Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-

Ha senso sostituire una stampante di 2 anni?
Otto_969 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Secondo me dipende dalla stampante, nel tuo caso io direi di no. Questa tipologia di stampanti (IMHO) sono molto buone per piccole stampe, a velocità ridotta, non c'è poi tutta 'sta gran differenza con le stampanti di livello. Su stampe piccole la velocità non conta nulla, ed un ottimo livellamento non è poi così importante (vista la superficie di appoggio). Il "Direct" lo puoi fare in 2 ore con poco più di 12€ di NEMA Pancake, il resto te lo stampi da te, e ci godi pure! Poi magari prendi una stampante più grande in kit, e se servono pezzi stampati, li fai con la piccolina, risparmiando soldini e oltretutto ri-godi a farti le parti stampate... 😁 Oppure quella "grande" te la progetti da te e stra-godi!!! 🤙 -
Sempre a proposito di superfici lisce...
Otto_969 ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Magari non c'entra una mazza, ma a me quei ghirigori me li faceva la Tronxy stock, mi fece ammattire non poco, poi cambiai il tappetino e sparirono... Successivamente (un bel pò di stampe dopo...) ritornarono, ricambiai il tappetino e sparirono di nuovo... Altro tappetino e sparirono... Poi comprai il PEI e buonanotte al secchio. Non ho mai indagato a fondo, ma credo fosse la colla che a causa del calore del bed, facesse trasparire quei ghirigori, anche se il tappetino sembrava ancora perfetto e neanche troppo usurato. Ma non sono sicurissimo. 🤔 -
Stampante e altro per creare pezzi per motocicletta
Otto_969 ha risposto a Claudio65 nella discussione La mia prima stampante 3D
??? 🤔 -
Stampante e altro per creare pezzi per motocicletta
Otto_969 ha risposto a Claudio65 nella discussione La mia prima stampante 3D
Anche io uso talvolta la stampante per le mie due moto, e praticamente ti ha già detto tutto @FoNzY. Io sarò ancora più netto: scordati di fare qualsiasi cosa che stia dietro o sopra al motore/radiatore... Alla prima giornata di sole troverai una pozza sotto la moto, e non sarà benzina... 😁 Il baffetto della ruota post è ok, il supporto del navigatore pure, ma già la staffa della marmitta sicuramente avrà vita breve. Men che meno le maniglie: si romperanno appena tenti anche solo di issarla sul cavalletto, o di spostarla la mano. Tieni presente che bene o male tutti i filamenti sono plasticaccia... Anche quelli iper-costosi non hanno minimamente la resistenza, durezza, infrangibilità delle normalissime plastiche per iniezione. Per filamenti "caricati" con carbonio, VTR o quant'altro, si tratta solo di polveri mischiate alla plastica e non spezzoni di carbonio o VTR: dopotutto devono essere estruse da Nozzle principalmente da 0,4/0,6mm! Questo NON vuol dire che non si possono usare, ma bisogna studiare bene "come e dove". Es. io sulla TM ho fatto i paramani (che ancora resistono!), i convogliatori (è una 2T, non scalda come un 4T...) ed i parasteli forcella USD, però... Però pesano più di quelli originali, sono più fragili e si graffiano molto più facilmente... Se ho il tempo vorrei fare il faro anteriore a led. E allora: perchè li ho fatti? Me lo domando spesso... 😂 Cmq io uso principalmente il PETG perchè resiste a praticamente tutti i solventi, benzina compresa. I paramani e convogliatori sono in ABS che resiste meglio alle botte ed alte temperature (ma è più difficile da stampare, e "warpa" di brutto se la stampa è grande). L'ABS contenendo Stirene dovrebbe essere sensibile pure alla benzina, ma fino ad oggi non mi pare siano emersi problemi (cmq ora vado a guardare meglio: SGRAAAAT!), o forse tengo la moto troppo pulita... 😍 Sulla Buell non ci provo neanche: si scioglierebbero al solo girar del motorino d'avviamento... 😱 -
(Ender 3) estrusore all metal fa scattare spingi filo
Otto_969 ha risposto a Rede nella discussione Problemi generici o di qualità di stampa
No, non è affatto normale... Anche io ho un 24V (cinesaccio Stock della Tronxy, valore si e no 5€), cartuccia riscaldante Stock Tronxy da 1€, ed il Nozzle arriva a 260°C in un paio di minuti! Forse anche meno, non ho mai avuto la necessità di cronometrare. Approfondici la questione perchè - anche se non conosco la tua macchina - mi pare più che un sospetto... 😉 Cmq io l'Hot-End MicroSwiss lo pagai 63€. E parlando da chi lavora con le CNC, è fatto proprio bene... Ha una sequenza di montaggio da seguire con estrema attenzione sennò ad ogni cambio di Nozzle si smonta anche tutto l'Heat-Block e ovviamente si finisce per spannare la sede dei grani di ritegno gola. Titanio ed Alluminio sono due metalli che proprio non vanno d'accordo, è molto difficile progettare degli incastri che funzionino "a tappo" a 230°C, ma che siano facilmente assemblabili a freddo... Sembra facile, non lo è affatto... 🙄 -
Lubrificante stampante 3D.
Otto_969 ha risposto a michele.siracusa nella discussione Hardware e componenti
Solido... Sono finezze ma io uso quello al Litio per i cuscinetti "chiusi" (il Litio non gradisce l'umidità) e quello normale per quelli aperti. Il grasso al Litio è molto difficile che si secchi, ma quello normale quando si secca è facile da pulir via... 😁 Le famose cerniere al burro! Gnam!!! 😋😋😋 -
Il software della mia Tronxy X5SA-400 fa schifo
Otto_969 ha risposto a Totoiannello nella discussione La mia prima stampante 3D
Su Marlin non posso aiutarti, ma le (s)Tronxy non hanno un FW peggiore di altri (proprietari). Semplicemente bisogna avere pazienza e capire come funziona, anzi per dirla tutta il FW (s)Tronxy (simil-Chitu) è abbastanza personalizzabile. A me ha sempre stampato decentemente, anche a velocità abbastanza sostenute. L'unica cosa davvero fondamentale è la cinghia di collegamento motori Z, ed avere una cura maniacale delle guide e ruotine dei carrelli, già solo così stampa benone fino a 60/70mm/sec). IMHO cambiare il FW sulla macchina "Stock" non ha senso, specie conservando la penosa scheda originale (quella si, che fà schifo!). Io l'ho cambiata, ma ho riprogettato ed aggiornato TUTTA la macchina ed installare un FW alternativo sulla scheda originale non mi è mai passato per la mente... C'è chi l'ha fatto e dice di essere contento, io rimango scettico. Sorry... Forse il problema sono le alte aspettative che molti "nuovi stampatori" ripongono nelle FDM. Queste macchine - come tutte le altre - non fanno miracoli, ed ogni buona stampa è frutto di sperimentazioni ed impegno a tutto campo e tanto, TANTO tempo per imparare come funziona ogni singola macchina-filamento. P.S. - C'è una sezione apposta per le (s)Tronxy (consultala bene, lì c'è una base solida da cui partire per conoscere la tua macchina), oppure anche "Software e FW" farebbe al caso tuo... 😉- 1 risposta
-
- 1
-

-
- tronxy
- tronxy x5sa
- (and 1 più)
-
come avere una superficie liscia?
Otto_969 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Ma la temp di stampa è stabile? Vedo anche tanti blobs ad ogni cambio di direzione, se fosse una FDM (e non una Delta), direi che sei basso di Jerk, ma non conosco le Delta (che peraltro mi intrigano parecchio...). Controllato che i braccetti non abbiano gioco? -
Lubrificante stampante 3D.
Otto_969 ha risposto a michele.siracusa nella discussione Hardware e componenti
L'olio d'oliva salvalo per l'insalata... 😁 In teoria i cuscinetti (aperti o chiusi?) vanno ingrassati con grasso semplice. I cuscinetti lineari tondi con un grasso spray apposito (tipo il Wurth HHS 2000, che si usa comunemente nelle CNC). Anche un comune Grasso spray per catene da moto stradali (no-oring) và benone ed è più economico e facile da trovare. Se proprio vuoi fare il minimo uno spray al silicone è il minimo. Cmq più importante della lubrificazione è la pulizia dalle precedenti lubrificazioni... E' che si nota la qualità dei prodotti (che durano di più e sono più facile da pulir via...). -
Migliorare qualità stampa PETG
Otto_969 ha risposto a RainbowMore nella discussione Problemi generici o di qualità di stampa
Io con la macchina standard sono sempre stato sui 7mm di Retraction, ma non ho mai avuto problemi così "giganteschi"... E per giunta stampavo al doppio di velocità. Cmq è strano... Quanto è lungo il Bowden? Hai fatto le prove per il Flusso, tipo il cubetto 20x20x10 ad una sola parete? Se usi Cura, hai provato ad abilitare la funzione "Entità di innesco supplementare dopo la Ritrazione"? A che velocità è il re-innesto della Retraction? Prova a girare la stampa di 90° (lato stretto in avanti) lasciando tutti i settings uguali, e vedi che succede. Poi di altri 180° (sempre senza toccare i settings) e confronta tutte le stampe e metti le foto. Se continua a darti sempre gli stessi problemi, negli stessi punti, prova per disperazione 5mm di Retraction a 25mm/sec, re-innesto a 35mm/sec (se non ti appare, devi abilitarlo dalle opzioni). Sono valori ridicoli, ma se il problema è quello dovrebbe migliorare Edit: non è che hai un Bi-Metal, vero? 🙄 -
(Ender 3) estrusore all metal fa scattare spingi filo
Otto_969 ha risposto a Rede nella discussione Problemi generici o di qualità di stampa
Benvenuto nel Club degli inkazzati Bi-Metal! 😡 Io ho il MicroSwiss che proprio a buon mercato non è, eppure ho avuto - ed ho ancora - problemi con l'estrusore che saltella. I Forums sono pieni di gente con lo stesso problema, senza risposte definitive. Detta in breve, per quello che c'ho capito io: è la gola in titanio che - ironia della sorte - è troppo fredda. Questo fatto è deleterio se si è in Bowden perchè con 6/7mm di ritrazione il filo "durante il ritiro" finisce per andare a toccare parti molto fredde e si indurisce... Poi è ovvio che quando l'estrusore lo "ri-spinge" in avanti ha maggiori difficoltà a fondersi e passare attraverso il foro del Nozzle... Diminuire il più possibile la distanza di retrazione aiuta sempre. A volte risolve. Io tempo fà ho fatto alcune prove e il dissipatore del MicroSwiss è praticamente a temperatura ambiente, mentre il cinesaccio che avevo prima era ad una 40a di gradi. Io potrei usare questo Hot-End anche senza ventola (PLA), tanto il dissipatore è freddo... Io ho (semi) risolto ritagliando un vecchio cappuccio per l'Heat-Block e mettendolo SOPRA l'Heat-Block stesso... Ora in pratica l'Heat-Block è totalmente sigillato dalla copertura in silicone. Questo stabilizza un pò meglio la temp del Nozzle. In ogni caso ho letto che molta gente aumenta le Temps mediamente di 10°C, io le ho aumentate di circa 5°C, su ABS di 15°C... Credo che l'unica cosa che funzioni davvero sia il passaggio a Noozles tipo V6 o simili, ma a quel punto dovrei cambiare pure Hot-End... 😕 P.S. - Guarda che le paste termiche per PC non sono fatte assolutamente per quelle temps, un Chip max arriva a 90°C (poi le microsaldature interne cominciano a fondere...), a meno che non la cambi 2 volte a mese appena si seccherà tirerai giù tutti i santi per estrarre la cartuccia riscaldante... 😁 -
stampa non planare
Otto_969 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
Si, lavora con un foglio Microsoft Excel ma io l+ho aperto con OpenOffice che è free (OpenOffice) ed apre tanti altri files... Cmq lo avevo specificato che è ancora ad uno stadio prototipale, e se ci pensiamo bene, creare un percorso del genere è estremamente complicato, ancor più complicato di un percorso CNC a 5 assi perchè la stampa 3D+ (chiamiamola così...) ha molti limiti che il CNC non ha. Cmq qualche pazzo ha già cominciato a buttar via materiale... 5 Axis 3d Printer 😱 -
Riempmento 100% per un certo numero di layers
Otto_969 ha risposto a belcarlo nella discussione Software di slicing, firmware e GCode
E' che avevano sperimentato i supporti "a foglia", ma poi se le sono fumati... 😱 -
Cura 5 e larghezza della linea
Otto_969 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
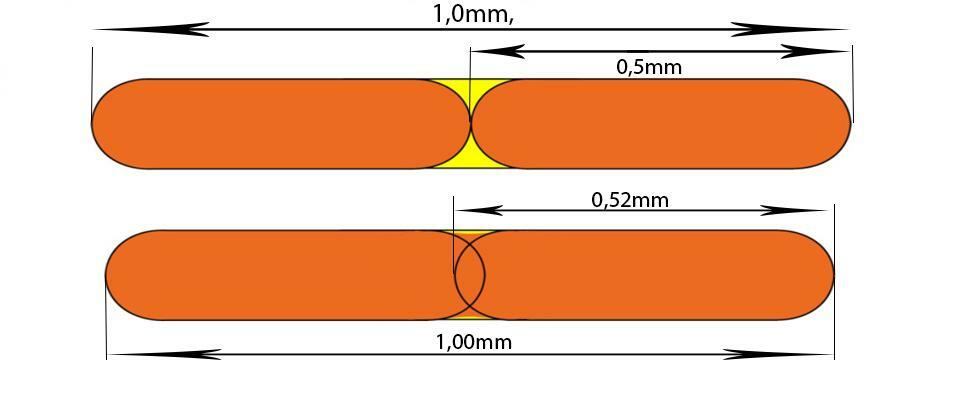
Il problema era che per mantenere il numero prefissato di pareti, lo Slicer "sottoestrudeva" la linea al di sotto dei valori impostati... Il problema nasce dal fatto che le linee si soprappongono ma solo in base al loro ordine... Lo Slicer per fare una linea singola da 0,5mm (Nozzle da 0,5mm) deve usare per forza la funzione "Stampa Pareti Sottili": Lo stesso non si può dire per due linee affiancate: E' la sovrapposizione delle linee che sballa il conteggio delle pareti, sicuramente hanno modificato il Software perchè hanno capito che il mantenimento del numero delle pareti finiva per creare deficit di adesione o peggio di delaminazione... Per questo motivo sono passato a Nozzle da 0,4mm. E la qualità è migliorata pur con settaggi molto più facili e permissivi... 😁
-
Riempmento 100% per un certo numero di layers
Otto_969 ha risposto a belcarlo nella discussione Software di slicing, firmware e GCode
Da come era scritto il post non si capiva... Cmq @Truck64 mi ha fregato sul tempo... ☹️ E' più complicato che in IdeaMaker, ma è più ottimizzabile perchè può agire in più sezioni e parti del pezzo, anche non simmetriche (tipo mettere l'infill al 70% nel braccio Dx di una statuina, e solo un 20% nel braccio Sx che magari è abbassato vicino al corpo...). Non so se su IdeaMaker si possa fare. 🤔 -
Riempmento 100% per un certo numero di layers
Otto_969 ha risposto a belcarlo nella discussione Software di slicing, firmware e GCode
Ah... E' semplicissimo: usa tanti Bottom Layers" quanti te ne servono! Se devi fare il primo cm pieno e stampi a 0,2mm du Layer -> 50 Bottom Layers! Poi Cura passerà all'Infill del 20% impostato... Stessa cosa ovviamente per il tetto: usa i "Top Layers"... 😁 -
Cura 5 e larghezza della linea
Otto_969 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
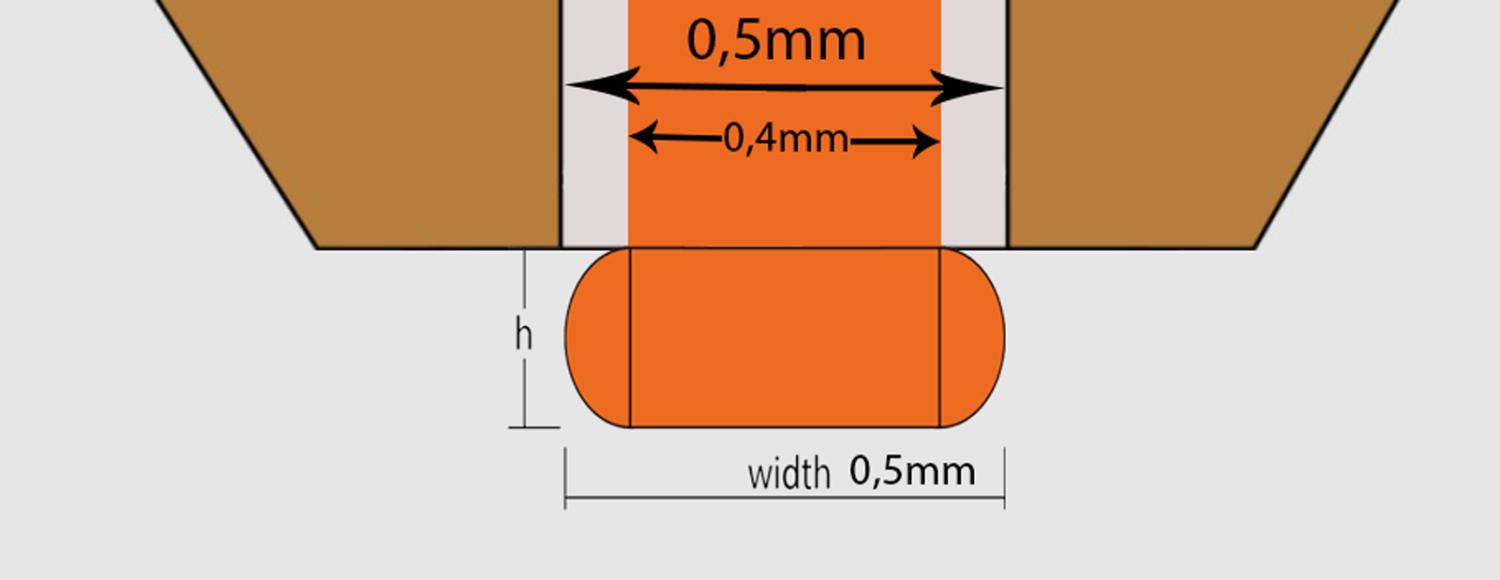
Sicuro di non avere la funzione "Stampa pareti sottili" in funzione? Io ho avuto grossi problemi con le linee da 0,5mm perchè stampo solo pezzi tecnici ed il mantenimento dello spessore parete è fondamentale, ed alla fine ho dovuto "resettare" le mie convinzioni in fatto di Nozzles... Devi capire, e bene, questa foto: Io, esattamente come te, ho usato a lungo Nozzles da 0,5mm ed avevo continuamente il problema che Cura mi metteva quasi sempre una parete in più o - peggio - in meno... Il perchè si intuisce facilmente dalla foto: il cordone di materiale deve essere "schiacciato" sul sottostante, e non solamente "appoggiato"... Lo schiacciamento provoca le "rotondità" ai lati: sono queste "rotondità" a far saltare il conto delle pareti. Se lo Slicer manterrà la linea costantemente a 0,5mm (Nozzle da 0,5mm) in pratica costringi Cura ad estrudere una linea da circa 0,45mm (cioè la funzione "Stampa pareti sottili"), che poi per effetto dello schiacciamento diventa da 0,5mm. Ovvio che tale procedura crea più problemi di quanti ne risolva. L'ideale sarebbe usare Nozzles da 0,42/0,45mm ma non esistono in commercio, si potrebbero fare con delle punte calibrate, ma una punta simile (grosso + finitura) costerebbe una 50a di Euro... Io - alla fine - mi sono piegato ad usare Nozzle da 0,4mm a profilo basso (gli "Standard" MK8 per intenderci) che avendo una conicità minore (sono più "tozzi" di quelli "cinesi") permettono uno schiacciamento maggiore senza troppe sbavature... Di norma un Nozzle da 0,4mm darebbe il massimo delle prestazioni a 0,46/0,48mm. Il valore di 0,5mm è un pò forzato, ma ha un uso "Overall" migliore senza fare troppe modifiche ai profili dello Slicer. 🤙
-
Dimensionamento cinghie e prezzi
Otto_969 ha risposto a Cubo nella discussione Hardware e componenti
Io "in gioventù" ero appassionato di CPU's Overclock. Quindi conosco bene il piacere di "spingere ai limiti" le attrezzature... E questo mi ha portato anche alla conoscenza della cifra astronomica di denaro buttati in chips bruciati e MoBo spaziali... 😒 Cmq prima della stampante, devo fare una piccola (anche 150x150x100mm andrebbe bene) - ma estremamente robusta - CNC per l'alluminio. La stampante che ho in mente è totalmente diversa da tutte le stampanti che (voi...) abbiate mai visto e richiede parti che non si trovano in commercio. 😈 E devo dire che il discorso della Delta a 5 assi mi ha fatto venire dubbi ed idee... 🤩🤐😱 -
Dimensionamento cinghie e prezzi
Otto_969 ha risposto a Cubo nella discussione Hardware e componenti
Azz... Ed io che pensavo fossi il solo ad esser baciato da tale fortuna! 😁 Mah... Cmq per me son fenomeni da baraccone, spero non penserai di fare stampe decenti a velocità simili... Ma neanche ad 1/3 di quelle velocità... IMHO 100mm/sec "veri" sono già un traguardo rispettabile. E raggiungerli non è affatto facile. Una cosa è stampare 3 rettangolini lisci, alti 2mm, senza riempimento. Un'altra sono gli oggetti reali alti 20cm, con fori, supporti e riempimento. Poi vorrei vedere quanto gli dura un motore! Spero di avere il tempo (e moneta...) per realizzare la macchina che ho in testa perchè sarebbe un gran bel progetto, ma adesso proprio non ho il tempo per stare a disegnarla... 😒 Figuriamoci ad assemblarla! 😢 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
E' vero, diciamo che il Forum Duet è parte integrante delle guide... Cmq abituato al linguaggio monosillabato delle guide CNC, quelle Duet sembrano logorroiche! 😁 Anche io ho questo problema, ed il fatto di stampare quasi esclusivamente PETG peggiora la cosa... Ed i problemi col MicroSwiss All-Metal continuano... A volte gli prende e cominciata a "Tickettokkare" già a 40mm/sec... Poi alla stampa successiva gli passa senza che abbia toccato niente... Boh! Almeno l'accrocchio "Direct" col motorino "Pancake" funziona benone e non scalda (45/50°C).😅 -
Dimensionamento cinghie e prezzi
Otto_969 ha risposto a Cubo nella discussione Hardware e componenti
Domanda impertinente: visto che hai scelto di assemblare una macchina da te, perchè seguire uno schema "predefinito"? Da quello che scrivi, le competenze le hai... Sbizzarrisciti! 🤪 Cmq quoto @Truck64 anche se le misure sono più grandi (non di troppo poi) una buona 9mm IMHO è ok, forse su quella misura si trovano quelle rinforzate in Dyneema che sono morbidissime e non si allungano neanche ad attaccarci un Caterpillar. Ad ogni modo il problema non è tanto la cinghia in se stessa, ma i dentini che sono in gomma: ovvio che le forti accelerazioni producono più logoramento = giochi dannosi sulla puleggia motore. Sinceramente non capisco il perchè dei 4 motori. 🤔 Non è un consiglio, è quello che farò per la mia prossima stampante autocostruita: pulegge motore da 16T e tutte le altre pulegge 16T dalla parte dentata e lisce di diametro uguale a quello esterno delle 16T... Ti assicuro che - anche se obbliga i motori a girare più velocemente - mette in sincronia Microsteps, pulegge e rinvii. Motori X-Y da 0,9°. Io il piatto cercherò di farlo rettangolare, ma non lo trovo nelle misure che mi piacciono (600x350-400), meno che meno il PEI... Ripeto: non è un consiglio, è quello che ho in testa per la mia prossima macchina. 😉 -
STAMPA FRAGILE IL PROGETTO
Otto_969 ha risposto a Mox98 nella discussione Problemi generici o di qualità di stampa
La giusta percentuale di Flow non dipende solo dalla macchina, ma (soprattutto...) dal filamento. Spesso anche misurando 100 volte il diametro del filamento non si capisce con esattezza il "diametro medio", che invece è facilissimo da trovare col metodo del cubetto 20x20x10, io lo faccio quasi ad ogni nuova stampa! Tanto prende 1min di tempo... 😉 I nozzle vanno si puliti, ma dopo 2/3 puliture è meglio sostituirli . Una macchina ben settata non intasa i Noozle (a me non è mai successo!), e tanto meno li "sporca". Se lo fà, vuol dire che qualche cosa non è a posto. Cmq se compri i Noozle "cinesi" prima di usarli devi OBBLIGATORIAMENTE pulire il forellino dai residui di lavorazione (nei Noozle "cinesi" ci sono sempre residui perchè risparmiano tempo, solventi e utensili di finitura...) con un set di punte (tipo quelle da trapano) ma del diametro del Noozle. Se non hai questi kit, comprane uno e - se non cerchi stampa perfette al 1000% - potrai usare i Noozle cinesi che non costano quasi niente. -
stampa non planare
Otto_969 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
🤙 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
I risultati sono notevoli... Cmq 150mm/sec (IMHO) è una perdita di tempo, ma è una vera libidine vedere stampare così bene, con la testina che schizza come impazzita a destra e manca... 🤩 A proposito, oggi al lavoro riguardavo le foto che hai postato del grafico "Stock" e vedendo la linearità della curva mi sono chiesto: ma dove è piazzato l'accelerometro nella tua macchina? Il grafico è nettamente diverso da tutti quelli che ho fatto io... Oppure era solo una prova? Cmq ogni giorno che passa mi convinco sempre di più che le Duet son soldi spesi bene... 😃 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
🤙