Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-

Fidarsi della propria stampante...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
Grazie a tutti per le risposte... La mia preoccupazione non sono le stampe fallite (anche se ogni progetto è circa 900gr di materiale...), a quello neanche ci penso. Mi spaventa l'eventualità che l'alimentatore possa prendere fuoco, mi è già successo su 2 PC e sono stato fortunato ed essere lì, sennò chissà... La qualità cinese fà normalmente schifo, è purtroppo è pure diventato difficile trovare qualcosa di non cinese, perchè alla fine i componenti vengono quasi sempre da lì. Per i PC scelgo sempre alimentatori con componenti "Made in Japan" Gold o Platinum, e cerco di sovradimensionare al massimo. Ma sulle stampanti non saprei che fare, non ho l'esperienza necessaria e non conosco il mercato. Ovviamente ho gli allarmi antifumo in tutte le stanze, uno proprio sopra la stampante, ma se non siamo in casa non serviranno a niente. @hokuro... Quella della zona FireProof è una bella idea, stavo già pensando a qualcosa del genere, ma mi imporrebbe di spostare tutto nella 2a caverna (si.. Ho 2 Man's Caves), che è fuori adiacente al Garage auto, e vorrei evitare perchè c'è già la moto... Non so se sia il caso si "chiudere" la stampante, sotto con una lastra di Alu, ed i lati/sopra con delle lastre di vetro isolando il filamento fuori. Di materiale infiammabile all'interno della stampante ce n'è poco, forse le semplici pareti di vetro bastano... Sono molto contrariato... -
Fidarsi della propria stampante...
Otto_969 ha pubblicato una discussione in La mia prima stampante 3D
Finalmente sono (quasi...) giunto al termine della realizzazione grafica del mio progetto. Progetto che mi ha "imposto" l'acquisto della stampante 3d, sennò non avrei mai cominciato. Ma son felice di averla comprata. L'avevo comprata "grossa" perchè sapevo che il modello da stampare sarebbe stato grande (circa 390x150x700) e posso dividerlo solo in due grosse unità da circa 350mm di altezza. Ora il problema è che la prima stampa dovrebbe essere di quasi 6 giorni... In passato ho avuto gran brutte esperienze con apparecchiature elettroniche lasciate per giorni a lavorare, senza che nessuno ci tenesse sempre un occhio sopra. Fortunatamente andò tutto bene, ma il ricordo rimane, ed il fatto di vivere in una casa completamente in legno aumenta la suggestione. Anzi, la paura. I motori, anche dopo diverse ore di funzionamento, non sono bollenti. Più che tiepidi, ma giusto un pò meno che caldi... Ma all'interno del trasformatore e MoBo? Conosco come lavorano i cinesi, e ciò non mi fà star bene... Quindi... Ma voi vi fidate a lasciare la stampante lavorare per giorni interi senza che voi siate lì a controllarla di tanto in tanto? 🙄 -
Premetto che posso vedere le foto solo dal Cell. Quello dovrebbe essere un Top layer fatto con la funzione concentrica (che non dà gli stessi risultati di quella a zig-zag) ed é sicuramente sottoestruso, ma in modo "normale"... Esattamente come il Botton layer, il Top layer necessità di un flusso molto maggiore rispetto alle pareti... Se fai il Bottom al 112%, fai il Top almeno al 105/108%... É un difetto normale. Niente di che, devi solo eliminarlo usando flussi "personalizzati", ed il perché é spiegato dal fatto che seppur schiacciato, il bordo del cordone sarà sempre arrotondato, da quí la sensazione che lasci spazi aperti, dovuti solo al fatto che i due cordoni di filamento non possono avere pareti verticali "dritte"... Cmq non usare la finitura concentrica, anche se é piú veloce, oppure ci schiaffi sopra una bella stiratura a zig-zag con flusso al 12/15%. Se poi quello non é un Top, o Bottom layer, vuol dire che dalla foto non ho capito nulla... 😁
-
Dalla foto potrebbe essere che sei troppo alto (ti avevo consigliato di rompere il cubetto, e misurare il fondo per capire se lo Z-OffSet era giusto), oppure troppo freddo/caldo di estrusione. Anche se stampi troppo veloce puó dare risultati simili... Di solito il bottom layer lo imposto almeno al 110%. Prova a rifare il Thin Wall test col bottom layer al 110% senza toccare nient'altro... Che materiale é? Marca, tipo e temperature? Velocità?
-
Bene... Lascia perdere i cubetti che ancora non ti servono a niente: fai dei Thin-Wall test. Parti da un cubetto pieno (quello senza le lettere X,Y e Z impresse sui lati), metti a 0 il numero dei Top Layer, pure il riempimento deve essere a 0. Imponi 1 sola parete e 2/3 Bottom Layers. Come larghezza dai il diametro del nozzle. Come altezza del layer metti quella che pensi di usare più spesso. Misura il diametro del filamento ed impostalo nello slicer. Flusso tutto al 100% Stampa il cubetto e misura attentamente lo spessore parete: deve essere esattamente uguale al diametro del nozzle, se è di meno sei sottoestruso; se è maggiore sei sovraestruso... Mentre ci sei spezza le pareti dal fondo e misura anche il fondo, giusto per capire che lo Z-OffSet è ok. Ripeti la prova variando il valore di Flow fino a raggiungere un risultato soddisfacente. Ora misura la larghezza di X e Y, cercando zone "pulite" lontano dagli angoli, di solito al centro è più facile ottenere misurazioni più attendibili. Se X e Y sono sbagliate (ad es. 20,1mm e 20,1mm), dovremo cambiare gli step di X e Y che sulle CoreXY sono lo stesso comando (le altre hanno due regolazioni indipendenti: una per X ed un'altra per Y). Stessa cosa per Z: se è sbagliata si deve agire sugli steps dalle impostazioni. Se invece le misure di X e Y sono diverse tra loro (ad es. X=19,9mm e Y=20,1mm) hai sicuramente le cinghie tese in modo diverso: anche le diagonali del cubo saranno diverse ed i quadrati saranno in realtà dei rombi. Su questa macchina è fondamentale usare cinghie di qualità che non si allungano con l'uso, ma che al contempo siano "morbide" per agevolare i movimenti. Fai queste prove e poi continuiamo... Prendi bene le misure, senno và tutto in vacca. 🙄
-
E ci credo che non ci capisci niente: è cinese che NotePad non riesce a tradurre perchè normalmente non ha i caratteri in memoria! Te lo avevo detto di usare NotePad++! SCARICALO ed installalo: è free ed apre un mare di files, oltretutto ha la grandissima utilità di poter aprire più files allo stesso momento, e quindi puoi fare modifiche in tempo reale ai files! Cmq il file è quello giusto, quello che ci interessa è il valore M8011 S0.001308: questo è il valore degli steps di E. Intanto devo dire che se estrude solo 63mm probabilmente la ruota godronata slitta, stringi al massimo la regolazione per aver maggior pressione possibile, e riprova a fare il test dei 100mm. HAI IMPOSTATO IL VALORE REALE DEL DIAMETRO FILAMENTO NELLO SLICER? Il filamento non è mai come dicono che sia, e se lasci i canonici 1,75mm quasi sempre sballi tutto! Io per esempio abito in una casa molto asciutta e calda, con un valore di umidità di circa il 30% tutto l'anno, ed i filamenti sono generalmente 1,68-1,70mm di diametro! Figurati che neanche li richiudo... Li lascio aperti! Misura SEMPRE il diametro reale del filamento prima di ogni prova o stampa, riportalo nello slicer (o in RH), e misuralo con un calibro buono, non con quelli da 10€ che appena appoggi le punte si aprono di 1/2mm... Qualunque sia il risultato devi fare quanto segue: 1) - Apri un nuovo file di testo (.txt) con NotePad++, e scrivi: M8011 S0.001210 M8500 2) - Cambia il file da ".txt" a ".gcode". (M8500 è il comando che salva tutto quello che hai scritto, senza questo comando le modifiche non verranno salvate!). 3) - Copia il file sulla FlashDrive. 3) - Lancia il file come se fosse una normale stampa (stavolta dopo qualche secondo dovrebbe darti il segnale di stampa completata). 4) - Riavvia la stampante. 5) - Ripeti la "falsa stampa" col file che hai trovato nel post dell'altra discussione, per ottenere nuovamente tutti i settaggi, e controllare che il valore di M8011 sia realmente cambiato. 6) - Ripeti il test dei 100mm e vedi che valori ti dà... Poi prova a variare il valore che ti ho dato (0.001210) per avvicinarti il più possibile ai 100mm reali. C'è anche una formula che dovrebbe darti il giusto valore al primo colpo, ma con me non ha funzionato, probabilmente era per un altro tipo di estrusore e non mi ricordo neanche dove l'abbia trovata, quindi non la posto, ma sappi che esiste il modo di calcolarlo con una semplice equazione (sapendo il rapporto di de/moltiplicazione della ruota godronata). Fammi sapere...
-
Da quello che ho capito, Chitu è una scopiazzatura semplificata di Marlin, più o meno come lo slicer proprietario di Tronxy che è una costola di Cura... Però lo slicer Tronxy non funziona neanche a mazzate, Cura invece è perfetto e mi dà pure previsioni temporali azzeccatissime: se dice 5 ore, 5 ore saranno! Su Cura anche io uso la dicitura "Marlin", nonostante sia Chitu, ed alcuni comandi non funzionano: ad esempio se vuoi mettere una pausa e riattivare da display. Per il momento il FW originale mi basta ed avanza, e non credo vada male... Anzi! Poi se un domani (o dopo-dopodomani) farò cose più complicate, cambierò tutta la scheda, non solo il FW.
-
Occhio che quando lanci una modifica FW (o anche un comando da RH) devi riavviare, sennò il carrello andrà dritto a sbattere sui montanti, ignorando i sensori di fine corsa... Non succede se invece fai un "home" da RH. Cmq ad ogni modifica, riavvia sempre, giusto per sicurezza... Non si sà mai.
-
Filamento originale Tronxy, il Blu è veramente un bel colore molto vivace e non cambia tonalità al variare della temp. Il nero invece sopra i 210°C opacizza (che a me piace parecchio...) parecchio. Se tenuto intorno ai 205°C è stranamente molto brillante. Delta temperature molto ampio dai 205°C ai 215°C, stessa qualità ma cambia la brillantezza. Un pò meno sul Blu che è più stabile. Col il nozzle da 0,4mm sono riuscito a stampare bene fino a velocità molto alte senza problemi (escluso il primo layer che faccio sempre a 30). Molto sensibile alla retrazione, io cerco di usarla il meno possibile (disabilitata al cambio di layer), meglio usare basse volocità. Coasting maggiore del normale se si stampa oltre i 210°C. La bobina arriva in busta sottovuoto, praticamente identica al Sunlu, ma il filamento è diverso. E' un filamento sorprendentemente buono, per me il migliore che ho provato (tra amazonBasics e Sunlu). Costicchia, ma a me lo avevano dato gratis con la stampante. Da tenere d'occhio in caso di offerte.
-
Filamento originale Tronxy, il Blu è veramente un bel colore molto vivace e non cambia tonalità al variare della temp. Il nero invece sopra i 210°C opacizza (che a me piace parecchio...) parecchio. Se tenuto intorno ai 205°C è stranamente molto brillante. Delta temperature molto ampio dai 205°C ai 215°C, stessa qualità ma cambia la brillantezza. Un pò meno sul Blu. Molto sensibile alla retrazione, io cerco di usarla il meno possibile (disabilitata al cambio di layer), meglio usare basse volocità. Coasting maggiore del normale se si stampa oltre i 210°C. La bobina arriva in busta sottovuoto, praticamente identica al Sunlu, ma il filamento è diverso. E' un filamento sorprendentemente buono, per me il migliore che ho provato (tra amazonBasics e Sunlu). Costicchia, ma a me lo avevano dato gratis con la stampante. Da tenere d'occhio in caso di offerte.
-
Resa colore buona, non cambia troppo brillantezza al variare della temp, solo potrebbe essere più "profondo". Se portato in over-temp tende a filare parecchio e fare bubbles e tende appena a vetrificare, ma proprio un minimo. Se la temp è ok, nessun problema. Io non ho mai problemi di adesione, ho problemi a staccare il pezzo! Dopo i primi layers spengo il piatto... Provato solo su pezzi tecnici a buone caratteristiche dimensionali, ma non quanto il Sunlu + Slicer Cura, Coasting on. Tutti i filamenti AmazonBasics arrivano avvolti in un sottilissimo strato di termoplastica trasparente che NON è sottovuoto... Però è presente una pratica (e robusta) busta con zip, in cui riporre la bobina una volta aperta.
-
Resa colore discreta, opacizza leggermente al variare della temp. Se portato in over-temp tende a filare parecchio e fare bubbles. Io non ho mai problemi di adesione, ho problemi a staccare il pezzo! Dopo i primi layers spengo il piatto... Provato solo su pezzi tecnici a buone caratteristiche dimensionali, ma non quanto il Sunlu + Slicer Cura, Coasting on. Tutti i filamenti AmazonBasics arrivano avvolti in un sottilissimo strato di termoplastica trasparente che NON è sottovuoto... Però è presente una pratica (e robusta) busta con zip, in cui riporre la bobina una volta aperta.
-
Maaaaa... Un database per i materiali, no?
Otto_969 ha risposto a Otto_969 nella discussione Materiali di stampa
Si, forse è meglio... Ho appena inserito la scheda per il PLA AmazonBasics Pink con nozzle da 0,6mm, ma ho una domanda: come faccio ad inserire un'altra scheda per il nozzle da 0,4mm e 0,2mm? Devo creare altre 2 schede? -
Maaaaa... Un database per i materiali, no?
Otto_969 ha risposto a Otto_969 nella discussione Materiali di stampa
Manca il diametro effettivo filamento (per me moooolto importante), il colore, lo spessore primo layer e pure lo Slicer usato... Io metterei pure il tipo di stampe (tecnico, artistico etc etc) ed il grado di abilità. Cmq per me funziona... 👍 -
Diametro effettivo 1,69mm, ma abbastanza costante. Penso che questo dato dovrebbe essere inserito nei campi automatici. Resa colore molto buona, non cambia brillantezza al variare della temp. Se portato in over-temp tende a filare parecchio e fare bubbles. Io non ho mai problemi di adesione, ho problemi a staccare il pezzo! Dopo i primi layers spengo il piatto... Provato solo su pezzi tecnici a buone caratteristiche dimensionali, ma non quanto il Sunlu + Slicer Cura, Coasting on. Tutti i filamenti AmazonBasics arrivano avvolti in un sottilissimo strato di termoplastica trasparente che NON è sottovuoto... Però è presente una pratica (e robusta) busta con zip, in cui riporre la bobina una volta aperta.
-
No, non devi staccare il tubetto, la prova deve essere fatta con la macchina in condizioni di uso normale. Se pensi di stampara a 210°C, dal pannello di controllo devi settare la macchina a 210°C. Magari fai scendere il piatto di 100/150mm così non dà fastidio... Se stacchi il filo l'estrusore lavora a carico zero e lo slittamento sarà zero. Invece se metti l'estrusore a temp di lavoro e gli fai estrudere "veramente" 100mm di filo, la condizione di lavoro sarà praticamente identica a quella che l'estrusore incontrerà quando stamperai, e la misurazione sarà dunque molto attendibile. La misurazione dei 100mm conviene farla a partire dal sensore di rottura filamento, così: Come prendere i riferimenti filo Poi vai a questa discussione: Lettura e scrittura parametri Tronxy alla fine del primo post, c'è un file (dovrebbe essere; backup_eeprom.gcode), scaricalo, copialo sul FlashDrive, e fallo partire come una normale stampa... Dopo qualche secondo ferma la stampa dal displey macchina, disinserisci la FlashDrive dalla macchina, ed inseriscila nel PC... Ci dovrebbe essere un nuovo file... Questo file è stato creato dalla precedente "stampa" e riporta tutti i settaggi della tua stampante. Apri il file con NotePad o meglio NotePad++. Copia tutto il file ed inseriscilo in Google Translate perchè saraà tutto in cinese... Poi postalo quì! Purtroppo non ho troppo tempo, ma cerco di seguire...
-
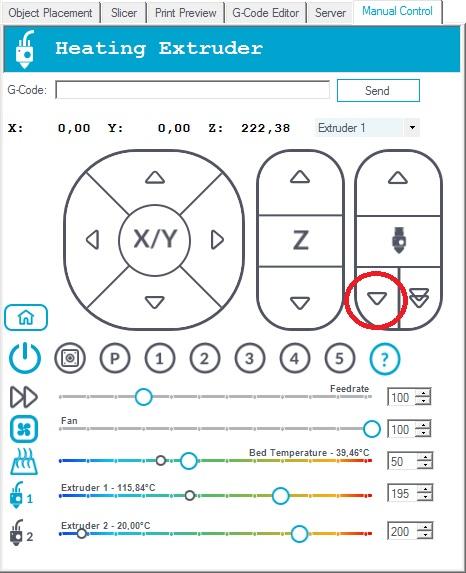
1) - Scarica Repetier-Host adatto al tuo SO: Repetier-Host Download ed installalo. Stampa 3D ha una buona guida su Repetier-Host: Guida Repetier-Host - A te interessa SOLO la parte dell'installazione e come accedere ai comandi manuali. Non perdere tempo su altro. Assicurati di poter muovere i motori manualmente dal PC - in particolare E - da questo pannello: 2) - Per estrudere 100mm di filamento devi usare in tasto cerchiato in rosso... Ricordati di segnare con un pennarello due tacche: una a 100mm, l'altra a 110mm a partire da un punto fisso (ad es. la basetta metallica dove entra il filo). Una volta estrusi i 100mm, misura attentamente quanto filamento è stato realmente estruso. Quando hai la risposta, continuiamo... 🤙

-
Ma sul top ci sono della mancanze di materiale? Le foto sono troppo poco definite, bisogna vedere i singoli layers per capire. A meno che tu non usi il layer da 0,1mm per tutte le tue stampe, il cubetto fallo almeno in 0,2mm. Oppure posa foto davvero nitide. Se sono mancanza di materiale hai il Flow troppo basso. Ma é PLA? 215°C sembrano tantini, ma è possibile... Come retrazione sembra ok, io uso 6mm con 30mm/sec. Le velocità sono tutte troppo alte. Tieniti sui 60 come velocità di stampa, le pareti sono ok, il primo layer se non ti dà problemi lascialo così perchè è assolutamente relativo: se il primo loop si attacca lascialo così, sennò dimunuisci. Riempimento troppo alto, segui i 60 (o giù di lì) della stampa normale. Ultimo layer superficie, ok. Velocità 1° layer troppo alta. Io la Z l'ho sempre avuta a 5mm/sec ma non sò se sia possibile salire. Spostamenti a 120, ok. In linea generale tieni presente che stampare a 60mm/sec è già tanto, magari riesci pure a stampare più veloce, ma perdi sicuramente su altri campi. Discorso misure/steps. Leggiti attentamente questo thread, è il thead più importante di tutti per i possessori di XA5: Scarica il file allegato ed edita le tue impostazioni, ma non toccare - per il momento - nulla (fai 2 copie dei settagi originali, e mettile in 2 posti diversi...), perchè dei fare 2 test fondamentali: 1) - Il test dell'estrusione dei 100mm di filamento. 2) - Il Thin-Wall test Se non hai settano l'estrusione ed il Flow con questi due test alla perfezione, è inutile andare avanti. Il test di estrusione è semplicissimo: devi estrudere manualmente 100mm di filamento, e vedere quanto ne ha effettivamente consumato... Quindi prima del motore E, devi fare 2 segnali sul filamento con un pennarello: uno a 100mm esatti, ed un altro a 110mm esatti (sempre a partire dalla basetta dove entra il filamento). Estrudi manualmente i 100mm, e controlla tramite i segnali, quanti ne abbia estratto in realtà. La voce relativa agli steps dell'estrusore è: M8011. La mia è settata a: S0.001308. Ma cambia da macchina a macchina. Per cambiare la voce nel FW devi fare un semplice file di testo tipo questo: M8011 S0.001308 (che è il nuovo valore degli steps E). M8500 (è il codice per salvere la modifica, và SEMPRE messo alla fine di ogni modifica, sennò non salva nulla...). Ora chiama questo file come ti pare, MA CAMBIA LA DICITURA DA TXT A "gcode"! Copialo sulla flash e fallo partire come una normale stampa, ci mette un paio di secondi e spesso non dà l'avviso di stampa finita, quindi dopo un pò stacca la chiavetta e riavvia (a me se non riavvio i motori "rattano" senza motivo...). Quando hai settato sti benedetti 100mm con esattezza, fai un Thin-Wall test per stabilire con esattezza a che percentuale di flusso le pareti vengono esattamente del diametro del nozzle. Se il test dei 100mm è stato accurato, il Thin-Wall test dovrebbe già essere abbastanza accurato, e se per es. hai un nozzle da 0,4 le pareti del cubo aperto ti verranno esattamente di 0,6 con un flow del 100%. Se non lo è, varia il Flow finche non ottieni una parete da 0,6mm esatti. Poi dipende se a te interessa avere misure precise al centesimo... Per fare statuine un decimo su X-Y non conta nulla. Se fai parti meccaniche, conta eccome! Ti ricordo di misurare MOLTO attentamente il filamento... Non è mai da 1,75mm e questo sballa tutto, ricordati di inserire il valore corretto nello Slicer: E' FONDAMENTALE! Quando il Thin-Wall test è ok, puoi settare gli steps per X&Y (sulle COREXY il parametro è solo uno e non due...) e Z. Fai un cubetto (fallo a 0,2), e misura attentamente X, Y e Z, MA SOPRATTUTTO LE DIAGONALI! Se le diagonali sono diverse, hai le cinghie lente, o più probabilmente il carrello X-Y che si muove non in asse... Il codice degli steps X-Y è M8009. Quello di Z è: M8010... Cerca in rete la formula per trovare gli steps giusti. @Killrob ha in firma un thread in proposito: https://www.stampa3d-forum.it/forums/topic/11696-impostazione-stepmm-in-base-a-semplici-misurazioni-per-cartesiana/ Fai il solito file di testo con i nuovi valori di M8009, M8010 (ed il codice di salvataggio M8500 alla fine) col NotePad, e salvalo con l'estensione "gcode". Lancialo come una stampa, stacca la chiavetta e riavvia... Alla fine non è difficile, anzi è quasi un passatempo... 😁
-
Lo slicer Tronxy buttalo via... Possibilmente molto lontano. E' fatto prendendo spezzoni di Cura, ma proprio non funziona. Io uso Cura e non conosco IdeaMaker, ma ti consiglio di provare a fare le tue esperienze, magari partendo da modelli più semplici e che richiedono meno tempo: su modelli come quelli che hai postato, se hai dei (piccoli) problemi, si mischiano tra di loro - e su forme così complesse - è difficile capirli e risolverli. Cmq se non metti almeno le temp, il noozzle, l'altezza layer ed altre info base, è impossibile dirti qualcosa.
-
Il PID a modo mio...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Infatti questo era il target della prova, e a giudicare dai risultati di kp, kd e ki la differenza è abbastanza marcata. Infatti ho usato la temperatura di stampa, ed anche (+/-) la velocità di estrusione con cui di solito estrudo... Cmq il mio test, era appunto un test, i Vs punti di vista sono interessanti e sicuramente più corretti delle mie sperimentazioni "empiriche", ma essendo un niubbo le soluzioni devo cercare di trovarle da me per fare esperienza, e credo che SULLA MIA MACCHINA questo test abbia effettivamente avuto un buon effetto. Probabilmente sortirà gli stessi benefici effetti, anche su altre macchine, che come la mia, hanno temperature ballerine. 🤙 -
Il PID a modo mio...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Allora sapevo bene... Sinceramente non sono mai stato a guardare la temp durante le stampe lunghe... Le temp della mia macchina sono sempre state ballerine, nel primo layer vedo fluttuazioni anche maggiori di 3°C. Ma supponevo fosse normale perchè di PID ne ho fatti parecchi, e nulla è cambiato (anche i valori risultanti sono sempre stati praticamente identici). Valori che invece sono cambiati parecchio con l'estrusore in funzione. Non so se è una pratica corretta o no, però quei valori una volta inseriti nel sistema hanno funzionato. E se ci pensi un pò sù, il lavoro di stabilizzazione della temperatura Nozzle cambia totalmente se arriva sempre materiale "nuovo" da portare in temperatura... Sicuramente quello che hai scritto è più corretto delle mie prove sperimentali, però ha funzionato... 😇 -
Il PID a modo mio...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Infatti non sono regolari... Sono ramdom, ma nella loro casualitá si somigliano tutte. Oltretutto se fosse dipeso da una "eccentricitä" delle viti Z, le imperfezioni dovrebbero per forza seguire l'andamento della rotazione delle viti stesse e solo nel verso della loro eccentricitá. Invece nel mio caso in un solo layer erano presenti su piú direzioni. E' una giornata che stampo, ed il difetto é scomparso. La macchina é assemblata con estrema cura, e come hai fatto notare tu, avevo giä controllato l'allineamento di tutta la macchina ed i suoi giochi. Nel caso specifico le boccole sono come nuove, come i cuscinetti lineari ed i giochi sono ridotti al minimo. Avevo controllato pure la tensione cinghie (che non å semplice su questa macchina), come pure che tutto il telaio fosse in squadra (ho angolari praticamente dappertutto!), in primis viti e barre Z che sono l'anello debole di tutta la serie Tronxy SA5 . Ormai sono praticamente certo che fossero le "fluttuazioni" della temperatura nozzle, per questo erano random in quanto mai uguali a sé stesse, ma cicliche seguendo l'andamento della cartuccia termica. Ora la temp di estrusione é mooooooooooooooooooooolto piú stabile, solo dopo il primo layer é ancora un pó ballerima, ma credo sia dovuto al cambio di temperatura. Ma per ora va bene cosí... Spero sia d'aiuto a chi ha problemi simili, e pensa sia Wobbling. Credo si, ma se hai postato quella frase mi é sfuggito qualcosa? -
Il PID a modo mio...
Otto_969 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Da qualche tempo ho diversi problemi di stampa apparentemente del tutto "ramdom"... Le superfici verticali mostrano un'ondulazione del tutto simile al wobbling, e come wobble ho cercato di risolverli. Risultato: meno di zero. Poi ho cominciato a guardare meglio il problema, ed ho visto che questa "ondulazione" della parete verticale NON era casuale, anzi era nolto precisa nella sua irregolarità! E mi è sorto il dubbio: è wobbling, oppure solo una differenza di volume del materiale? Ho fatto il PID setup almeno 5 volte, ma il problema si ripresentava identico al variare di temp, velocità, accelerazioni etc etc... E allora mi si è accesa la lampadina: ora faccio il PID test estrudendo manualmente alla stessa velocità di stampa! 🤪 Questi sono i risultati: PID "statico"---------> kp=13,305063 - ki=0,841411 - kd=53,230232 PID "dinamico"--- ---> kp=12,720881 - ki=0,775663 - kd=52,155609 Come vedete la differenza è abbastanza grande, ma cosa più importante la stampa è migliorata tantissimo sulle pareti verticali e non presenta ondulazioni "random", certo non ho raggiunto la perfezione, ma un passetto in avanti l'ho fatto... 😁 -
Software CAD
Otto_969 ha risposto a Paurizio nella discussione Software di slicing, firmware e GCode
Sono disegnatore accreditato Solidworks, conosco anche la maggior parte degli altri programmi (3DS Max in primis) e devo dire che son cose diverse... Solidworks è la Bibbia della progettazione 3D (Catia permettendo che fù il primo, vero, programma di progettazione 3d), Fusion è - senza offesa - una scopiazzatura. Non vuol dire che sia male, anzi è perfetto per tutti gli utenti non professionisti ed ha avuto il grande pregio di avvicinare tantissima nuova gente alla progettazione 3d. Però Fusion ha il preciso obiettivo di "ammazzare" Solidworks, e non potendolo fare col programma vero e proprio, lo stà facendo con la politica delle licenze gratis... Ma il giochino è pericoloso per tutti, e dopo le prime restrizioni, sicuramente ne arriveranno altre più stringenti. Resta il fatto che ambedue le politiche (IMHO) siano sbagliate (sia pagare minimo 7000€ per SW, che nulla per Fusion) per il 95% degli utenti. Solidworks si gode la posizione di dominio grazie ai tantissimi studi tecnici in giro per il mondo, che non si possono permettere il rischio di non pagare il costosissimo SW. Fusion rosica da matti perchè il programma è ben fatto, non è mostruosamente enorme come SW, ed ha una grandissima utenza. Utenza che però non porta tanti soldi, nè tantomeno solidi Feedbacks in quanto soprattutto di livello quasi "entry-Level" o giù di lì. E questo è un grosso problema per qualunque software-house, in quanto il Feedback degli utenti "top" è fondamentale per lo sviluppo mirato del prodotto: infatti a ben guardare Fusion si è un pò fermato sui suoi passi. Io preferisco ancora SW perchè può fare praticamente tutto con un solo programma. Se avessi 14 anni, andrei dritto su Fusion che cmq ha basi mooooooooooooooolto simili a SW, senza essere altrettanto "artificialmente sofisticato", esteso e soprattuto costoso. P.S. - Con SW una scheda normale da 2Gb non ci fai nulla... Se fosse una Quadro o una FirePro da 2Gb, faresti cose semplici, ma appena fai un assieme con qualche accoppiamento mobile, fine dei giochi. Io ha una RTX 6000 ed in molte situazioni vorrei la 8000... 🙄 E' altresì vero che tanti utenti SW, usa SolidWorks per fare cose che pure SketchUp farebbe senza problemi... 😅 -
Software CAD
Otto_969 ha risposto a Paurizio nella discussione Software di slicing, firmware e GCode
Di questi tempi alla cifra che hai scritto, bisogna aggiungerci almeno uno zero... 😠 Si, ma é il massimo... 😍😍😍