Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-
Prova a stampare la mia torre senza cambiare nulla... Poi sali di 1mm alla volta con la retrazione lasciando la velocità a 35mm/sec. Poi posto la seconda torre per testare la ritrazione... P.S. - Cmq 180°C mi sembrano davvero strani... A questo punto prova a scendere ancora finchè l'estrusore non comincia a "grattare" il filamento. Giusto per sapere il limite. Io farò lo stesso domani con l'AmazonBasics che forse è più simile al tuo (il Sunlu è un gran ben filamento...).
-
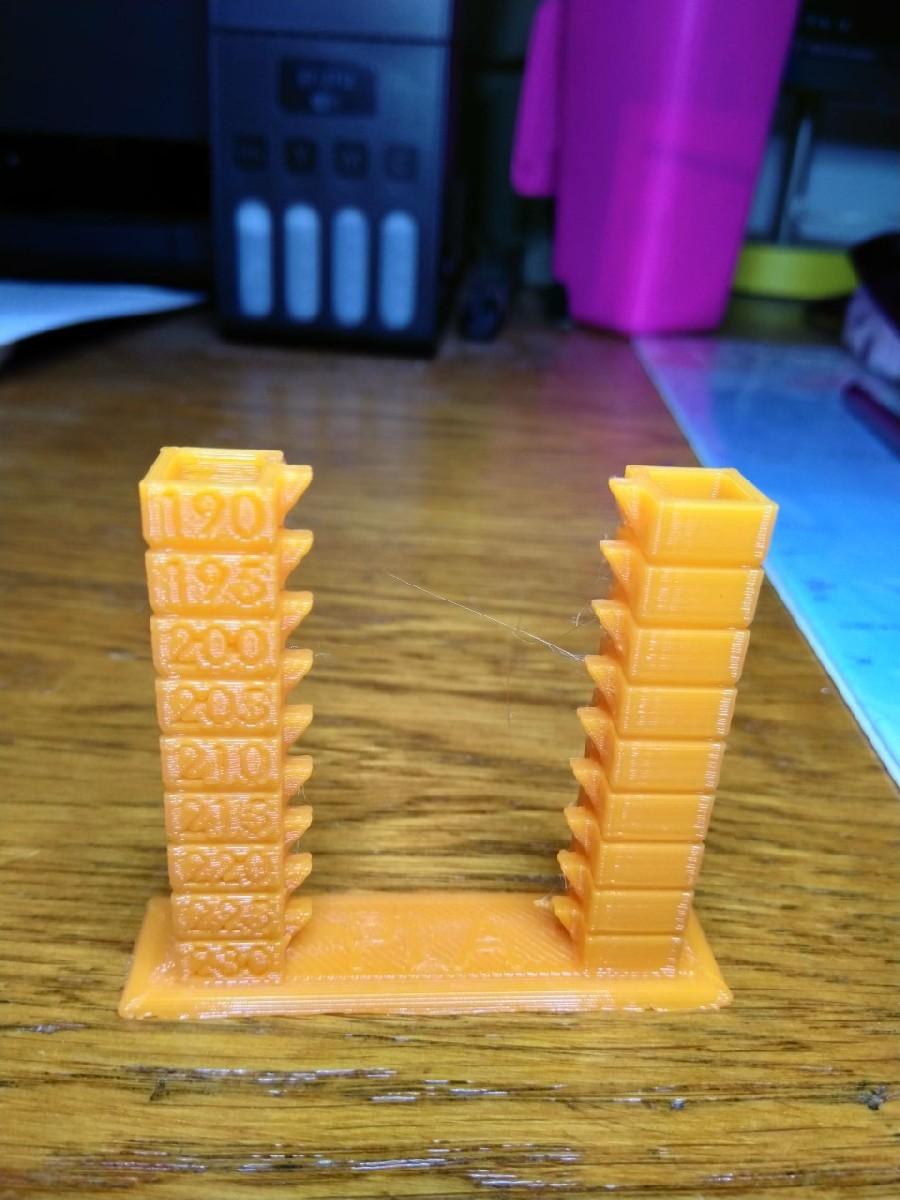
Io mi sono fatto questa "Stringing Tower" per capire meglio a quale temperatura fä meno fili. La puoi fare sia in 0,2mm che 0,3mm come quella in foto. Allego anche il file di Cura così apporti le modifiche che vuoi, io l'ho fatta senza Z-Hop e ritrazione di 4mm a 35mm/sec. Il filamento è PLA Sunlu, quindi diverso dal tuo, io stampo sui 195/200°C a seconda della velocità e della grandezza del pezzo. Stringing_Tower_01.3mf

-
Scusa ma... A te che ti frega se nessuno stampa a 190°C? Potrebbe anche essere che il sensore non é accurato... É solo un tentativo in piú, fatto quello ti togli il dubbio! Appena torno a casa ti passo la torre delle Temps modificata per le ragnatele... Eh sì! Ci sono passato anche io, ma a furia di testate contro i muri, il muro si é rotto! In pratica é una normale torre delle Temps, ma non ha il ponte tra le due torri... Se usata disabilitando la funzione "Bridging" l'estrusore deve passare da una torre all'altra come se fosse un normale Stringing-Test, ma ha il pregio di variare le temps ad ogni piano della Torre stessa...
-
Devi cercare di "immedesimarti" nella macchina che usi... Es. Se vai con una F1 in un kartodromo, riusciresti a fare le curve a 290Km/h? Non credo... Se invece tu avessi un kart e fossi a Monza, ti sembrerebbe andar forte a fare la parabolica a 100 all'ora? Non credo... Oggetti piccoli richiedono velocità basse, oggetti grandi e senza troppi cambi di direzione possono essere stampati molto velocemente... Io quel test l'ho stampato a 30/35mm/sec con 140 di spostamento... Ma qualche giorno fà ho stampato i segnali delle colture in giardino a 75mm/sec in OuterWall e 90 in Inner... E sono venuti perfetti. Il Coasting é quello che ti ho dato io e con me é perfetto, io ho lasciato la Velocità di Coasting disabilitata. É una rottura, ma devi ripetere il test a partire da 4mm salendo di 1mm alla volta, poi quando trovi la lunghezza ideale, altra serie di test salendo con le velocità. IMHO andare oltre i 45mm/sec é inutile... Se devi usare 75mm/sec vuol dire che il problema non é lí... Hai fatto la torre di Temp? Con quale valore fà meno fili? Non é un vero e proprio test per le ragnatele, ma ti da anche un'indicazione di massima importante...
-

Mi aiutate a fare il punto su...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
Non posso dividere il body, sennò poi è un casino rimetterlo insieme mantenendo le misure. Come avevi già intuito stò "sostituendo" alcune superfici (non tanto quelle piatte, il problema sono gli spigoli che generano un'infinità di poligoni) con altre più semplici, ma mica è facile... Quasi quasi rifaccio tutto il disegno creando tutto con superfici semplici (che sono mooooooolto più leggere) con i normali lofts da splines e curve3D, ma ci vorrebbe almeno un mese... E connettere tutte le superfici, per farne solo una perfettamente "cucita" (sennò Cura non la riconosce!) è un vero casino: te lo assicuro! Cmq prima provo a semplificare in "sculpting", se non riesce, rifaccio tutto alla maniera classica: Curve3D, sudore e smadonnamenti vari... -
Il raffreddamento dell'Hot-End non c'entra nulla, concentrati sulle cose importanti. Semmai la ventola del materiale... Quella può avere un ruolo importante! Di solito si lascia a zero per il primo layer, e poi sempre al 100% (sul PLA): tu come la tieni? Come velocità di retrazione, 75mm/sec per me sono un'enormità. Devi provare anche a variare la velocità degli spostamenti, a parità di setting, degli spostamenti più veloci minimizzano le ragnatele perchè non ha materialmente il tempo per "colare" e fare fili... E' complicato, ma è un mix di tutte queste cose...
-
Cambia prima le cose meno costose: prendi un tubetto Capricorn... Nella mia il filamento stava molto "largo" e faceva effetto-molla all'interno del tubetto stesso: 1 solo millimetro di tira-e-molla è devastante per la ritrazione... Poi compra una bobina di filo SERIO, magari per una volta spendici un pò di soldi: ti servirà a capire se è la macchina (ed io sono sicuro di no...) o il filo scarso/umido... Al momento sono in viaggio, appena ho tempo provo a fare un'altro file e posto direttamente il file di Cura, così ne puoi prendere il setting.
-
Minkia, l'Alien é tornato! 😱😱😱😂😂😂
-
Mi aiutate a fare il punto su...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
Questa funzione è presente pure in altri programmi, e non funziona... O meglio funziona ma lo fà (ovviamente) su tutto il modello andando a modificare anche dove non dovrebbe... Stò provando a cambiare il disegno stesso, eliminando i particolari che cmq non sarebbero perfetti a causa del processo FDM. In poche parole stò semplificando manualmente il disegno... Cmq credo che il problema principale è che ho disegnato in modalità "sculpting" che è di natura molto più pesante che tirare le superfici da semplici lofts. L'avevo fatto per risparmiare tempo, ed invece... 🙄 -
Puoi farlo direttamente da Cura. CTRL + K -> Seleziona "Printers" in alto a sx -> Machine Setting -> Start G-Code -> aggiungi in coda questi comandi: G1 Z50 F30 (abbassa il piano di 50mm con velocità 30mm/sec). G1 E30 F500 (estrude 30mm di filamento a velocità 500 che credo siano steps). G1 Z10 (riporta il piatto a -10mm). M400 (comando attesa fine dei movimenti: è un comando "standard" CNC, su certi FW lo prende, su altri no; prova e vedi che succede). Varia i parametri a piacimento, restando nel range della tua macchina. Enjoy... 🤙 Il pedone è venuto bene, è il disegno che lascia un pò a desiderare perchè le angolazioni sono "non ideali", portano alla formazione dei "blobs" che hai notato e che sono impossibili (almeno per come la penso io) da eliminare del tutto. Sicuramente se stampi lo stesso pedone al 500% con le stesse impostazioni verrebbe perfetto. Non scordare mai che c'è sempre una fase di "post-produzione"... Devi provare senza Z-Hop e prova a giocare con la disposizione delle cuciture che in questi casi possono far tanto (anche tanti danni...). Prova a nasconderle senza lo "Smart Hiding". Cmq secondo me ci sei... Tieniti questo setting come base, SALVALO! Poi prova a fare uno spostamento alla volta.
-
Hai ancora il tubetto originale... Giusto? Buttalo via (possibilmente lontano) e compra un Capricorn: vale 100 volte i soldi spesi! Cmq devi prendere lo spessore col calibro, non ad occhio e confrontarlo con foro del tubetto (preso con i "becchi" del calibro...). I fili col PLA son più un problema di temperature che di ritrazione: nel mio file la ritrazione era disattivata... Eppure fili non ne ha fatti. Il Coasting in Cura è nell'ultima parte la "Experimental"...
-
Che tubo Bowden hai? Non ci sono 2 "riattacchi" dell'estrusione che siano simili... Controlla il diametro filamento e confrontalo col diametro tubo Bowden, il filamento ci deve andare giusto-giusto, se ci naviga dentro fà un "effetto-molla" devastante per l'attacco estrusione. E' abbastanza chiaro che NON è un problema di estrusione in se stessa, perchè la prima parte del mio file è praticamente perfetta a 0,1mm di layer... Poi quando deve interrompere il cordone e riestrudere nuovo materiale arrivano i problemi... E' normale perchè io (apposta) non avevo usato nè retrazione nè Z-Hop... Te la devi giocare con la retrazione (io mi trovo bene con 4mm e 35mm/sec di velocità). E con il Coasting, prova Vol 0,08 e Min Vol Before Coasting 0,8. Come previsto la macchina non ha nessun problema, devi trovare un setting di base che ti faccia progredire. P.S. - Te l'ho già chiesto, ma sei davvero ultra-sicuro che le temps non ballino?
-
Allora, la stampa è venuta discretamente seppur non abbia voluto cambiare le mie accelerazioni/velocità macchina (che sono molto più alte della standard). Questo è quello che è venuto fuori: Pawn Non ho voluto fare confusione, e non ho usato apposta Z-Hop e ritrazione, così puoi valutare SOLO il funzionamento macchina. L'unica cosa che potevo migliorare era la giuntura dei cordoni tramite il Coasting, ma ho inserito valori di sicurezza per non darti troppi problemi. Carica il file g.code senza fare modifiche al file stesso! Quando dai il comando stampa, regola la velocità da display intorno al 50% (tieni la velocità istantanea di estrusione intorno ai 30/35 mm/sec) ed abbassa il flusso al 95%. Link Pawn: https://we.tl/t-RZkrV9ZVEr scade in una settimana... Fammi sapere.
-
Io non capisco... Le tue prime stampe (la figurina col PLA bianco) non erano male! L'ultima del pedone è addirittura molto peggio della precedente! Cmq ho messo sù sto benedetto pedone e per ben 2 volte si è staccato dal piatto quando era a circa il 70% della stampa... Ho l'ho rimesso sù con la colla stick e se si stacca ancora prendo la saldatrice! 🤬 Però la stampa stava venendo bene, ero totalmente fuori con le velocità (non faccio pezzi così piccoli (a proposito l'hai stampato al 100% o al 200%?). Aspettiamo un pò e vediamo... Stay tuned.
-
Mi aiutate a fare il punto su...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
@eaman Ok, ma cosa posso fare? Non posso controllare singolarmente la segmentazione... In Cura ho trovato una serie di comandi di "Mesh Fixes" che in teoria dovrebbe avere a che fare con queste cose, ma al momento non ho ottenuto nessun risultato... -
E' un comando di Cura! 😁 Cooling/Minumum Layer Time... Di default è settato su 10sec, e su oggetti piccoli può rallentare notevolmente la stampa. Io lo lascio in manuale a 1sec, così sono sicuro che Cura segua i valori impostati da me, e non quelli di default.
-
Ok, ora ho una stampa in corso, ma domani provo a fare il pedone. Non ho il tuo stesso PLA, ma provo con quello AmazonBasics che ha temps simili. Vediamo che spunta... 😅
-
Mi aiutate a fare il punto su...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
@eaman... Appena torno a casa stanco morto: WTF!!! Stellaaaaaaa!!! Quello è il mio posto!!! 🤬🙄😍😍😍 Finalmente ho avuto un pò di tempo per fare 4 foto... Questo è il file originario di Solidworks: C-10_Solid Questo è il file STL settato già in "fine", che normalmente è già più che sufficiente: Fine_settings Questo è il risultato in Cura: Cura_Fine_Settings Direi che fà un pò schifo... E già così il file l'STL è oltre 600Mb... Questo è il file settato in "Custom", ma lontano dalla massima definizione: Custom_Settings Questo è il risultato in Cura: Cura_Custom_Settings Così non è male, non è ancora perfetto ma siamo già oltre il Gb!!! Se calo i dettagli, mi sballa le superfici curve... Se la alzo il peso và alle stelle! Cmq la domanda è: che influenza hanno i files "pesanti" in Cura? Lo dico perchè ho da poco cambiato PC, e visto che è una bestia senza limiti non vorrei che il PC faccia "digerire" a Cura files che in altrimenti non potrebbe "affettare"... Non so se mi sono spiegato bene, è un pò complicato. -
Quelle mica ti fanno andare più veloci... Semmai sarebbe interessante parlare di motori e della loro alimentazione. Cmq come recitava una famosa pubblicità: la potenza (velocità) è nulla senza controllo. 🙄
-
E non scordare di lasciare aperta la finestra...
-
Fai il 1° layer a 0,3. Se il nozzle è 0,4mm, fai larghezza linea un pò più larga che 0,4 tipo 0,425 o giù di lì. Questo aiuta a "schiacciare" meglio il materiale. Regola gli steps di E in modo che in Thin-Wall test riesca bene col 100% di flusso. In teoria (primo layer a parte) non dovresti aver bisogno di scostarti troppo dal 100%. Io arrivo max a +- 3-4%. Sali le pareti almeno a 3. E conoscendo la X5SA-Pro cerca di monitorare attentissimamente le temperature materiale durante la stampa... P.S. - Se non è un file a cui tieni troppo, potresti linkare il file (dovrebbe essere un pezzo degli scacchi, giusto?) così posso/possiamo provarlo sulle nostre macchine e magari cercare di trovare un setting che funzioni anche con la tua... P.S. 2 - Che caxx di materiale è "elvox"??? 😆😆😁
-
Se Cura ha le stesse impostazioni della stampante è precisissimo a determinare il tempo di stampa. A me sbaglia praticamente di un niente... Se dice 8 ore e 32min ci stà 8 ore e 33min... Le accelerazioni devono essere settare in modo preciso ed uguale, ed es. se setti a 200 le accelerazioni in Cura, ma poi la macchina ha un settaggio interno di sicurezza a 70, ti seguirà i 70mm/sec ed i tempi andranno a farsi benedire... Controlla la il tempo minimo di Loop: una volta stavo ammattendo per capire perchè rallentasse da sola... Ma era il tempo minimo di Loop troppo alto! 🙄 C'e da dire che Cura dovrebbe "agirare" in automatico i settaggi macchina, ma essendo il FW Tronxy un "Marlin custom" non è detto che trovi la chiave per settare i valori da te voluti... E credo che questo sia il motivo per cui molti cercano di passare al Marlin originale, ma non avendone le capacità, sminchiano tutto... 😁
-
Devi usare un programma per "rimpicciolire" la foto, credo ce ne siano free tipo FastStone Photo Resizer e poi caricarle su un sito per foto tipo Fotothing e prenderne il link... Cmq per me fai una caxxata... Fai un video dove si vede stò benedetto estrusore che non estrude e l'Hot-End che scaccola... Posta la discussione in "Problemi di Stampa" e cerca l'aiuto di @Killrob @Whitedavil ed altri. Come hanno aiutato il sottoscritto a risolvere problemi simili, aiuteranno anche te. Non ti far prendere da altre discussioni che proprio fanno sorridere. E ti ripeto una cosa che ho detto altrove: il 95% dei problemi "insormontabili" che ho trovato, erano alla fine imputabili solo alla mia "niubbaggine"... Ed erano "sormontabilissimi"...
-
La foto non c'é... 😱
-
Mi aiutate a fare il punto su...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
Salve a tutti! Sono appena tornato a casa... Ero uscito alle 6,15... Sono un pò morto, scusate continuiamo domani, mi fiondo a letto! 🥱