Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-

Klipper, ne parliamo....?!?
Otto_969 ha risposto a Whitedavil nella discussione Software di slicing, firmware e GCode
Prima di scegliere la Duet2 WiFi ho fatto alcune prove per verificare il (mio...) funzionamento. Premetto che lavoro con le CNC industriali e che i programmi per queste macchine sono di base estremamente "scarni", niente fronzoli o estetismi fini a se stessi. Marlin come base l'ho trovato molto simile alle vecchie programmazioni di macchine NC, per il mio modo di ragionare è assolutamente illogico e cervellotico (come il sistema binario...), però una volta assimilato come funziona effettivamente è facile da usare perchè davvero basico (proprio come il sistema binario). Secondo me, con un pò di volontà potrebbe essere implementato e customizzato di brutto ma... Ne riparlo alla fine... 😁 Klipper... Io il Raspberry non lo avevo, ma in compenso avevo una cifra di PC portatili anche molto prestanti a far polvere: ho usato un Intel i7 overcloccato a 4GHz e 16Gb di RAM (si lo so che molti pensano che i Notebook non si possano overcloccare) di qualche anno fà. I primi 3 giorni non c'ho capito veramente una mazza! Poi ho trovato un file preconfezionato per la mia macchina, e questo mi ha fatto capire la logica del sistema (che prima non avevo capito affatto). Assolutamente sorpreso di quanta RAM usi Klipper... IMHO il principale vantaggio di Klipper NON è l'Imput Shaping, ma l'uso del processore principale del PC (o Raspberry) infinitamente più potente di quello di una scheda commerciale. E quì si apre un mare: cosa effettivamente viene eseguito (e come) di un programma di 3D Printing e che cosa effettivamente utilizza come HW? Ripeto, è un mare! Una cosa sono le istruzioni date dallo Slicer (a seconda del FW usato), un'altra la velocità con cui la Main-Board legge queste istruzioni e le "traduce" in impulsi elettrici da inviare alla nostra stampante. Ovvio che se il FW ottiene gli stessi movimenti macchina con meno informazioni, risulta più veloce... Ma la differenza sarà di qualche secondo su lavori di diverse ore! niente di che... Invece usando un sistema sovradimensionato al posto di una, spesso pessima, Main-Board si avranno dei vantaggi davvero decisivi: il processore è infinitamente più veloce e può contare su latenze interne e di trasmissione ridicole rispetto ad una Main-Board commerciale. Ed ora l'ultimo anello della catena, quello generalmente più sottovalutato perchè dopo tutto "è la nostra creatura"!!! 😍 Purtroppo è quì che casca l'asino... La struttura delle nostre stampanti non è assolutamente all'altezza dei sistemi sopra elencati! Figuriamoci di Klipper... Il sistema a cinghie (pratico, poco costoso, facile ma manutenzionare) è assolutamente sottopotenziato rispetto alle accelerazioni possibili anche con una Main-Board standard a 8bit... Parliamoci chiaro: le stampanti "in vendita" raramente sopportano velocità superiori a 50mm/sec ed accelerazioni "vere" si appena 10 mm/sec2 senza pesanti peggioramenti di stampa. Gli steppers sonoa circuito "aperto" e quinsi senza alcun effettivo controllo su quello che fanno e soprattutto QUANDO LO FANNO! E questo è un altro vantaggio di Klipper: essendo la decodificazione dei dati molto più veloce, danno maggiore tempo ai motori per assolvere il lavoro richiesto senza sovrapposizioni di dati (lag meccanico dei motori). A questo si aggiunge il Lag "elastico" delle cinghie. E veniamo alla fatidica questione: Per me hai centrato il problema. Anzi dico di più, dietro il mirabolante anglofonismo "Imput-Shaping" si cela un semplice "tuning" (altro termine anglofono) dei motori... 🙄 Ma gli steppers commerciali sono di infima qualità, quindi che valore avrebbe? Ma giusto per calcare la mano ancora di più: quali differenze ci sarebbero tra un "Imput-Shaping" ed un'accelerazione settata manualmente in modo "progressivo"? A chi avesse messo in moto le meningi ricordo che l'Imput-shaping dopotutto è un algoritmo che tiene conto di alcuni parametri che nelle nostre macchine variano continuamente con l'uso e l'usura. Quindi tornando alla riga n°8 (ricordate?) finisco con una provocazione: che senso ha una stampante senza Rails, a cinghie, da 50€ di valore reale sparata a 100mm/sec (che cmq non raggiungerà mai)? A voi l'ardua sentenza... Io ho scelto Duet e RepRap. P.S. - A proposito, siccome la meccanica è il mio vero campo di azione e sapendo che qualsiasi cosa avessi fatto era impossibile annullare le oscillazioni e vibrazioni/ridondanze della stampante gli ho schiaffato 3 bei "Mass-Damper" sugli assi... A me la Ducati e Dell'Igna mi fà una se--! Anzi tre!!! 😡 -
Con cura 5.0 si può interrompere la stampa ad una altezza definita?
Otto_969 ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
In quel caso avrei capito al volo... 😁😁😁 -
Difett bordi stampa
Otto_969 ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
Non so che macchina hai, se é Bowden 2mm di retrazione é pochissimo, in Direct forse ci stà. Porta la larghezza linea almeno a 0,45 ( io la metto a 0,5mm). 20% di infill é poco, prova con almeno 30%. Ventola... Io ho un'idea MOOOOOLTO personale del suo utilizzo col PETG: dipende solo dalla grandezza del pezzo che stampi! Se stampi cose piccoline, il nozzle fá dei loops molto brevi, anche sotto 1 sec: quí devi tenere accesa la ventola perché si corre il rischio che quando il nozzle "ripassa" sopra uno stesso punto il materiale é ancora liquido e la temperatura del nozzle lo potrebbe sciogliere! Io in questo caso lo tengo al 33%. Se invece il pezzo da stampare é grande, prima che il nozzle "ripassi" su uno stesso punto passeranno diversi secondi, quindi non c'é rischio che il materiale si fonda e l'adesione dei layers é migliore. La ventola accesa dà piú rigidità, ma il pezzo flette meno e si rompe più facilmente. Ventola spenta dà più adesione dei layers, ma minore rigidità: il pezzo si piega molto di piú prima di spezzarsi. A volte non si rompe proprio (con infill al 100%)... -
Io comincerei a svuotare i cassonetti del riciclo bottiglie di plastica! Aggiungi 6€ di antigelo ed è fatta! 🤙
-
Con cura 5.0 si può interrompere la stampa ad una altezza definita?
Otto_969 ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Puoi infilarci anche girini, pesci gatto, siluri e altra fauna acquicola, occhio ai lucci che mordono... 😁 L'importante è che stai attento a non forzare il piatto di stampa, anche pressioni minime sul piatto provocano disallineamenti in Z, quindi delaminazione dei layers, quindi smadonnamenti vari. P.S. - Ho dovuto cercare il significato di "ranelle" si Wiki... 😒 -
Stampante o filamento ammalati!! vaiolo?
Otto_969 ha risposto a belcarlo nella discussione Problemi generici o di qualità di stampa
E' chiaramente lebbra... 😁 O forse sono le imperfezioni dell'Infill... In pratica fai il riempimento troppo velocemente e nelle sovrapposizioni delle linee, si creano delle piccole "creste" di materiale, finchè vai avanti con riempimento non le noti, ma poi quando passi a fare i layers superiori tutte queste piccole "creste" creano imperfezioni simili a quelle perchè il Nozzle ci sbatte sopra e asporta del materiale... E magari lo "ri-deposita" altrove... Abbassa la velocità di Infill, e dai più strati superiori, il minimo sarebbe 3 se hai la macchina perfettamente a punto, ma molto meglio almeno 4. P.S. - Vedo che hai il mio stesso Hot-End, mi raccomando: ad ogni cambio di Nozzle ricontrolla le distanze/blocchi a battuta di Nozzle e del quadratino riscaldante (o come accidenti si chiama...). -
Sostituire Sunlu -> filamenti "tecnici"? Vorrei il parere di chi li usa e ci lavora...
Otto_969 ha risposto a Otto_969 nella discussione Materiali di stampa
Tieni conto che io stampo quasi sempre oggetti al limite del piatto da 330mm, quindi l'Hot-End "viaggia" anche 20/30cm a vuoto per raggiungere l'altra estremità del pezzo (secondo necessità, ovviamente). Questo "travel" a vuoto crea le ragnatele, e cosa molto peggiore, anche qualche "blob" che in pratica è quel pò di filamento che esce dal Nozzle durante lo spostamento e che poi "sbatte" sulla prima parete che incontra... Se la superficie è interna allora viene inglobato (il blob...), se invece incontra una parete esterna la parete farà un antiestetico rigonfiamento e produrrà un'infinità di imprecazioni dal sottoscritto... Quando parlo di ragnatele, sono proprio "ragnatele", vanno via passandoci il dito sopra senza lasciare imperfezioni visibili al occhio nudo, ma mi rompe vederle! 😁 Però se fà le ragnatele, allora fà anche i "blobs" di cui sopra... E' per questo che cerco di evitarle. Ovviamente succede solo ed esclusivamente col PETG. Appena stampo qualcosa di grosso, faccio una foto per farti capire meglio 🤙 -
Con cura 5.0 si può interrompere la stampa ad una altezza definita?
Otto_969 ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Non sono sicurissimo di aver capito alla perfezione cosa intendi, ma io ho il tuo stesso problema e per esempio gli incastri li "provo" singolarmente "abbassando" l'oggetto al di sotto del piano di stampa... In pratica tutto quello che NON mi serve è SOTTO il piano di stampa (e quindi non verrà stampato), mentre lascio la parte che voglio stampare SOPRA il piano di stampa. Cura stamperà solo la parte sopra ed ignorerà la parte sotto il piano di stampa. Se con questo metodo non soddisfa le tue esigenze puoi sempre ricorrere: Estensioni -> Post-Elaborazione -> Modifica G-Codes -> Aggiungi uno script -> Insert at Layer Change -> e quì metti un G-Code che ti fermi la stampa, o quello che più ti aggrada... Oppure: Estensioni -> Post-Elaborazione -> Modifica G-Codes -> Aggiungi uno script ->Pause at Height -> e metti in pausa la macchina specificando anche dove la testina andrà a "parcheggiarsi"... Questa funzione è simpatica perchè permette di inserire due G-Codes che si attiveranno rispettivamente prima e dopo la pausa. Di più non so. 😁 P.S. - Mi sono appena accorto di essere fermo alla 4.11.0!!! 😱😱😱 -
Cosa potrei fare per migliorare ancora di più la stampa?
Otto_969 ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Non conosco la tua macchina però... Porta la larghezza linea a 0,45 o direttamente a 0,5mm così è più facile conteggiare le pareti. Larghezza iniziale 115-125% (io la metto a 125% -> 0,4+25%=0,5mm). Flusso iniziale 110-115% dipende dalla macchina/filamento. Mancano i dati retrazione. Per i flussi devi fare tutte le prove "classiche" per stabilire la corretta percentuale tramite gli steps/mm... Hai fatto questi tests? -
Stima dei tempi di stampa e filamento
Otto_969 ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
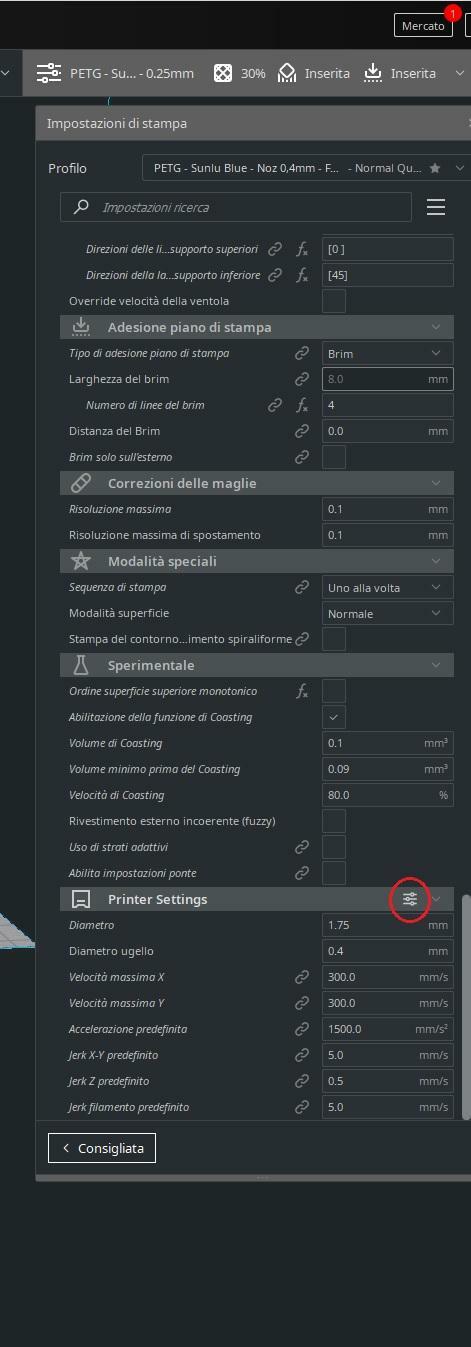
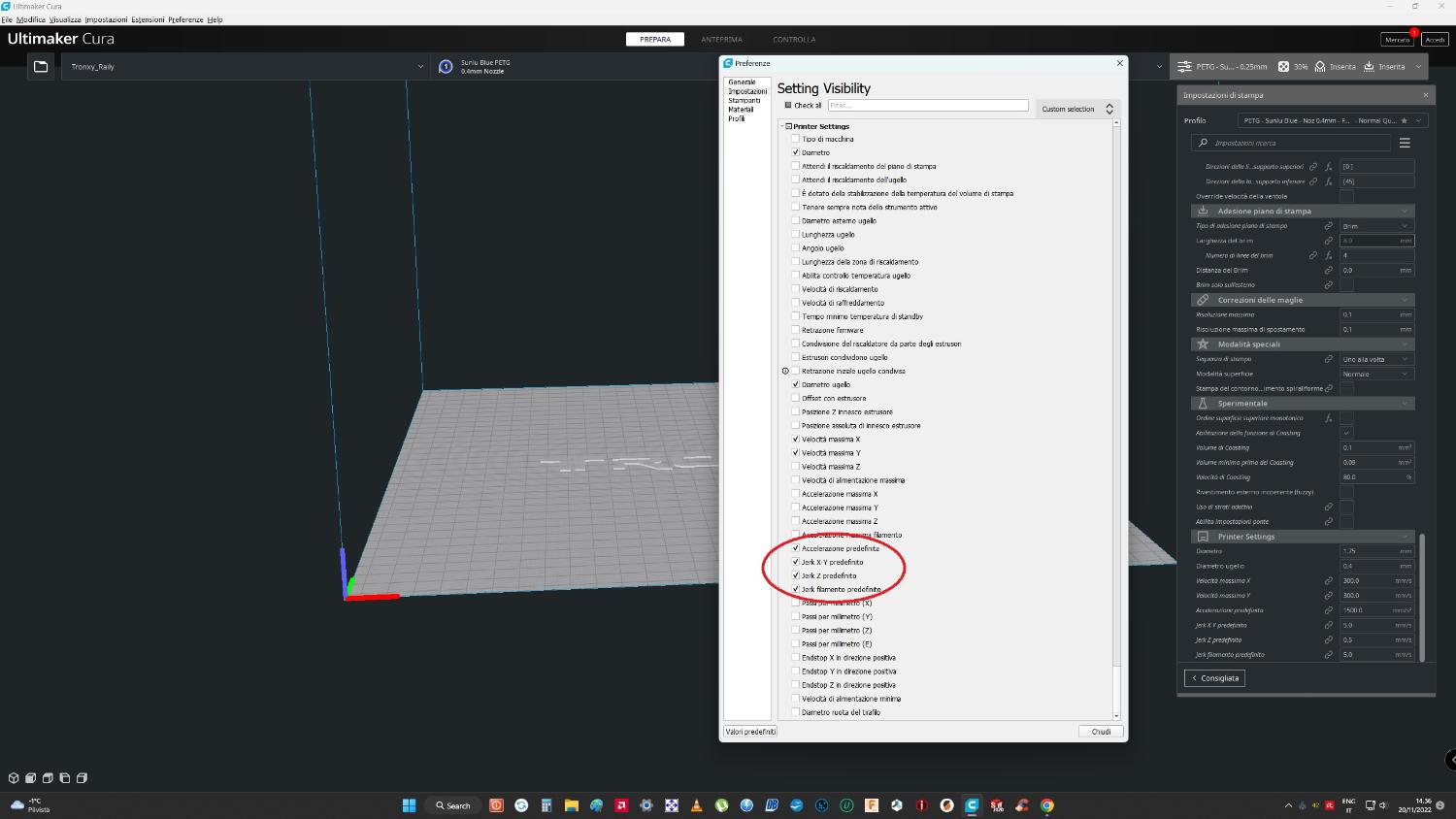
Sei ancora nella sezione sbagliata... Devi andare: Impostazioni di Stampa (dove inserisci tutti i parametri di stampa) -> Scorri tutto verso il basso e troverai Printer Settings -> Accanto alla "spunta" per aprire o chiudere il menù a tendina c'è un simbolo tipo quello di un equalizzatore (fig 1): cliccaci sù -> Si aprirà il munù delle "visibilità delle opzioni" -> Scorri tutto verso il basso e troverai "Printer Settings" (fig. 2). Non esagerare con i valori...
-
Stringing col PETG: veramente meglio il direct drive del bowden?
Otto_969 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Avevo una Tronxy X5SA-Pro che da standard andava già bene, poi visto che faccio sempre cose molto grandi, al limite del piatto, ho deciso di mettere i rails e cambiare elettronica montando una Duet2 WiFi ed il suo TFT da 7". Poi Hot-End All Metal + Double Gear all metal Estruder entrambi di MicroSwiss. Devo dire che se non vado oltre gli 80mm/sec è solo per l'Hot-End che non me lo permette... La ciofeca standard cinese da 2€ era , sotto questo punto di vista, meglio del MicroSwiss. Però il cinese non mi faceva andare oltre i 250°C, l'All Metal vado vicino ai 300. Cmq la macchina è questa: Wild Tronxy. Tengo a precisare che l'obiettivo delle modifiche NON era andare più veloce, ma stampare meglio a velocità di 70/80 mm/sec su volumi e superfici molto ampi, specie le pareti verticali che ora vengono perfette! Altra precisazione importante: l'importanza del peso estrusore/Hot-End è proporzionale alla grandezza delle stampe... Cioè, se si fanno stampe da 4/5 cm la differenza può essere trascurabile, ma se si fanno stampe da oltre 300mm il gruppo Estrusore/Hot-End raggiungerà VERAMENTE gli 80-90mm/sec ed al primo angolo acuto la stampante beccherà un contraccolpo micidiale che che cinghie - per quanto ben tese - non potranno limitare e si avranno due difetti classici: la "bombatura" dell'angolo ed il successivo "Waving" della parete. 😒 Su stampe piccole anche impostando le Vel. a 300, non si raggiungeranno mai, così come le accelerazioni saranno per forza di cose ridotte... Quindi il Direct potrebbe avere meno problemi di vibrazioni e soprattutto "risonanze". -
Stima dei tempi di stampa e filamento
Otto_969 ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
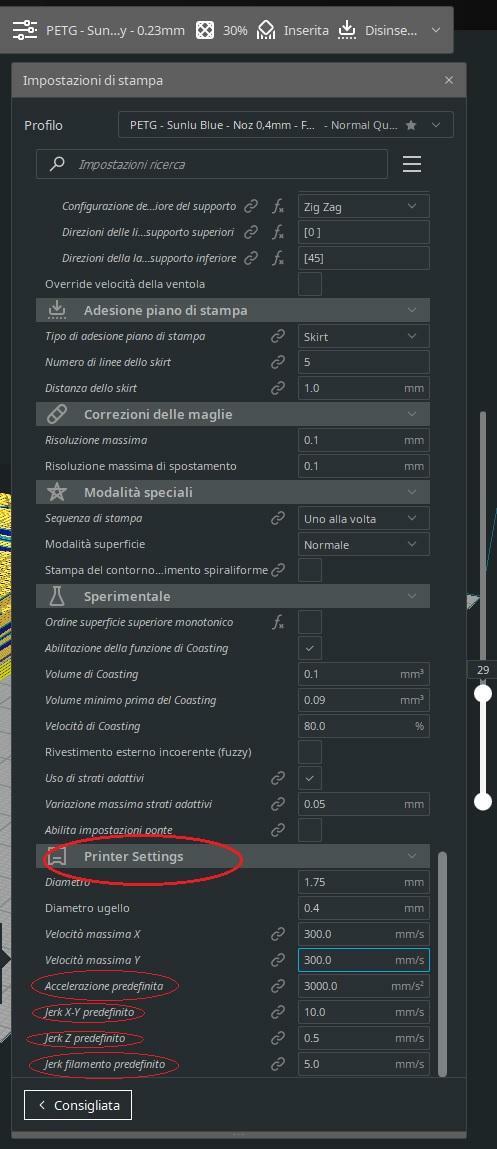
Io ho una Tronxy, anzi avevo una Tronxy visto che ora ha i rail e scheda Duet2 WiFi quindi della tua macchina non so niente, però credo che tu sia nella sezione sbagliata perchè tu sei nelle "impostazioni macchina" generali a cui si accede dal menù a tendina in alto a destra. invece devi andare nel pannello mobile dei "Printer Setting" dove si mettono tutti i dati di stampa (layers, infill, pareti, etc etc...) Se quelle righe non ti appaiono ancora, allora devi andare in alto a destra "Mercato", e scaricare/installare il "Printer Setting Plug-in"... Dopo averlo fatto, ti dovrebbe apparire qualcosa del genere:
-
Stima dei tempi di stampa e filamento
Otto_969 ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
Si, sono corretti... A me impostando le accelerazioni e jerks dalla sezione "Velocità" mi dava sempre valori assolutamente sbagliati, tipo 40-50% in più. Da quando ho settato i valori "accelerazione predefinita", "jerk X-Y predefinita", "jerk Z predefinito" e "jerk filamento predefinito" dalla sezione "Printer Settings" su stampe di 5-6 ore, mi sbaglia il calcolo di +/- 2-3min... Direi che è ok. Considera cmq che le accelerazioni "reali" della macchina sono sempre un 3-5% inferiori al quelle stabilite dal software a causa del "lag" tra un movimento avanti ed il successivo indietro (o viceversa). -
Stringing col PETG: veramente meglio il direct drive del bowden?
Otto_969 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Una vita senza dubbi sarebbe mortalmente noiosa... Io giusto per essere sicuro ho fatto la prova con un supporto auto-costruito ed un motore "mini", ed i risultati sono stati del tutto interlocutori... Il "Direct" stampa meglio il PETG? Per me no... Però ho stampatp così tanto PETG che ormai ho un setting molto buono che non cambio quasi mai. Anche in "Direct" il PETG lascia sempre delle ragnatele, parlo proprio di "ragnatele" non fili... Penso che non sia possibile eliminarle del tutto, sia in Direct che in Bowden. Non uso TPU, quindi non posso dire niente a riguardo. Contrariamente a tutti ho trovato il "Direct" più preciso del Bowden nella stampa dell'ABS ma non sono sicuro del perchè (forse perchè l'ABS lo stampo un pò più lentamente del PETG?). Di certo il Direct rallenta, e di molto, la stampa... Io vado quasi sempre oltre gli 80mm/sec e col Direct è semplicemente impossibile, costo lo smantellamento della stampante stessa. Per stampanti "economiche" cartesiane che stampano a 40/50mm/sec forse non è un problema perchè l'accrocchio si muove solo sull'asse X. Nelle stampanti CoreXY il direct prende un bel pò di spazio in più del Bowden. Forse non è un grosso problema per molti, ma per me lo è. Alla fine per quello che faccio io, preferisco il Bowden. Anche per minore complessità meccanica. -
Stima dei tempi di stampa e filamento
Otto_969 ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
Si e no... Si perchè devi effettivamente cambiare i valori di jerk ed accelerazioni, no perchè lo devi fare dalla sezione "Printer Settings sotto la voce "accelerazione predefinita", "jerk X-Y predefinita", "jerk Z predefinito" e "jerk filamento predefinito" e non dalla sezione "Velocità" ("abilita controllo jerk, velocità e così via...). -
Sostituire Sunlu -> filamenti "tecnici"? Vorrei il parere di chi li usa e ci lavora...
Otto_969 ha risposto a Otto_969 nella discussione Materiali di stampa
Io stranamente ho trovato l'ABS molto facile da stampare, vero che non ho stampato pezzi molto grandi e quindi poco affetti da warping, ma mi son trovato davvero bene senza le classiche "ragnatele" del PETG. Non lo uso spesso solo perchè puzza (è lo stirene, ma a quelle temperature di lavoro non "dovrebbe" essere nocivo, parola di un mio amico che fà il chimico di professione...) e devo tenere la stampante in casa perchè nella "caverna" c'è già la CNC e la moto da Enduro... Cmq l'ASA vorrei provarlo, giusto per compararlo al PETG e ABS... 😎 -
Sostituire Sunlu -> filamenti "tecnici"? Vorrei il parere di chi li usa e ci lavora...
Otto_969 ha risposto a Otto_969 nella discussione Materiali di stampa
Quando ho letto 8,5€/Kg quasi mi ribaltavo dalla sedia... 😅 Ma purtroppo quel prezzo è per la bobina da 300gr... 🙄 Il prezzo è 18,67€/Kg che è meglio del Sunlu/Jayo attuale ma lontanissimo dagli 11-12€/Kg degli ultimi acquisti su Ali. Cmq a proposito, hai scritto che usi l'ASA: che differenze hai trovato tra PETG ed ASA? Io sono sempre alla ricerca del "materiale perfetto" per i miei lavori dove devo sempre carteggiare, incollare, stuccare, montare e rimontare in continuazione pezzi spesso al limite del piatto da 330x330 (facendo prove su prove, quindi, "sprecando" moltissimo materiale...) 🤔 -
Sostituire Sunlu -> filamenti "tecnici"? Vorrei il parere di chi li usa e ci lavora...
Otto_969 ha pubblicato una discussione in Materiali di stampa
Salve a tutti! Non ho ancora smaltito l'inkazzatura della spedizione da parte di Sunlu di 6Kg di PETG (Sunlu "Light Blue") ed ho diversi progetti da realizzare, alcuni anche molto grandi e devo prendere una decisione in tempi brevi. Aliexpress per me è morto, non ci comprerò mai più. Dalla "morte" del sito Enotepad, dal quale ho comprato carrettate di materiale, mi trovo in difficoltà a reperire del materiale (principalmente PETG) a prezzi decenti. Compravo l'Enotepad (quasi sempre arrivava nella scatola Sunlu...) a circa 11€/Kg... Poi, morta Enotepad, sono passato al sito ufficiale Sunlu dove compravo a circa 12-13€/Kg... Ora sul sito Sunlu incredibilmente il PETG per l'Europa è scomparso da tempo e non se ne parla di trovarlo su altri siti a meno di 20€/Kg... Il nuovo clone Sunlu "Jayo" costa quanto il Sunlu... Il PETG Amazon Prime è pure più caro: intorno ai 22€/Kg! Il E' abbastanza chiaro che Sunlu è con l'acqua alla gola, almeno in Europa. Vorrei trovare un PETG affidabile! Vedo un'infinità di filamenti "tecnici" a costi esorbitanti, ma ne vale veramente la pena? 🤔 Io nella mia immensa ignoranza sono arrivato alla conclusione che - bene o male - il filamento di una ditta non cambia mai. Con Sunlu/Enotepad/Jayo ormai non cambiavo più regolazioni, temperature, retrazioni... Niente! 😁 Avevo il mio setting ed ho stampato decine di Kgs di PETG senza cambiare nulla tra un verde ed un blu, passando per un giallo o rosso... Ho solo 2 programmi per tutto il PETG: uno per velocità di stampa alte (> di 80mm/sec), ed uno per stampe molto precise a velocità inferiori (50mm/sec parete esterna, 60mm/sec tutte le altre). Ma fra i due programmi in pratica variano solo le velocità e la temperatura Nozzle (più alta per le alte velocità). C'è qualcuno di voi che usa qualcuno di questi benedetti filamenti "tecnici"? Avete davvero provato differenze reali rispetto ai "commerciali"? -
Ovviamente è importante, cmq li ho mandati beatamente aff... A quel paese! Non comprerò mai più da Sunlu Ali. Appena ho tempo vorrei aprire un thread sui materiali "professionali" e vorrei la Vs consulenza perchè non so se ne vale la pena (visto quello che costano). 👍🤙
-
Questo "blue" corretto... Ormai è certo che mi hanno rifilato delle rimanenze di magazzino di chissà quanti anni fà! 🤬🤬🤬
-
Ho sempre preso tutto da siti "ufficiali", specialmente di Enotepad (ormai scomparso...), e praticamente sempre arrivava merce marchiata "Sunlu" (circa 70/80%) o in scatole identiche alle Sunlu marroni, ma senza alcuna dicitura ma le "istruzioni" dietro la scatola erano identiche a quelle sulle scatole Sunlu... Solo una volta mi è arrivato del PETG arancione nelle scatole originali "Enotepad", nella foto è insieme alla schifessa "light blue" nell'altrettanto orrida scatola bianco/verdino... Vecchie discussioni: https://www.stampa3d-forum.it/forums/topic/13544-enotepad-pla-pla-petg/page/3/#comment-106730
-
Cura va in crash per creare l'anteprima
Otto_969 ha risposto a Squarcio nella discussione Software di slicing, firmware e GCode
No, no... Lascia stare. Specialmente da quando c'è la scusa del COVID è proprio impossibile: si spende il triplo e si prende merce ormai "vecchia". Anche un Ryzen "3" ben pompato con 16Gb è più che sufficiente. Prendere una macchina solo per Cura è proprio un controsenso. Io faccio rendering e quindi mi serviva un multiprocessore di livello per Solidwork, ma devo dire che il vecchio Intel Xeon 5090 (del 2007...) sparato a 5GHz per molte cose era pure meglio del "potentissimo" Ryzen 5950X a 4,9GHz. -
@Whitedavil Ne avevo preso 12Kg in diversi colori, 6 Blue + 2 Green + 2 Rosso + 2 White, a 11,3€/Kg. Mi potresti dare il sn? Ho visto che i 2Kg di PETG Bianco è arrivato nella scatola "normale" è 0607104282Z, quindi teoricamente sarebbe più vecchio?... Mentre l'ultimo PETG Blue (acquistato diversi mesi fà) è 097410210Z. Il "Light Blue" è 0747105271A. Un PLA sempre Blue di un annetto fà è 0818012062Z... Sai come funzionano i codici Sunlu? Certamente nel numero ci deve essere anche l'identificativo del colore e materiale... Ma i conti non tornano. Idee? 🙄 @Aniopali Come già detto l'ho preso dalla Francia, cmq in ogni caso non abito (per fortuna) più in Italia (itaglia?) da tanto tempo... E la mia transaminasi ringrazia! No scherzo, però questa discussione sui filamenti "professionali" è da tanto tempo che vorrei aprirla perchè ho effettivamente dei dubbi e vorrei levarmeli una volta e per sempre. Appena ho tempo aprirò una discussione a proposito e ti lancerò un "invito" a partecipare. 😁 @FoNzY 'stardi! Cmq mai arrivato del materiale Sunlu in un'orrida scatola Bianco/verdino? 🤨
-
Quello che hai scritto è stata la prima cosa che ho pensato, però la spedizione è arrivata dalla Francia, non compro filamenti "direttamente" dalla Cina e sai già perchè... 🤕 Cmq la cosa strana è questa tonalità di blu: ma voi l'avevate mai visto il PETG di Sunlu in questo strano "blu chiaro"??? Dalle foto non si può capire bene, ma la differenza è proprio grande, somiglia molto al "blu chiaro" di Amazon... Io non lo avevo mai visto...
-
Salve a tutti! Qualche tempo fà ho acquistato un pò di PETG da Aliexpress, e sin da subito le cose sono andate storte in quanto mancava la cosa più importante: i 6Kg di PETG "Blue". Premetto che avrò stampato minimo 20Kg di questo materiale, l'80% di quello che stampo è in questo Blue. Dopo un pò di peripezie mi spediscono i restanti 6 Kg di PETG Blue e guardate cosa mi è arrivato... E' un Blue completamente diverso! Sembra più un turchese che un blu... Pure il codice è diverso, il classico Blue di Sunlu è 103081, mentre questo è 203081, dulcis in fundo anche la scatola è completamente diversa: anzichè la classica in marrone "recycled" style, il PETG è arrivato in un'orrida scatola verdino/bianca 🤢 Ora la domanda che mi frulla in testa è: questo "turchese" è davvero il "nuovo Blue" di Sunlu, oppure mi hanno appioppato 6 Kg di "vecchio Blue" di qualche decennio fà? 🙄🙄🙄 Di certo mi girano, e parecchio... E dire che l'ho preso dal sito "ufficiale" di Sunlu! 😒