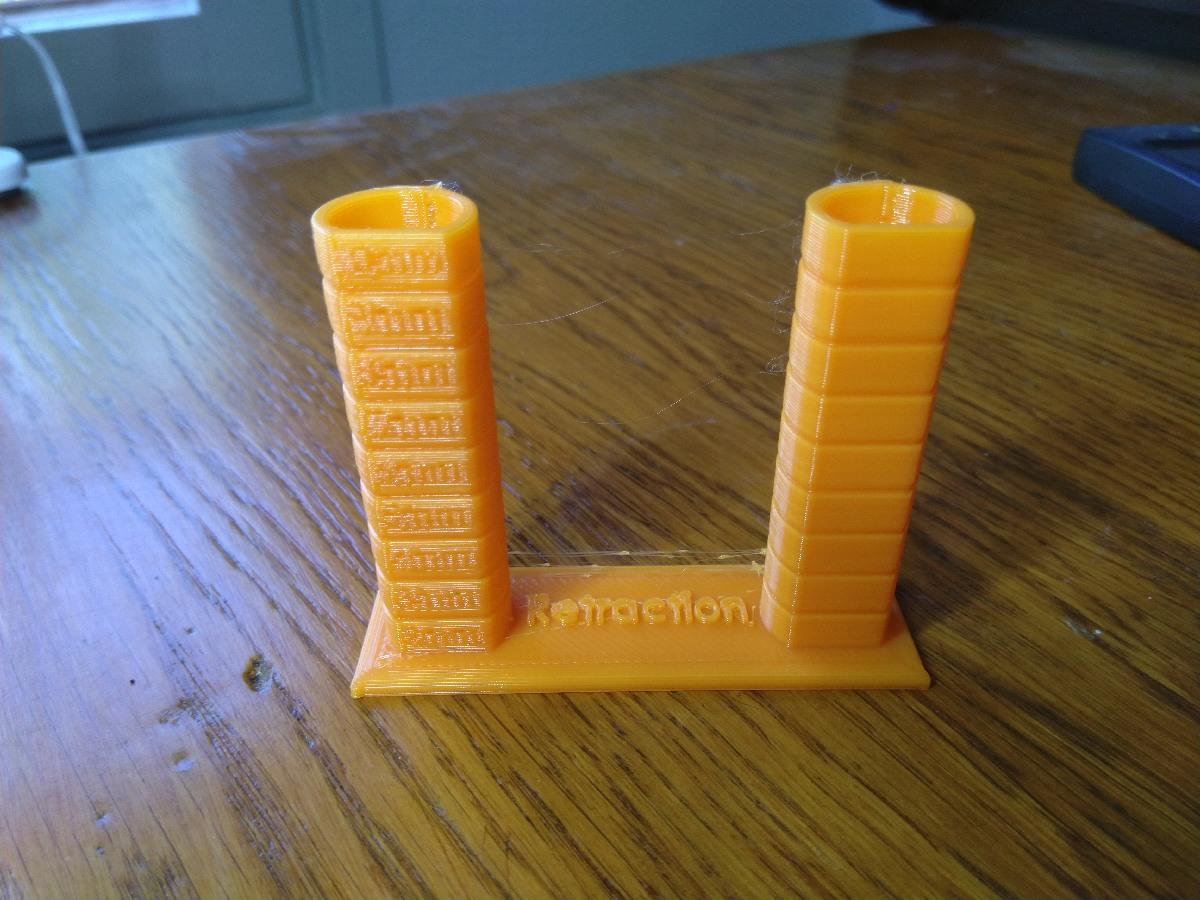
Salve a tutti! Nel cercare di risolvere qualche grattacapo nella discussione "Problemi Tronxy X5Sa-2E", ho fatto alcuni Tools con Cura. Sono delle semplici torri, ma esse lavorano in sequenza per stabilire in modo preciso temps di Stringing, Retraction's Lenght e Retraction's Speed. In pratica la prima torre è una semplice torre delle Temps per capire a quale temperatura fà meno stringing. La seconda torre usa la temperatura trovata dalla torre precedente, ma varia la Retraction da 2mm fino a 10mm. La terza torre usa Temp della prima torre con la Retraction della seconda, ma varia la velocità di retrazione da 20mm/sec fino a 65mm/sec Avrei già postato le torri in un apposito thread, ma i files sono oltre i 5Mb (solo la prima torre compattata stà in 1 Mb, dimensione massima per i files allegati). Chiedo quindi agli "anziani" ( @Alessandro Tassinari, @Whitedavil, @Killrob, @Truck64, @Carsco, @eaman, @MayTs ed altri che mi sfuggono...) del Forum cosa si potrebbe fare, visto che con poche modifiche le torri potrebbero essere usate su qualunque stampante...
-
Siete tutti fuori strada... E' che la f**a risolve tutti i problemi. 😁
-
Mah... E' un pò strano, è come se avessi le Temps sballate, in linea di massima il test ha funzionato ed è evidente la differenza al variare delle temperature; prova a controllare il sensore, se è in posizione o no... Io non ho alcuna esperienza in questo. Ora ti passo la torre successiva, è già tarata a 195°C, in pratica è la stessa torre ma a variare è la lunghezza della retrazione... Come al solito copia il file (prima scompattalo perchè è oltre 5Mb) sulla scheda Flash senza modificarlo in alcun modo e lancia la stampa normalmente... Poi posta le foto... Retraction_Tower_195°C.rar
-
In che senso non sei riuscito a farla con le "diverse temperature"? Il file era bello che pronto, dovevi solo farlo salvare da Cura sulla schedina... Quel file senza cambi di temperature è del tutto inutile... Allego lo stesso file in gcode, copialo sulla FlashDrive senza modificare nulla e posta le foto. Stringing_Tower_01.gcode