Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-

Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
L'accelerometro funziona solo in "Stand Alone", probabilmente nella prossima versione RRF sarà implementato l'uso continuo, almeno così dicono... Prova a stampare lo stesso file prima "senza" e poi "con", io ho fatto così, cmq la differenza è micidiale nel "ghosting" puro... Io non ne soffrivo un gran che, ma ora è proprio sparito anche usando velocità maggiori. A proposito, ci sei riuscito? -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
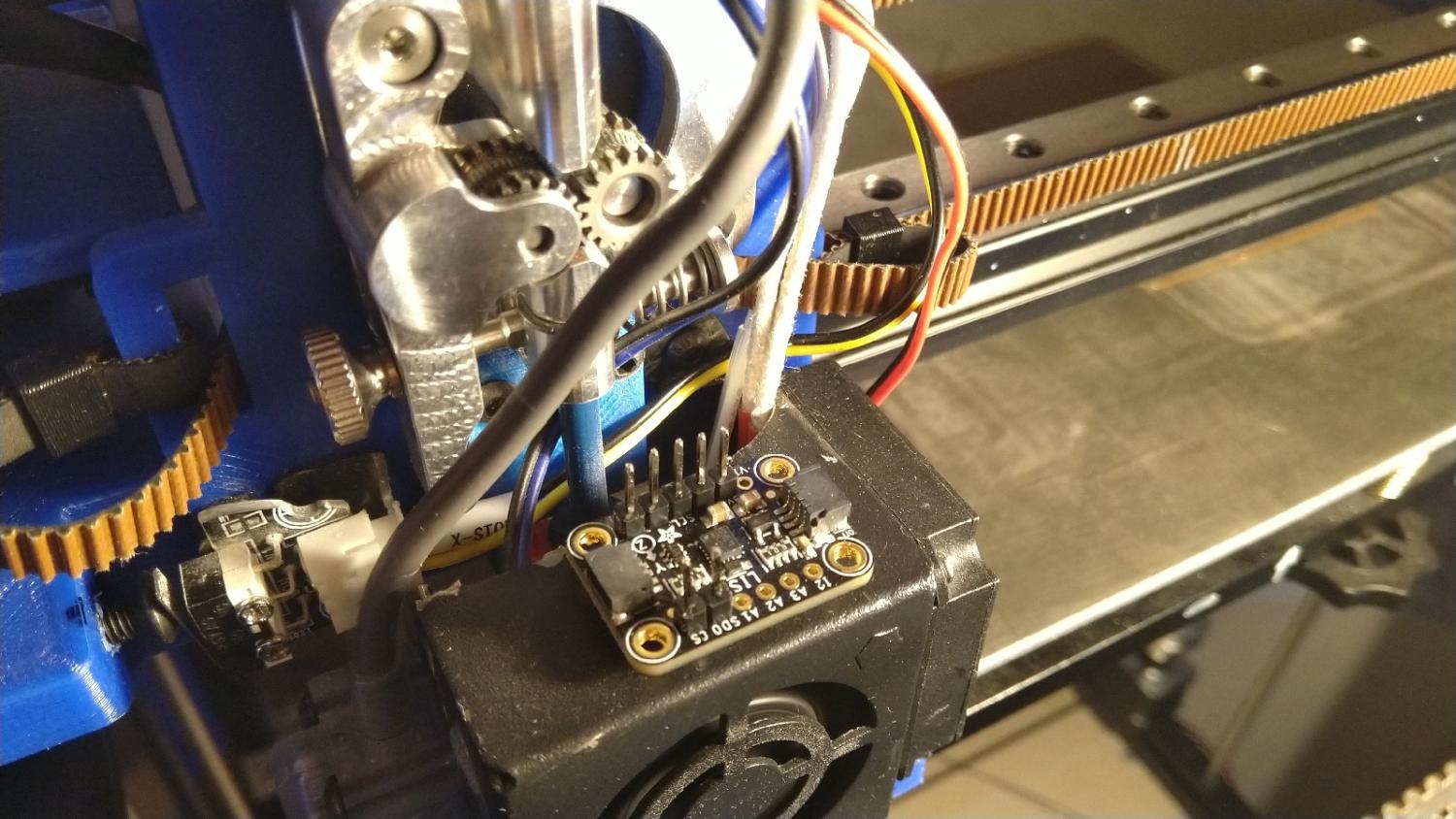
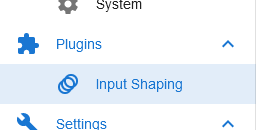
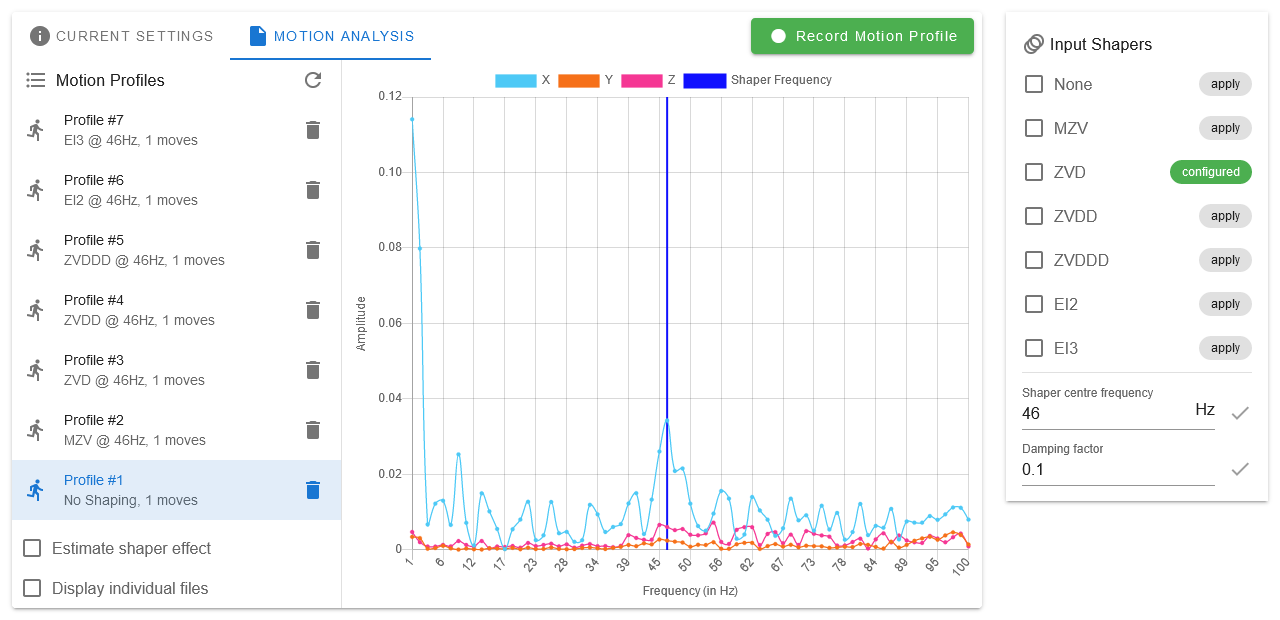
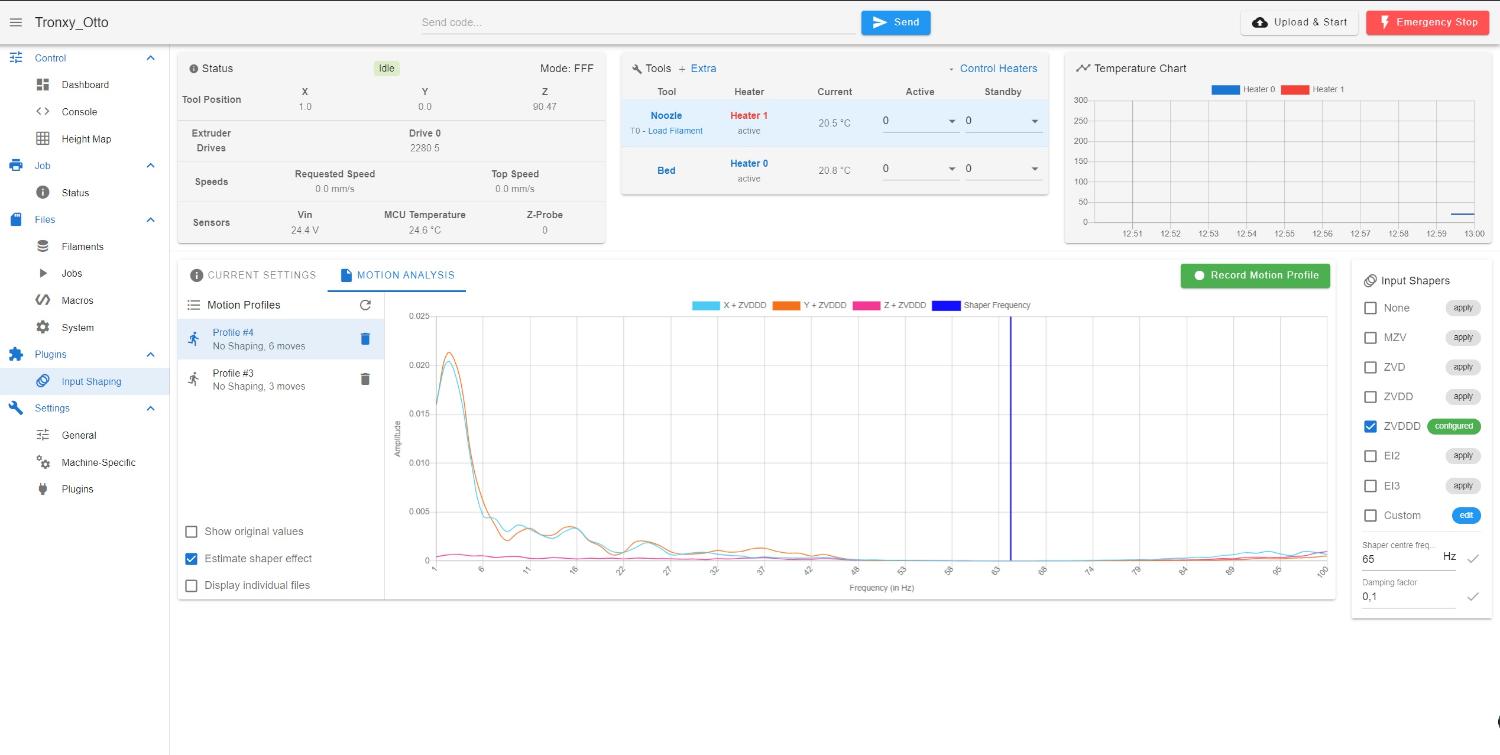
Allora, non ho capito "come" lo vuoi spiegato... Cerco a spiegarti prima il principio base, poi mi dici se volevi qualcosa di diverso. Nelle Duet (che figata che sono!) devi avere uno degli ultimi RRF ed un accelerometro montato (l'accelerometro funziona solo in "Stand-Alone" configuration). Collegare l'accelerometro è abbastanza semplice: collegare l'accelerometro io ho preso un Adafruit e l'ho messo direttamente sopra l'Hot-End Loro consigliano di usare un cavo USB 3.0 o superiore perchè schermato, io ho usato una piattina da 4 soldi avendo cura di usare un filo separato per CS, così non fà interferenza. Poi devi scaricare il Plug-In di Imput Shaping dal loro sito: Imput Shaping Plug-In è sotto la finestra "Assets". Installa il Plug-In dal Duet Web Control -> Machine Specific -> riquadro "General" -> Install Update... Dopo di questo RIAVVIA sia il PC che la stampante, sennò la nuova finestra a Sx (sotto "Control") non apparirà... Fatto questo ti dovrebbe apparire una nuova voce "Imput Shaping" a Sx sotto ""Plugin"... Segui passo-passo questo link: Imput Shaping mi raccomando di accertarti che all'inizio ci sia la spunta su "None"... Poi scegli i movimenti, io ho scelto 2 movimenti su Y e 2 su X (1 lungo + 1 corto). A questo punto ti dovrebbe spuntare un grafico come simile a quello che ho postato io nel post precedente (Stock), ora segui quello che ti dico io e NON la guida... Col tuo grafico sullo schermo inizia a mettere la spunta su "MZV" e vedi come cambiano i risultati... Poi prova "ZVD" e così via con tutti... Provali anche tutti insieme, o combinazioni fra essi (però "None" non deve avere mai la spunta... ignoralo) vedendo l'effetto cliccando su"Estimate Shaper Effect" in congiunzione con "Show Original Values" che apparirà solo in concomitanza con "Estimate Shaper Effect"... Sono in basso a DX... Ora se ci fai caso c'è una barra blu verticale, "loro" non dicono che accidenti sia, ma è importantissima! Devi trovare il picco di frequenze più alto e leggere a che frequenza corrisponde (scala orizzontale in Hz...). Poi devi mettere il valore della frequenza appena trovato nella finestra "Imput Shapers" a Sx Poi vai nel file di configurazione Config.G.bak ed inserisci alla fine l'abilitazione per l'imput Shaper in questo modo: M593 P"ZVDDD" F65 (io uso l'opzione ZVDDD alla frequenza di picco di 65Hz...), tu inserisci l'opzione che funzionava meglio e la frequenza di picco corrispondente al tuo grafico... Ora l'imput Shaper è abilitato, il gioco è fatto: enjoy the Duet3D!😁 Ed il gioco è fatto... EDIT: stavo scrivendo la risposta, ma mi hai anticipato... Leggi la parte relativa alla "barra verticale blu", la foto che hai postato non si vede bene ma la tua frequenza dovrebbe essere intorno a 48Hz, inseriscila come ti ho spiegato... 😉
-
Qualità di stampa peggiorata. Quale causa?
Otto_969 ha risposto a Mak3r nella discussione Problemi generici o di qualità di stampa
1a foto: al netto della sovraestrusione sembra che l'errore sia ciclico in Z. Controlla con precisione quell'asse. Il bordo inferiore (quello appoggiato alla superfice in simil-pelle) appare arrotondato: è un effetto dell'immagine oppure è proprio "non lineare"? 2a foto: non è malaccio... Sembra quasi sia stato stampato da un'altra stampante. Gli angoli arrotondati e le successive mancanze di materiale potrebbero essere legati ai valori di Jerk ed accelerazione. Fai qualche prova (sempre sul cubetto 20x20x10) aumentando il Jerk ed eventualmente - dopo - prova a variare l'accelerazione. Non posso darti valori precisi perchè non conosco la tua stampante. 3a foto: quasi quasi stampi meglio il PETG che il PLA... 🤣 Non è male, vedo sempre angoli arrotondati da carenza di Jerk, ma non puoi stampare quel progetto senza supporti... C'è qualche linea mancante, ma rispetto al cubetto 20x20x20 è molto meglio. Cerca di controllare bene l'ingranaggio dell'estrusore, non è che senti rumorini tipo "tak-tak" durante la stampa? -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
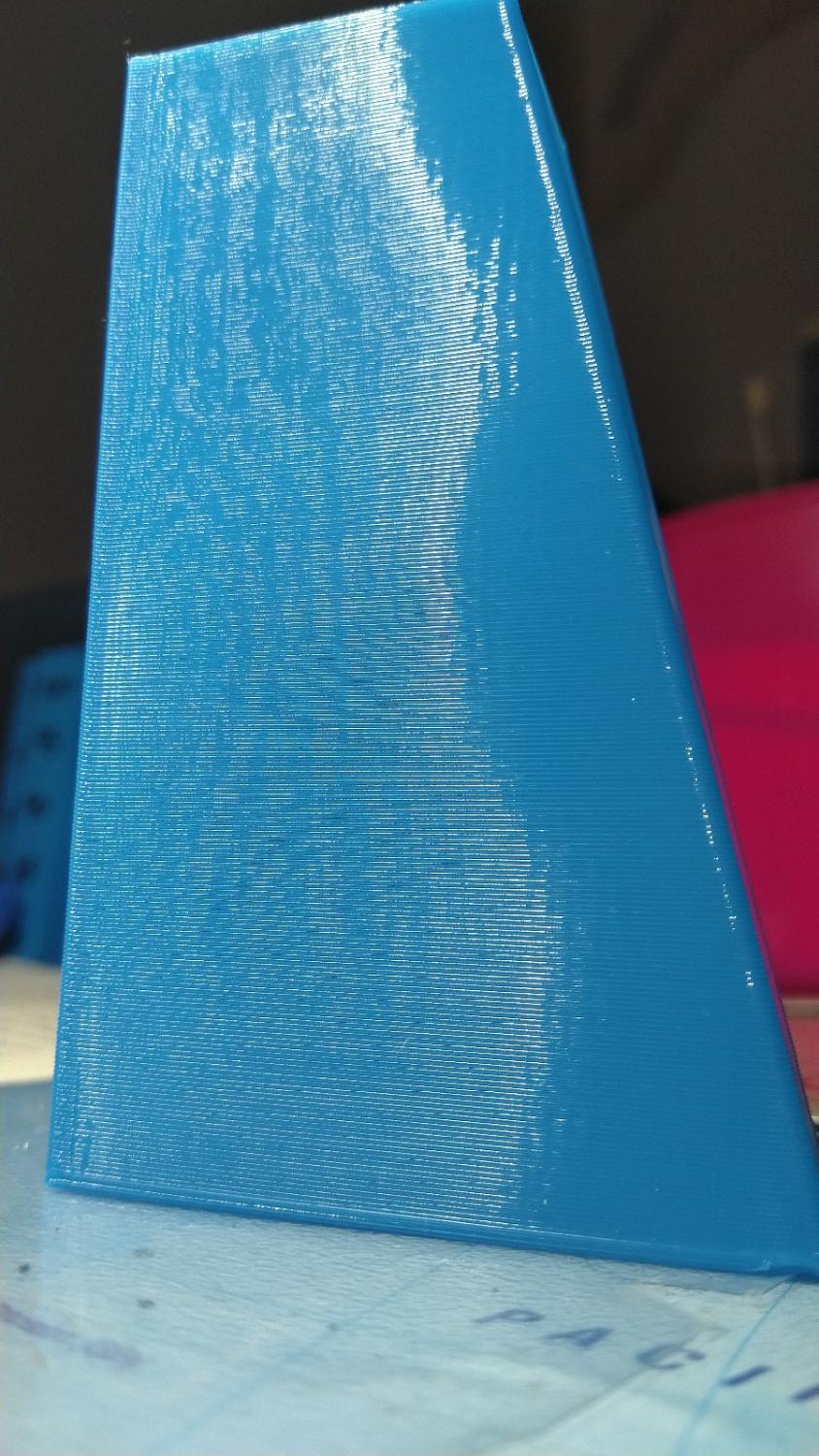
Allora... Alla fine c'ho messo una pezza, grazie alla Duet 2WiFi ed a moooooolta pazienza. Questo è il risultato: La superficie è praticamente (quasi) perfetta, non posso caricare la foto in formato originale (7Mb), ma vi assicuro che anche usando la lente (+ occhiali...) è difficile vedere imperfezioni. Ho sparato la temp a 250°C solo per avere una superficie lucida per evidenziare meglio i difetti, a Temps normali (230-235°C) la superficie è più opaca e rende più difficile vedere le imperfezioni, oltretutto nella foto ho usato una luce puntiforme diretta per enfatizzare i riflessi. Per arrivare a questo ho ri-settato tutta la macchina, facendo 1000 prove sulla tensione cinghie, ma anche su Jerk ed accelerazioni. Poi ho montato sulla testina un accelerometro e questo è il Motion Analysis dei movimenti: Successivamente ho applicato la funzione "Imput Shaping" (presente in varie forme anche su Marlin e Klipper), che in pratica regola i valori di accelerazione e Jerks in base alla "Motion Analysis", ottenendo questo risultato: Come si può vedere l'effetto è micidiale, le vibrazioni sono praticamente scomparse... Ovviamente non è tutto oro quello che luccica, ho ancora il problema del VFA, ma avendo eliminato (o quasi...) tutti gli altri piccoli difetti che si mischiavano col VFA, ora esso (il VFA...) appare davvero di lievissima entità. Nel frattempo è apparso il difetto dovuto al Double-Gears Extruder che produce le caratteristiche "mezzelune", ma sono talmente infinitesimali che non sono riuscito a fotografarle... Direi che - per ora - sono soddifatto... Per ora... 😇 Approfondirò maggiormente la questione del benedetto VFA, ma è abbastanza chiaro che nelle CoreXY è enfatizzato al massimo su Y perchè i due motori "dovrebbero viaggiare esattamente alla stessa velcità, in fase o controfase" ed ovviamente i "cicli" di rotazione (0 -> Mac Pos. -> 0 -> Max Neg.) a 1.8° non possono essere "sincronizzati" al 100%... Quindi in realtà se prendiamo un tratto rettilineo su Y infinitesimale, avremo un motore fermo ed uno che invece gira... In pratica il tratto NON è rettilineo, MA UN CONTINUO ZIG-ZAG entro i limiti della definizione di microstep dei motori... Visto che nei miei motori 1mm di corsa lineare è 80 steps è chiaro che parliamo di entità estremamente piccole, ma purtroppo, visibili. Quindi la cosa più ovvia sarebbe passare a motori da 0,9° di Step Angle e dimezzare il problema alla base perchè i cicli (0 -> Mac Pos. -> 0 -> Max Neg.) sarebbero il doppio a parità di tempo... In pratica se stampassi a 50mm sec sarebbe come il mio test a 100mm sec dove tutti i difetti scomparivano come per magia... 😁 Per ora i motori non li compro... La qualità è sufficiente per quello che devo fare, poi si vedrà. Spero che questo mio thread aiuti che ha problemi simili, non è facile da spiegare, ma c'ho tentato... 😅
-
Qualità di stampa peggiorata. Quale causa?
Otto_969 ha risposto a Mak3r nella discussione Problemi generici o di qualità di stampa
Ma il cubetto è messo sottosopra? Scusa eh, ma si vedono imperfezioni davvero grossolane della linea: come può essere che la parete sia perfettamente 0,5mm? Il cubetto misura esattamente 20x20x20mm? Hai ancora (grossi) problemi di flusso, sembra quasi che il Nozzle "depositi" il materiale su quello sottostante senza schiacciarlo... Rifai il cubetto 20x20x10 ad una sola parete da 0,5mm (anche solo 2 strati iniziali sono ok, 0% di Infill) e posta una foto dove si vedano almeno 2 lati. Misuralo con un calibro digitale "buono". Se continui ad avere problemi simili, potrebbe essere di tutto: il materiale, l'estrusore, le cinghie... Tutto! Dobbiamo andare per esclusione. -
stampa non planare
Otto_969 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
Il link porta alla Loughborough University in Inghilterra... Alla faccia del non sicuro! Cmq cerca il sito dell'università e da lì cerca "FullControl GCode". Se non hai neanche visto di cosa parliamo è inutile continuare. P.S. - I disegni che hai postato si potrebbero fare anche con una stampante normale... E' la qualità di stampa il problema, e si ritorna a quello che avevo già scritto. -
Qualità di stampa peggiorata. Quale causa?
Otto_969 ha risposto a Mak3r nella discussione Problemi generici o di qualità di stampa
Perchè è molto meglio: il cordone di materiale deve essere "schiacciato" su quello sottostante ed espandersi ai lati. Si ottengono molteplici effetti: maggiore adesione, maggiore larghezza linea, minore "rotondità" laterale (cioè le pareti sembrano più lisce e verticali): Recommended thin wall thickness Oltretutto la misura di 0,5 semplifica notevolmente i calcoli di progetto, che solitamente sono in mm... 😁 -
STAMPA FRAGILE IL PROGETTO
Otto_969 ha risposto a Mox98 nella discussione Problemi generici o di qualità di stampa
Hai controllato che il Flow sia effettivamente quello impostato? Fai un cubo 20x20x10 a 0% di infill e parete singola da 0.5mm e vedi effettivamente che la parete sia tale (0,5mm...). Se non lo è, aggiusta il Flow fino ad ottenere esattamente una parete da 0,5mm di spessore. Anche Temps troppo alte portano ad una fragilità eccessiva di stampa, ma mi pare difficile... Il materiale è ok? Non è che il filamento si rompe appena tenti di piegarlo? Se è così, anche la stampa risulterà fragile... -
Scanalatura verticale
Otto_969 ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Non so in Prusa Slicer, ma in Cura esiste l'opzione "Entità di innesco supplementare dopo la ritrazione", che è una gran bella cose se usata con valori negativi. Forse c'è pure su Prusa. In pratica varia la percentuale di materiale DOPO la ritrazione, settandola leggermente negativa diminuisce gli effetti antiestetici delle cuciture. Se usata con l'opzione "ritrazione prima della parete esterna" è molto efficace. -
Qualità di stampa peggiorata. Quale causa?
Otto_969 ha risposto a Mak3r nella discussione Problemi generici o di qualità di stampa
Per prima cosa devi settare il Flow con precisione, sennò l'overflow copre tutti le altre imprecisioni e non si capisce nulla... Per fare un setting preciso del Flow devi stampare il cubetto (20x20x10) con solo 1 parete (linea 0,5mm), così hai la misura esatta del Flow. Fatto questo aggiusta il Flow finchè non ottieni una parete perfettamente di 0,5mm di spessore. Fai anche una torre per le temperature, l'overflow potrebbe anche essere dovuto - in parte - ad un eccesso di temps (non stampo più PLA da una cifra, ma 210°C mi sembrano un tantino troppi). Col PLA ventola SEMPRE sparata al massimo. Fatto questo, posta le foto di un nuovo cubetto (stavolta 20x20x20) con 4 pareti da 0,5mm, infill a 40%, 4 strati inferiori + 4 strati superiori. Good luck! 😅 -
stampa non planare
Otto_969 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
Le collisioni sono l'ultimo dei problemi, tutti i softwares CNC hanno da decenni funzioni anti-crash, anche molto avanzate, stessa cosa per i programmi CAD (ad es. Solidworks ha un plug anti-crash molto ben fatto che si accoppia egregiamente con quello di MasterCAM). Il problema, IMHO, resta la deposizione del cordone di stampa che "deve" essere schiacciato sul precedente e non solamente "appoggiato". E' chiaro che la soluzione software sarebbe semplice (aumentare il Flow proporzionalmente alla pendenza del percorso), ma questo - come avevo fatto notare nel post precedente - creerà un cordone di stampa "scavato" (o convesso che si voglia dire...) alla sommità... Su questo non c'è dubbio. Oltretutto a causa della pressione su una superficie inclinata il cordone tenderà a "slittare" rendendo ancora più difficile la perfetta esecuzione del programma (disegno, progetto etc etc...) impostato. A questo punto il software dovrebbe "ricordare" la convessità di ogni punto e - al passaggio successivo - cercare di correggerla (tramite un qualche aumento/correzione del Flow) per evitare che si formino spazi vuoti tra i due cordoni di materiale deposti... Cioè: facile a dirsi, molto meno a farsi. Alla fine è una questione di obiettivi: precisione o marketing (cioè vendere quante più macchine possibile). Nel primo caso la vedo dura senza un sistema a (minimo) 5 assi con piatto mobile (impensabile che il Noozle possa essere mobile). Le Delta effettivamente potrebbero avere una base oscillante su cui montare l'Hot-End, ma dovrebbe anche supportare il peso aggiuntivo di (almeno) 2 motori e relativi ingranaggi metallici, cuscinetteria e cablaggi vari... E si perderebbero tutti i vantaggi delle Delta. Per contro la stampa si muoverebbe solo su Z, e sarebbe un grosso vantaggio. E si ritorna al piatto mobile, che cmq non è semplicissimo da fare. Io l'ho fatto in un paio di CNC ed è complicato da settare e/o mantenere settato, e richiede motori con coppia di tenuta efficace (cioè più pesanti). Oltretutto la stampa si inclinerebbe in tutte le direzioni (piatto mobile) creando grossi problemi di mantenimento della stampa stessa all'interno dell'area stampabile (immaginiamo una stampa alta 30cm che si inclina a dx e manca...). Ovvio che tutto è possibile, i primi esperimenti ci sono già, ma bisogna vedere la qualità raggiunta. E' lì che si gioca la partita: le stampanti attuali hanno raggiunto livelli di precisione molto buona in rapporto al prezzo irrisorio che hanno. Creare una stampante a 5 assi con prezzi abbordabili con precisione simile a quelle odierne mi pare ancora (molto) prematuro. Se poi vogliono vendere milioni di stampanti "4D" che non riescono a tirare un wall dritto, è un altro discorso... 🙄 -
Qualità di stampa peggiorata. Quale causa?
Otto_969 ha risposto a Mak3r nella discussione Problemi generici o di qualità di stampa
IMHO tutte le stampa sembrano fortemente sovraestruse, 2 soli walls sono troppo pochi e portano l'infill a modificare la superficie esterna: mettine minimo 3 e minimo 30% di infill. Non ha detto le caratteristiche di stampa (larghezza linea, speeds, temps etc etc), sono fondamentali... Nella prima foto il cubo a Sx ha delle risonanze oblique (molto probabilmente) prodotte da un mix di sovraestrusione + problemini meccanici. Il secondo (sembra) iper-estruso. Seconda foto, cubo a Sx sempre sovraestruso e non fà capire niente... Cubo a Dx, questo è strano: a che vel. è stato fatto? O hai grossi problemi con l'estrusore e/o asse Z, oppure l'hai stampato a 300mm/sec... 😅 -
stampa non planare
Otto_969 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
Ci sarebbe questo: FullControl GCode c'ho dato un'occhiata ma è ancora molto "grezzo", quasi prototipale e non credo funzioni ancora in modo regolare. Ma anche se funzionasse, ci sarebbe il problema della "perpendicolarità" del Noozle rispetto alla stampa. Se il Noozle non è perpendicolare -> il cordone di stampa si poggerà in modo "ellittico" rispetto al materiale precedentemente depositato ed ovviamente causerà una variazione della parete... Per far si che il Noozle sia sempre perpendicolare alla stampa bisognerebbe metterlo su un supporto a 5 assi... Il che trasformerebbe la stampante in un "Frankenstain-CNC-Printer", di una complessità mostruosa e costi improponibili. Prima o poi metteranno a punto un 3D-Slicer, ma non è ancora ora. Di certo ci staranno lavorando tutti... 😉 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
A dire il vero hai fatto di più: hai previsto una cosa che ancora non si era verificata! 😁 Il thread è stato aperto per un motivo simile (Ghosting) che - sicuramente - copriva un secondo (e molto più leggero) difetto come 'sto benedetto VFA... Cmq se ti dovessero venire in mente una decina di numeri -> PASSAMELI!!! Prometto che poi dividiamo... 💰💰💰 La risonanza non è esattamente una vibrazione, si percepisce come tale, ma ha effetti diversi: prendi ad esempio una chitarra, non è che vibri in modo proporzionale all'effetto che produce sulle corde... Eppure l'effetto è micidiale se comparato a quello delle singole corde. Esempio stupido ed impreciso, ma rende l'idea. La stampante non "vibra" affatto, sono i motori che entrano in risonanza. Anzi a dire il vero stampa meglio quando i motori fanno più rumore, più silenziosa è la stampa e maggiore è questo benedetto VFA... Anche toccando la stampante non si avverte nulla di anormale. Evidentemente la frequenza è molto alta (o molto bassa...). Misurando con esattezza l'ampiezza "dell'onda" si potrebbe risalire alle frequenze, ma non ho gli strumenti e sinceramente non mi porterebbe alcun vantaggio pratico. Ad ogni modo, visto che cmq non mi fido, ora la metto sul pavimento e ci leviamo il dubbio... 😁 Questa è una brutta notizia... Prima di comprare altri 2 motori voglio essere sicuro che tutte le altre strade non diano risultati perchè con i motori da 48mm effettivamente il "Ghosting da accelerazione" è praticamente scomparso pur mantenendo alte velocità. Devo vedere un pò la situazione dei Drivers perchè ci sono un'infinità di settings di cui sconosco completamente uso e risultati effettivi. 🤔 Penso di aver raggiunto una qualità di stampa molto alta e, ironia della sorte, appena si presenta un difetto infinitesimale, sembra essere enorme... 😒 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
Ho girato e rigirato il web ed alla fine sono riuscito a capire cosa accidenti stà succedendo... La mia macchina, come un altro buon 80% delle macchine esistenti, soffre del cosi detto VFA, acronimo di Vertical Fine Artifacts. In pratica il difetto di stampa più difficilmente eliminabile in assoluto... Che culo che c'ho! 😁 Spiegato in soldoni è una vibrazione data dalla risonanza dei motori Y, di solito - sulle CoreXY - non è presente su X. E' più facile da trovare nelle CoreXY perchè di motori ce ne sono due accoppiati e nei movimenti lungo l'asse Y lavorano alla stessa velocità entrando in risonanza solo a determinate frequenze (cioè velocità). Questo spiega il fatto che - contrariamente alla logica comune - i VFA scompaiono ad alte velocità e sono più visibili alle basse. A queste spesso si sommano gli effetti - MOLTO SIMILI - del "pompaggio" dato dagli estrusori "Dual-Gears" che se non settati alla perfezione (leggasi lasco tra i due ingranaggi), creano degli "artistici" ghirigori a forma di mezzaluna che appaiono solo in controluce... Dual-Gears Extruder's artifacts I VFA invece sono molto più difficili da comprendere e risolvere perchè derivano in gran parte dalle caratteristiche stesse degli Stepper-Motors. In pratica durante i movimenti Y (CoreXY) i due motori girano nello stesso senso, o in senso opposto tra loro ma alla medesima velocità... Questo in teoria... Perchè a ben guardare ogni motore ha un suo "gioco" specifico, che in questi motori è legato al passo di MicroStep -> quindi i motori girano si alla stessa velocità +- l'errore medio del motore stesso. A seconda delle velocità questi due errori (uno per motore, sempre per CoreXY) si possono annullare a vicenda, oppure quando i motori entrano in risonanza, si sommano. Da questo è abbastanza logico pensare che diminuendo il MicroStep da 1,8° a 0,9° la cosa dovrebbe migliorare. Ma entrano in ballo anche altre rotture di maroni come le vibrazioni dei motori stessi sulla struttura e l'effetto "elastico" delle cinghie. Come pure il diametro dell pulegge, cioe un gran macello... Metto questo filmato che è commerciale, ma spiega meglio di altri in che casino mi sono cacciato... 😒 VFA Solved (with money...). Prossimamente cercherò di pensare a come rimediare e terrò come ultima opzione l'acquisto di nuovi motori. P.S. - Ho modificato il titolo originale perchè non mi pare di aver mai sentito parlare di questo errore di stampa... -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
Ormai le ho provate tutte, proverò anche questa ma non so se ho tutti i pezzi già disponibili, e non sono sicuro se i cuscinetti siano gli stessi, sennò devo comprarli da qualche parte... Cmq anche pensando alle pulegge la domanda è: perchè solo e solamente su Y? Dovrebbe farlo (magari di meno) anche su X... 😓 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
Azz se è bella! 👌👍 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
No problem... La situazione è complicata, andiamo per tentativi! 😁 Certo, meno peso c'è e meglio è, questo era il motivo principale per cui ho messo motori più potenti, ma nulla è cambiato... Oltretutto il carrello della Tronxy originale pesava di più (barra piena in acciaio), ora ho messo un profilato 20x20 in Alu e di certo pesa meno... Oltretutto con le guide lineari il tutto scorre mooooooooooooooooooooolto meglio! Eppure la Tronxy standard non faceva questo difetto. 😒 Questo difetto porta a tutta una serie di "illogicità" molto strane, cioè, la comparsa di un difetto simile dovrebbe avere delle conseguenze/cause dirette e concatenate, ma di esse non c'è traccia... E' questo che mi stà facendo ammattire! 🤔 P.S. - Scusa l'ignoranza, cos'è una "blvmgn"? Intendi questa:
-
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
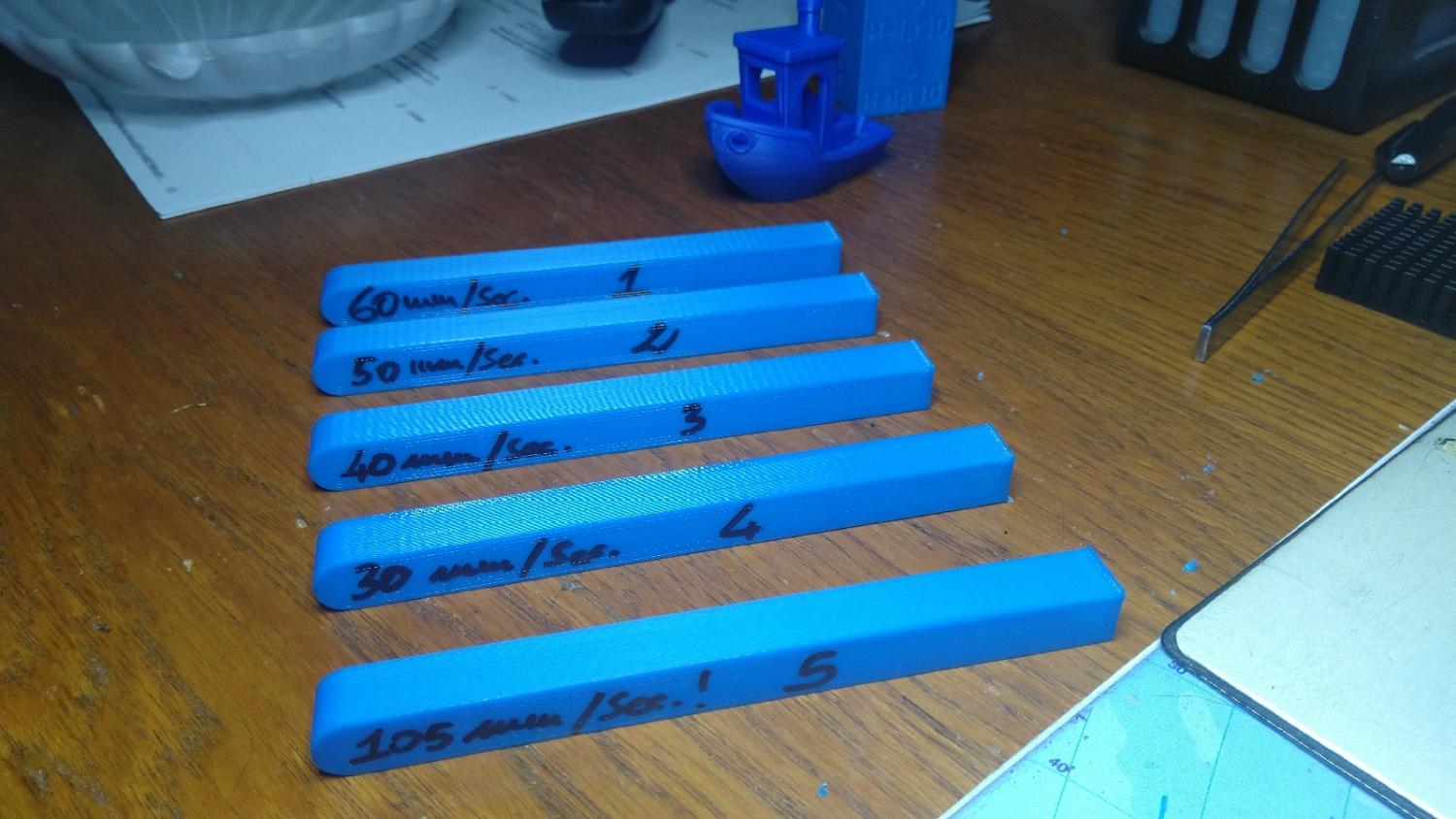
Si, ho forti sospetti, ma cercando sui siti Duet, che solitamente sono di qualità, non ho trovato nulla... Oltretutto se fosse la scheda non vedo cosa potrei fare! I Drivers sono di qualità, non credo che cambiandoli (mica facile, ma possibile) otterrei qualcosa... E poi con cosa li dovrei sostituire? Boh... 😒 Si, sono le pulegge originali Tronxy. Ho controllato tutti i cuscinetti (altra cosa che potrebbe dare un passo molto regolare ad eventuali difetti di stampa), ma sono tutti ok. Stessa cosa i carrelli delle guide: appena comprati li avevo smontati, puliti a fondo dalle imperfezioni di stampa/lavorazione e rimontati. Non sono Hiwin (anche se ci sono decine di piccoli produttori italiani che fanno guide e carrelli 100 volte migliori di Hiwin), ma scorrono benone senza giochi... E ripeto: il problema è solo sull'asse Y... Sull'asse X è assolutamente perfetto! Ho delle pulegge "dentate" ma si sono rivelate di diametro leggermente diverso da quelle originali e quindi non le ho montate perchè dovrei riprogettare e ristampare tutto il circuito delle cinghie perchè non più perfettamente "perpendicolare" e/o "parallelo" tra loro. Immagine migliore del test a 105mm/sec... Magari comincia a stampare tutto a 105! 🤪
-
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
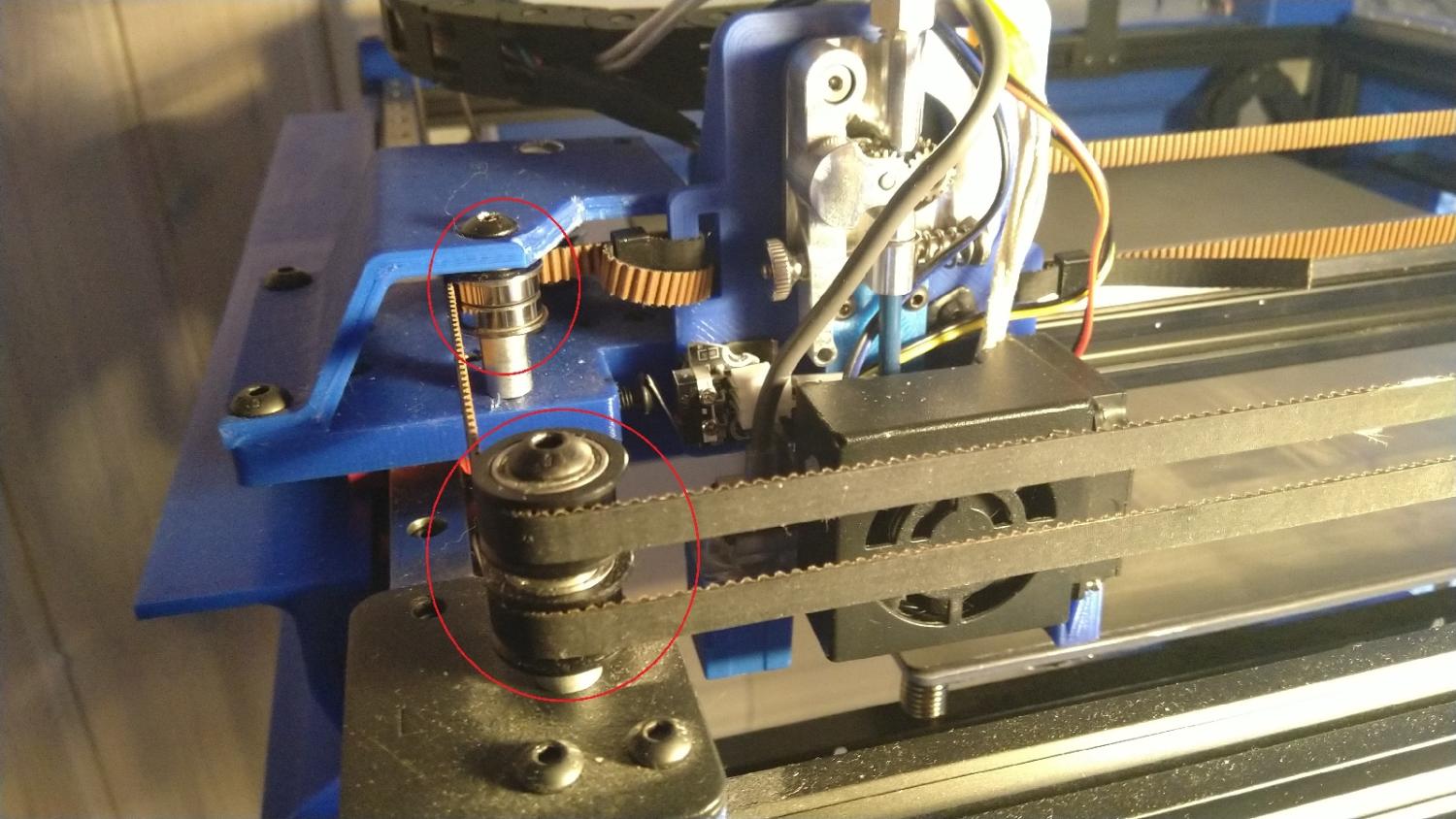
@FoNzY & @Cubo Grazie per l'interesse... 👍 La macchina è rigida, forse anche troppo (è doppiata ad ogni angolo con i supporti in alu + messa in squadra a Laser...), in più ho anche montato due "Mass-Damper" per eliminare il "Ghosting da accelerazione", che è effettivamente scomparso. (1) I motori hanno già il supporto in gomma (regolabile...), anche mettendo i motori più potenti (Nema 17 da 48mm) la situazione è restata identica. Cambiando amperaggio non cambia nulla. Per folle che possa sembrare se stampo a 105mm/sec il problema scompare... Cubo ha portato un bel post, ne parlo dopo. Cubo - I motori non perdono passi, sennò si vedrebbe sulla stampa (sfalsata). Come detto a Fonzy, la struttura è rigida, già di suo la Tronxy X5SA-Pro è meccanicamente ben fatta, io l'ho resa ancora più rigida. E poggia su supporti antivibrazione. Non cedo sia quello il problema perchè è la "ripetitività" di questo ghosting SOLO SULL'ASSE Y ad essere "strano"... Se fossero "solo" i motori lo farebbe anche su X, no? 🤔 Cmq sui motori la penso un pò differentemente perchè - sulla carta - un motore con più coppia (per di più a regimi minori) accelera con più regolarità di uno con coppia minore, ed in ogni caso prendendo in esame le frequenze dei motori e sovrapponendole ai 2mm (estremamente regolari) di questo Ghosting il conto non torna... Cambiando velocità di stampa, cambia la frequenza di oscillazione tra Max positivo e Max negativo, quindi a rigor di logica il "ciclo" del Ghosting dovrebbe diminuire più o meno direttamente all'aumento della velocità di stampa. Ed invece no... Rimane sempre uguale a 2mm. E' questo che mi stà facendo diventare matto... 🤔 Poi tutto d'un tratto, a 105mm/sec, scompare del tutto! Dalla foto non si capisce bene, ma quella parete verticale (quella con la scritta è la base) è assolutamente PERFETTA! Roba da non crederci. Altra cosa strana: questo difetto NON era presente sulla macchina standard, è apparso quando ho messo le guide lineari + la DUET 2 WiFi. E questo mi fà sorgere nuovi, e peggiori, dubbi... 🤨 Io continuo a propendere per qualche cosa legato alle cinghie, le guide esterne sono "lisce" quindi la cinghia scorre don i denti su di esse. Se i denti della cinghia sono consumati e/o irregolari (anche di pochissimo), mi pare ovvio che queste imperfezioni ricadranno come imperfezioni perfettamente cicliche a 2mm... E spiegherebbe anche il fatto che compaiono solo su Y in quanto i motori girano con rotazione inversa tra di loro (è una CoreXY). Ecco una foto delle pulegge incriminate (si vede anche l'infame estruder Microswiss All-Metal... 'rtacci sua!): (1) - Io chiamo "Ghosting da accelerazione" il Ghosting presnete quando la testina di stampa ha delle ripartenze o degli angoli secchi, esso è irregolare sia come "passo" che come "altezza" dell'imperfezione: è massima quando il motore riparte da vel 0, e via-via diminuisce fino a scomparire quando la testina di stampa raggiunge la velocità impostata.
-
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
Ho cambiato i motori, montato il Pancake ed il Direct-Drive (e l'All-Metal mi continua a far impazzire...), ma il ghosting continua a rompermi i maroni! Ho provato di tutto: abbassare la tensione motori, ad alzarla, tirare le cinghie, mollare le cinghie, ri-pulire e ri-smontare guide e carrelli... NIENTE!!! La cosa strana è che il "ghosting da accelerazioni" sono riuscito ad eliminarlo, MA MI RIMANE UN "GHOSTING" REGOLARE CON PASSO 2mm, guarda caso come il passo delle cinghie... Ed io giù a mollare e tirare le cinghie! Ma niente... Finchè... A questo punto non ci capisco più nulla! E' l'esatto contrario che la logica imporrebbe! Metto una foto sennò non mi credete... Altra foro...
-
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
Li ho messi a 1250mA, se aumento cominciano a ronzare... Cmq non ha apportato miglioramenti significativi, i motori sono sempre stati "glaciali", non so perchè, anche quando stampo a 90mm/sec. Su ognuno di essi ci sono 2 heatsinks ma obiettivamente li ho messi solo perchè li avevo nel cassetto... Abbassare il microstep, cosa che non sapevo si potesse fare (grazie dell'info!), rende i motori rumorosissimi: non ho neanche provato a finire un test. Alla fine ho comprato un paio di steppers da 48mm (i 60mm mi sembravano esagerati) che erano in offerta (7,5€ l'uno) + un piccolo Pancake da 20mm per l'estrusore in Direct (il Bowden mi stà rendendo la chiusura della stampante davvero complicata). Appena arrivano i motori li monterò, per il direct farò la modifica quando ho tempo... Per ora la macchina è settata a 1000mm/sec come Accelerazione, 30mm/sec di Jerk e 300mm di vel. max, ed ho minimizzato parecchio, ma il dannato ghosting SOLO NEI PUNTI DI RIPARTENZA da velocità zero è sempre leggermente presente. Accidenti a lui! 🤬 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha risposto a Otto_969 nella discussione Hardware e componenti
Grazie della risposta! Potresti spiegarmi meglio cosa intendi con ridurre il microstepping? Io i motori originali li ho lasciati a 0,95A, se ricordo bene dovrebbero arrivare fino a 1,25A (o 2,5? Non ricordo...). In teoria a quanti Ampere dovrei metterli? 🤔 -
Vertical Fine Artifact -> Non è ghosting, non è cogging...
Otto_969 ha pubblicato una discussione in Hardware e componenti
Salve a tutti, dovrei fare un lavoro davvero enorme (320x310x370...) e lo devo fare obbligatoriamente in un pezzo perchè è il grezzo di uno stampo, non vi dico quanti giorni dovrei stare a stampare sennò mi sento male... Però... Io "tecnicamente" posso stampare tranquillamente il PETG a 100mm/sec, però... Però mi compare un bel ghosting da accelerazione SOLO in Y, cioè sono gli stepper che fanno più fatica a muovere tutto il braccio X, su cui c'è tutto l'estrusore, ventoline, sensori etc etc. Premetto che se scendo l'accelerazione a 1000 mm2 (e 10mm sec2x2 di jerk), tutto rientra nei limiti, però ci stà una vita! La macchina è una "ex" Tronxy X5SA-Pro con rails e scheda Duet 2 wifi (Reprap). Il ghosting è sicuramente indotto dai motori in accelerazione, la macchina è ok al 1000%. Domanda secca: se cambio gli stepper originali sTronxy (Tronxy stepper ), con altri più potenti ( Nema 17 42x42x48 ) risolverei qualcosa? In teoria maggiore la maggiore coppia dovrebbe aiutare... Ma poi la mia scheda reggerebbe? Altri possibili problemi? 🤔 -
Klipper, ne parliamo....?!?
Otto_969 ha risposto a Whitedavil nella discussione Software di slicing, firmware e GCode
Lo avevo già accennato sul vecchio post sul progetto di updating della mia (s)Tronxy X5SA-Pro, perchè a causa delle misure esterne (e della necessità di conservare le corse X e Y a 330mm) avevo un bel problema di "Ghosting" solo sull'asse Y. Problema dato dal fatto che il supporto Hot-End, ventoline e sensore era troppo flessibile (PETG), e durante le accelerazioni in Y provocava il Ghosting. Leggero, ma era sempre presente. Il principio del Mass-Damper è semplicissimo ed intuitivo: legare una massa semi-indipendente ad un asse per smorzarne le oscillazioni in base a tutti e tre i principi fondamentali della dinamica, in particolare al secondo (F=m*a) Nel mio caso l'ho sviluppato in due soluzioni diverse: 1) - delle piccole basi molleggiate da mettere sotto i piedini della stampante (stampati, ovviamente... Mentre le molle erano quelle delle valvole di un vecchio tosaerba il cui l'albero motore aveva deciso di farsi una passeggiata fuori dai carters... 2) - Montaggio di due piattine di acciaio armonico 300x50x1mm con alcuni magneti che fungono da massa smorzatrice e di cui si può cambiare facilmente posizione e peso. Ovviamente una per X e una per Y. Il principio è utilissimo in tantissime applicazioni: Mass-Damper effect Foto non ne ho perchè non sono a casa...