UPCDM
-
Numero contenuti
100 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di UPCDM
-
quindi passo a cura, e per avere una stampa accettabile minimo devono passare altri 4 mesi😝, sai cosa cura lo vedo un pò troppo dispersivo, ma se sono arrivato fino a questo punto non vedo altre vie d'uscita. mi date una mano voi vero? adesso è sotto a stampare con quel valore impostato a 0 vediamo cosa nè viene fuori, dopo spengo la stampante altrimenti mi cacciano dal condominio😎
-
adesso faccio partire una stampa con quel valore impostato su "0" già provato, ma riproviamo, tanto sono quasi 3 mesi che ci perdo la testa. sembra quasi diventata un ossessione. cosa devo impostare alla misura doppia del mio ugello? e scusa se ti chiedo cosa intendi per slicer offline? stampa da sd? avevo provato cura ultimaker, le stampe venivano peggio di queste e non ti parlo della retraction ma di tutto facevano proprio schifo ma nel vero senso della parola.
-
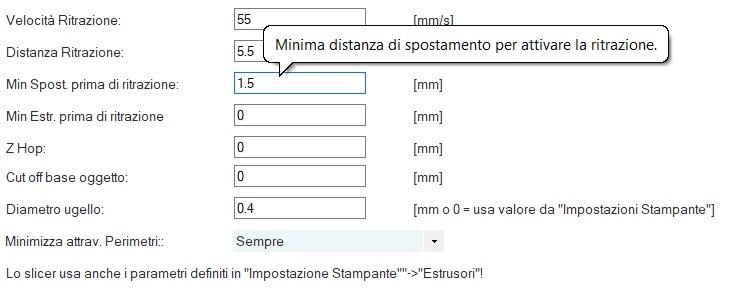
pensi che non ho provato? estrae cosi tante volte da bloccare l'estrusore! si comunque è la distanza minima per effettuare la retrazione

-
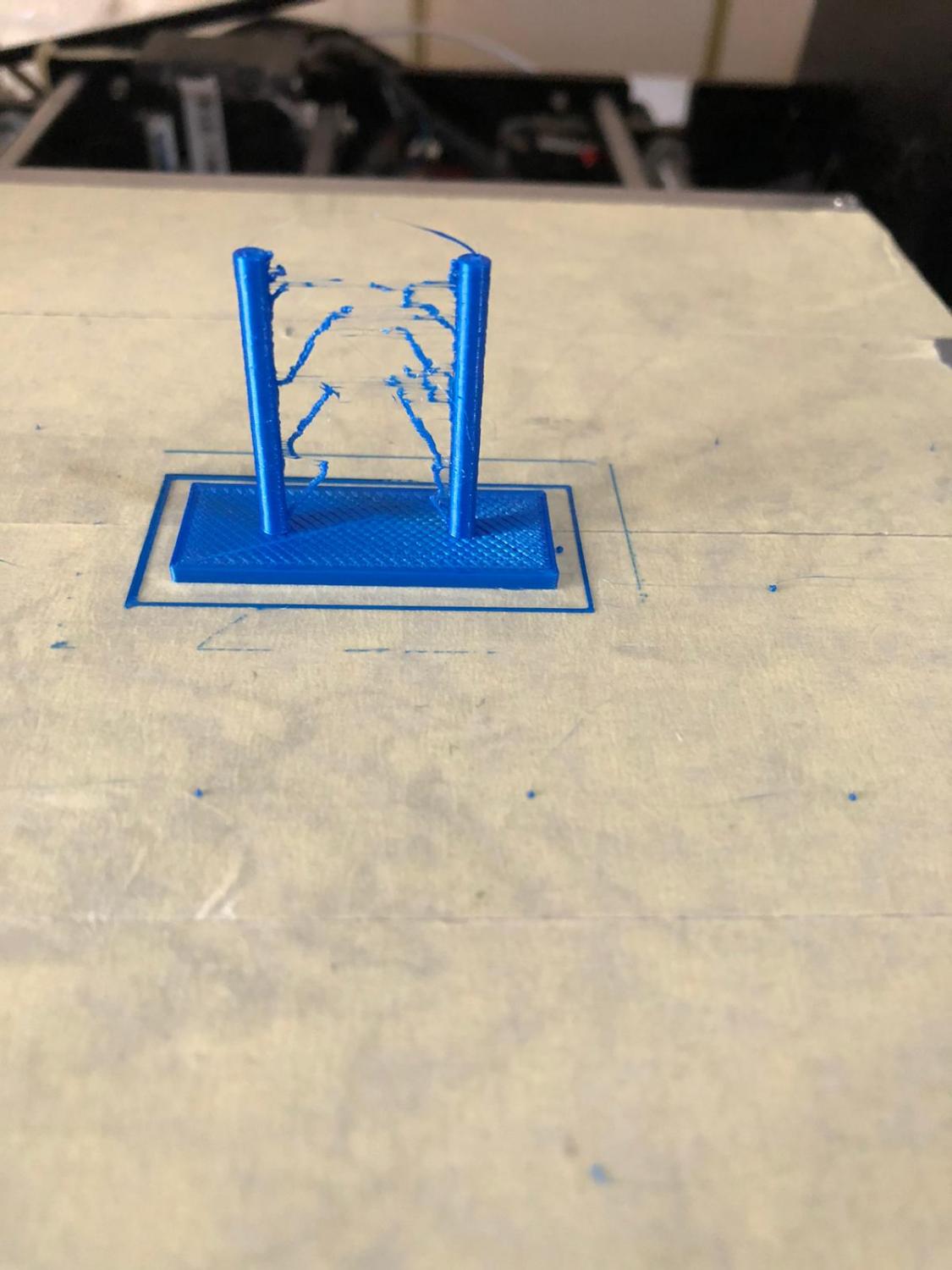
allora la stampa di centro è 55 di retrazione e 60mm/s velocità di stampa, in allegato le immagini di repeiterhost altro che bestemmie, poi io sono uno di quelli elementi che non si dà pace... quindi ti lascio immaginare.😶 illuminatemi...
-
ok perfetto, non appena termina la stampa faccio uno e l'altro🤪
-
come faccio?
-
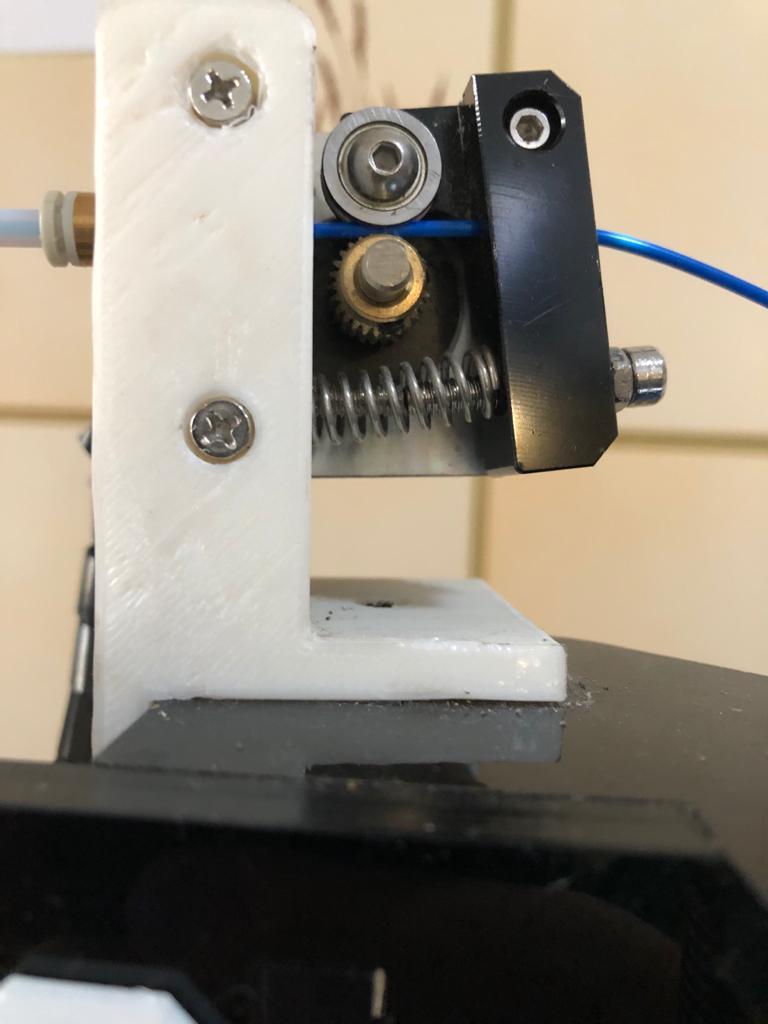
nell'ultima foto è ancora 50mms ritrazione con 50mm velocità di stampa, adesso è in stampa con 55 /60. ecco la foto dell'estrusore
-
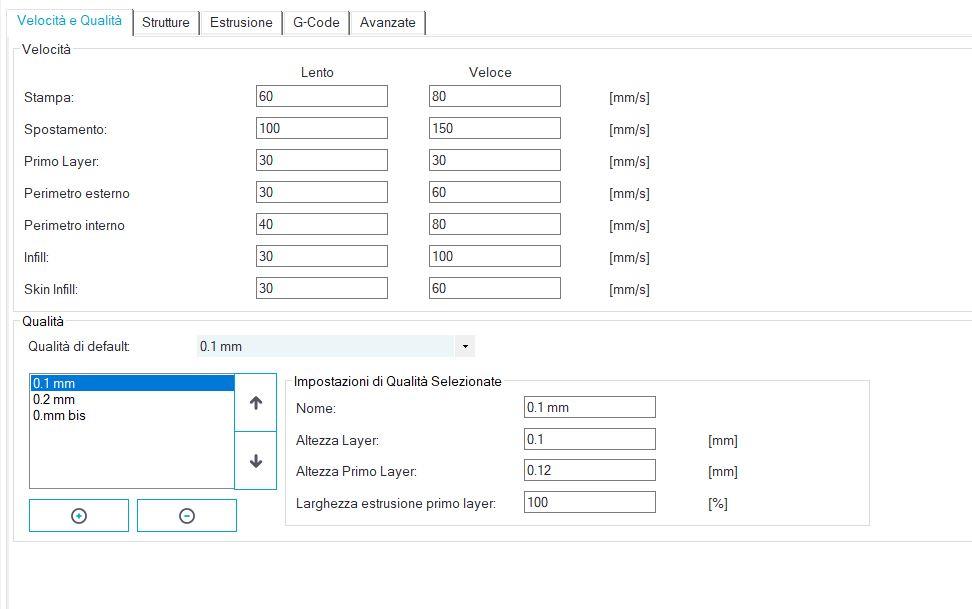
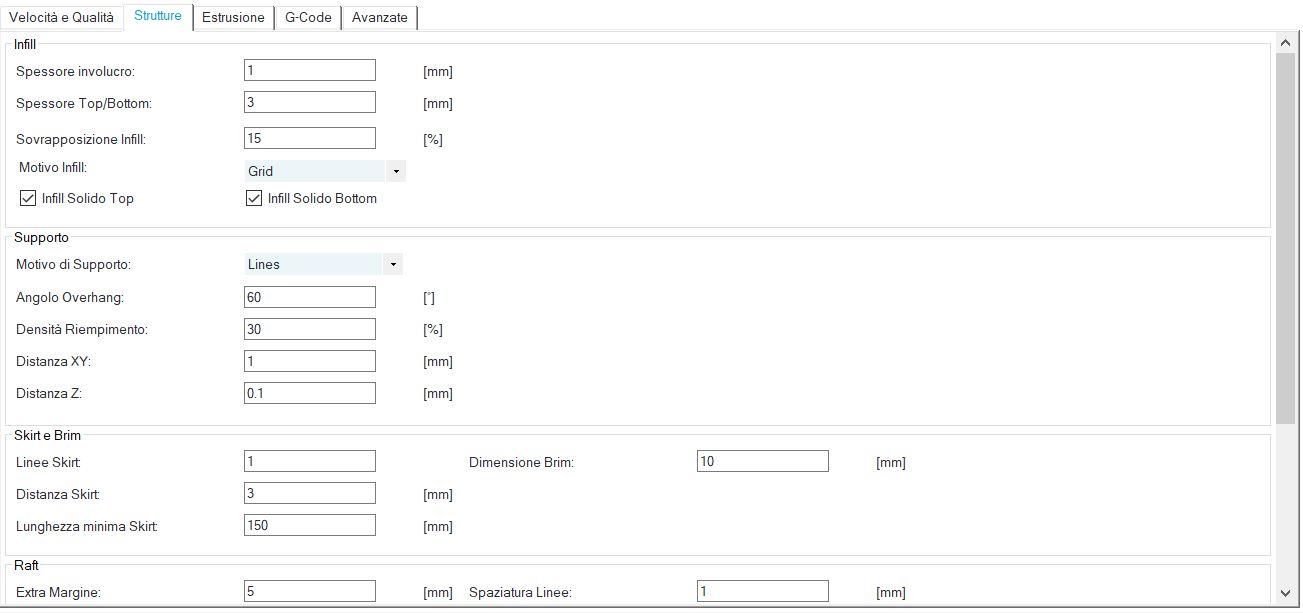
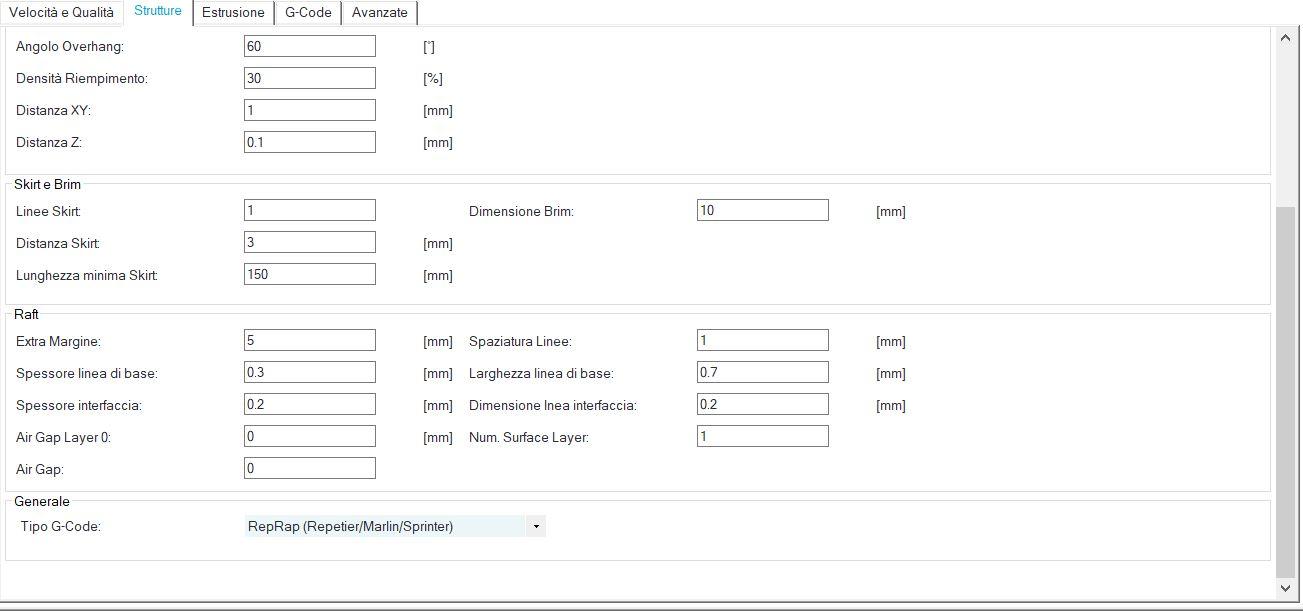
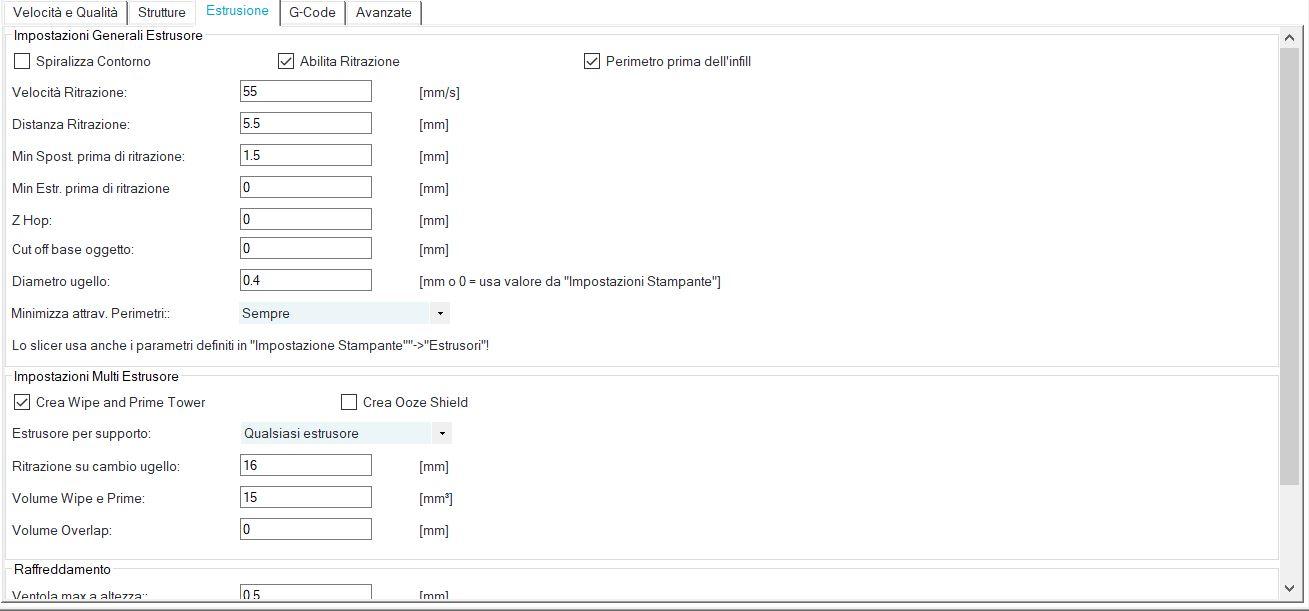
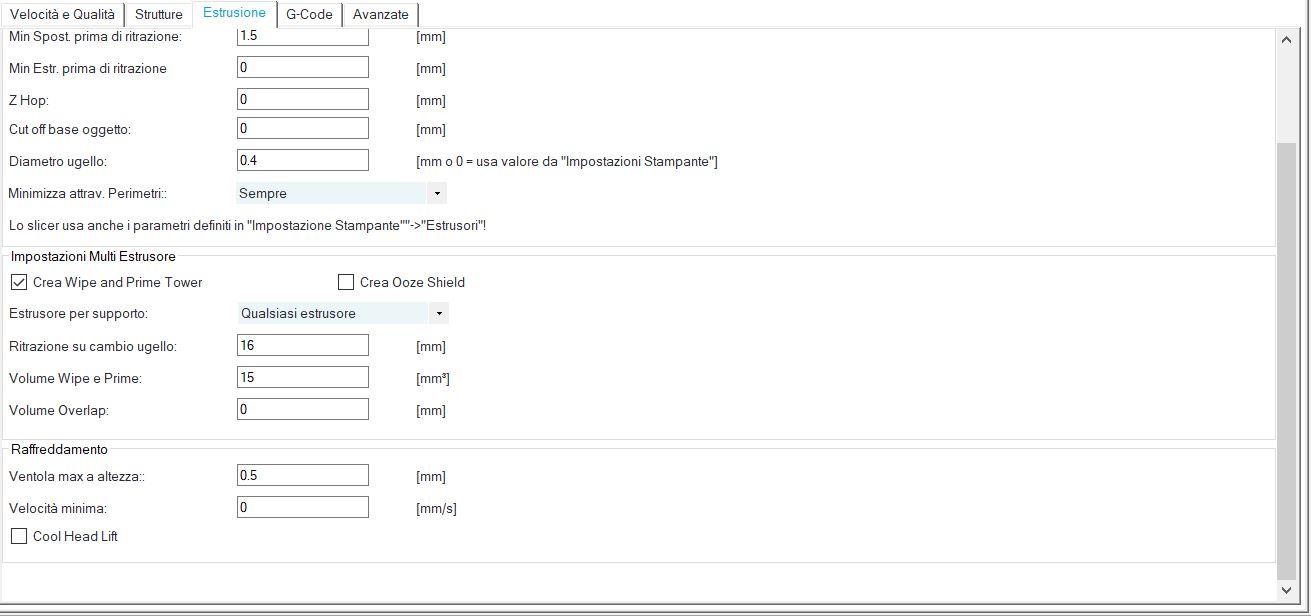
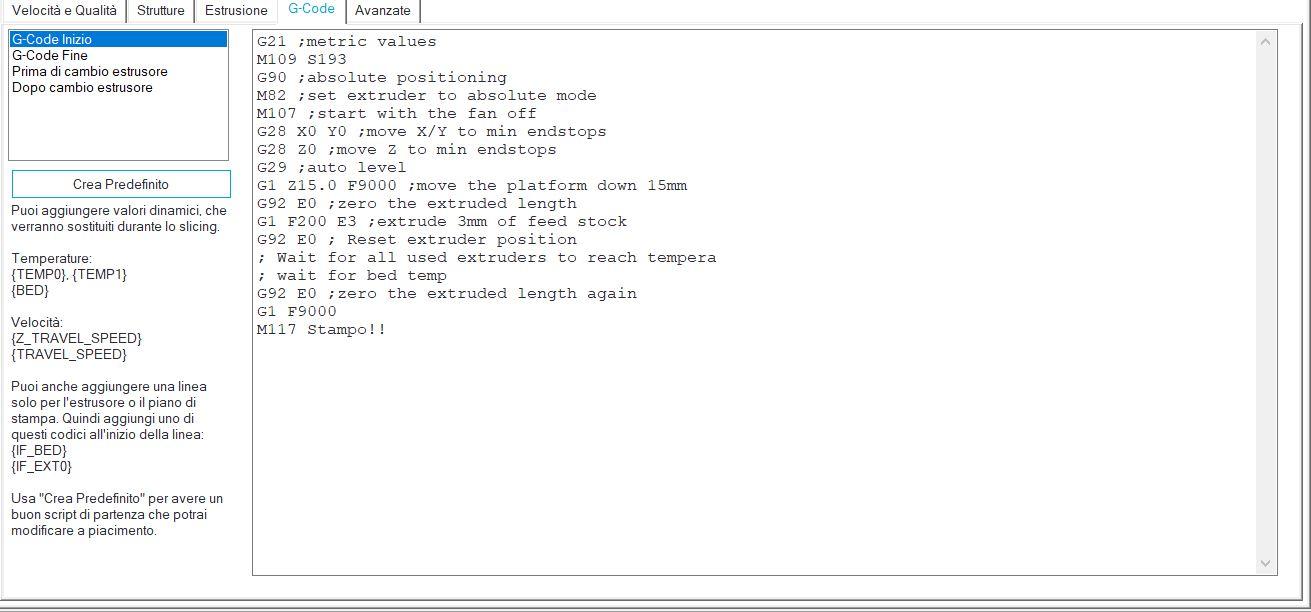
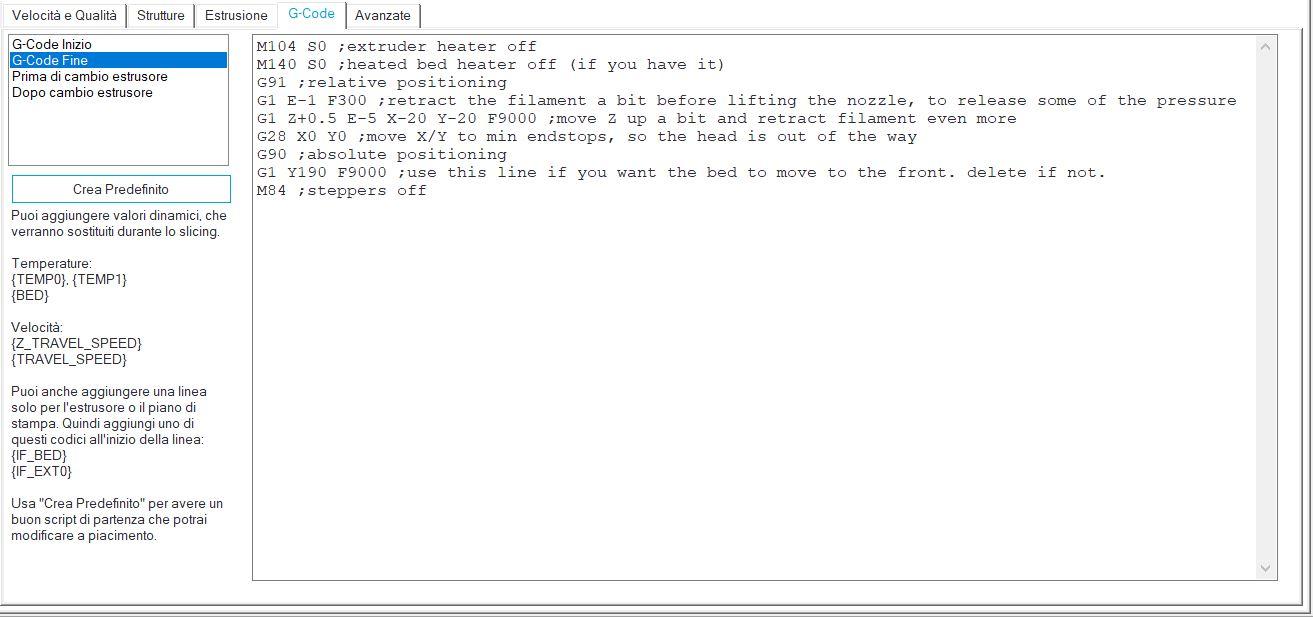
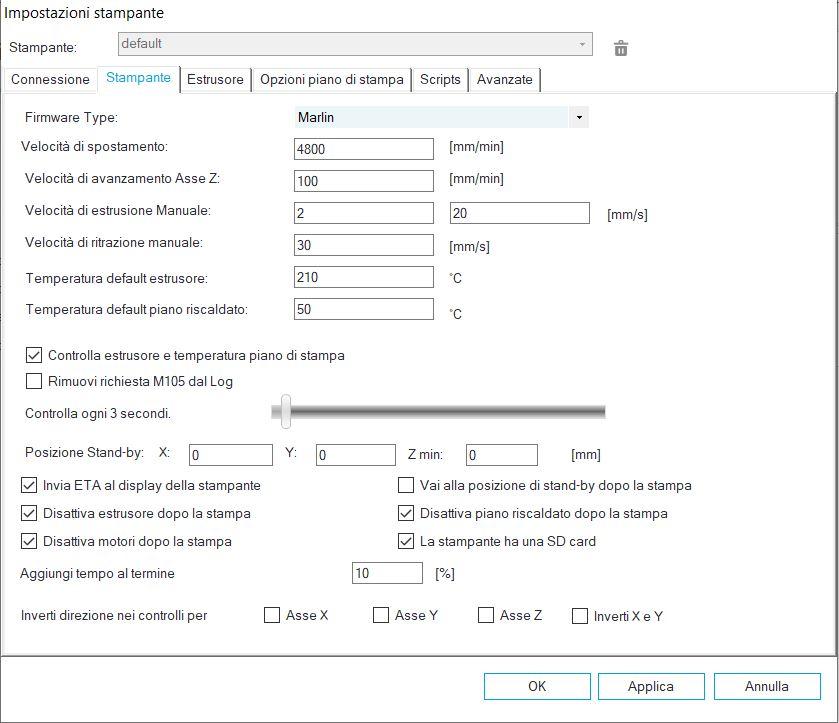
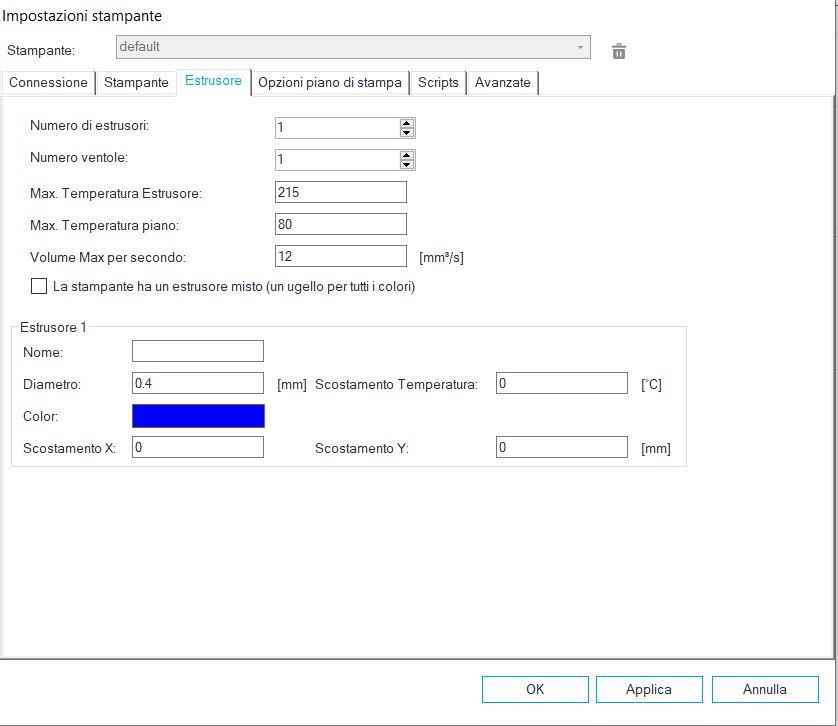
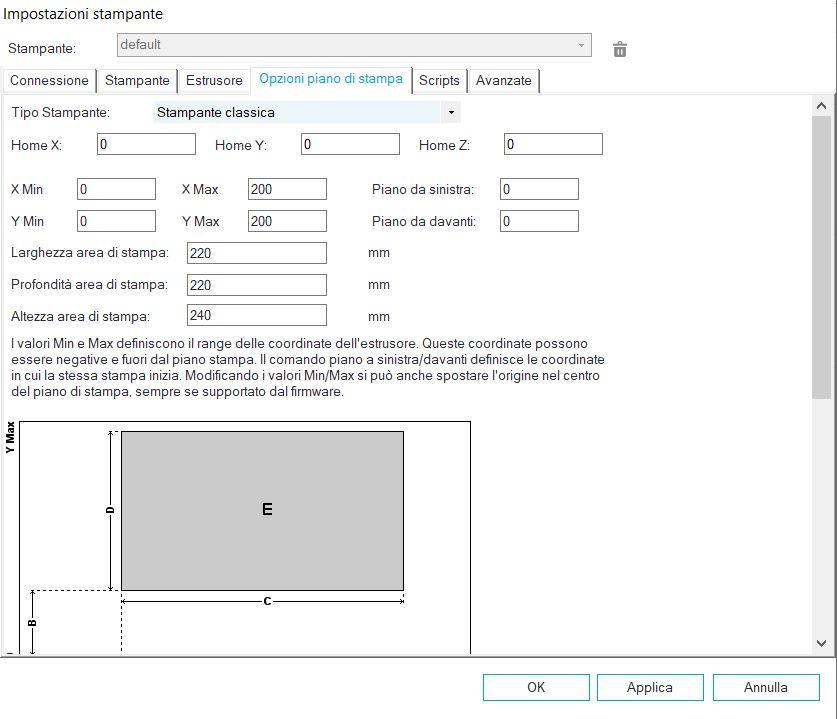
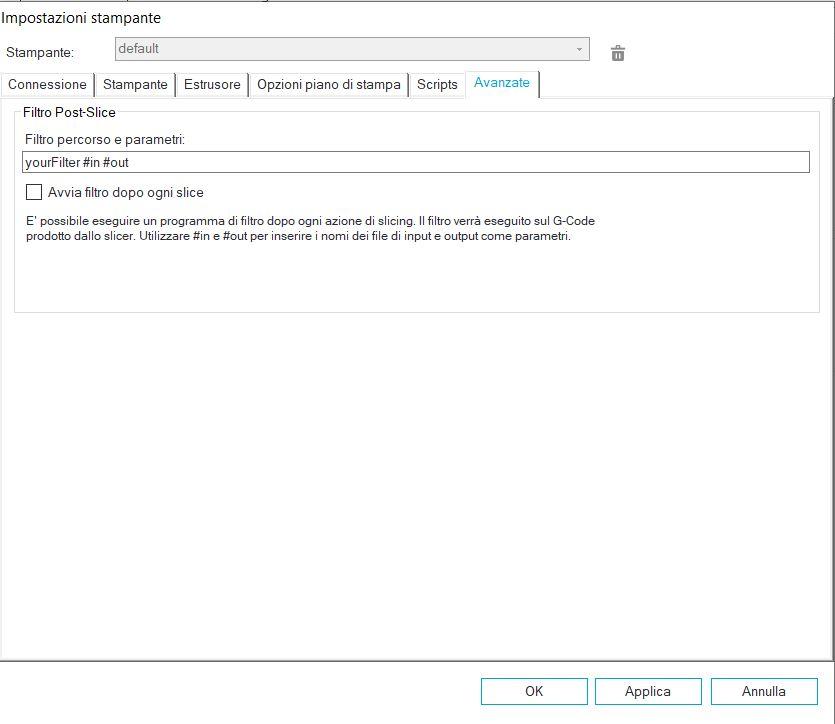
questo è il risultato a 0.2 utilizzo repeiterhost come slicer ti ho postato il file di config, se può esserti utile in gcode ho questo: G21 ;metric values M109 S193 G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G29 ;auto level G1 Z15.0 F9000 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ; Reset extruder position ; Wait for all used extruders to reach tempera ; wait for bed temp G92 E0 ;zero the extruded length again G1 F9000 M117 Stampo!! joker.rcp
-
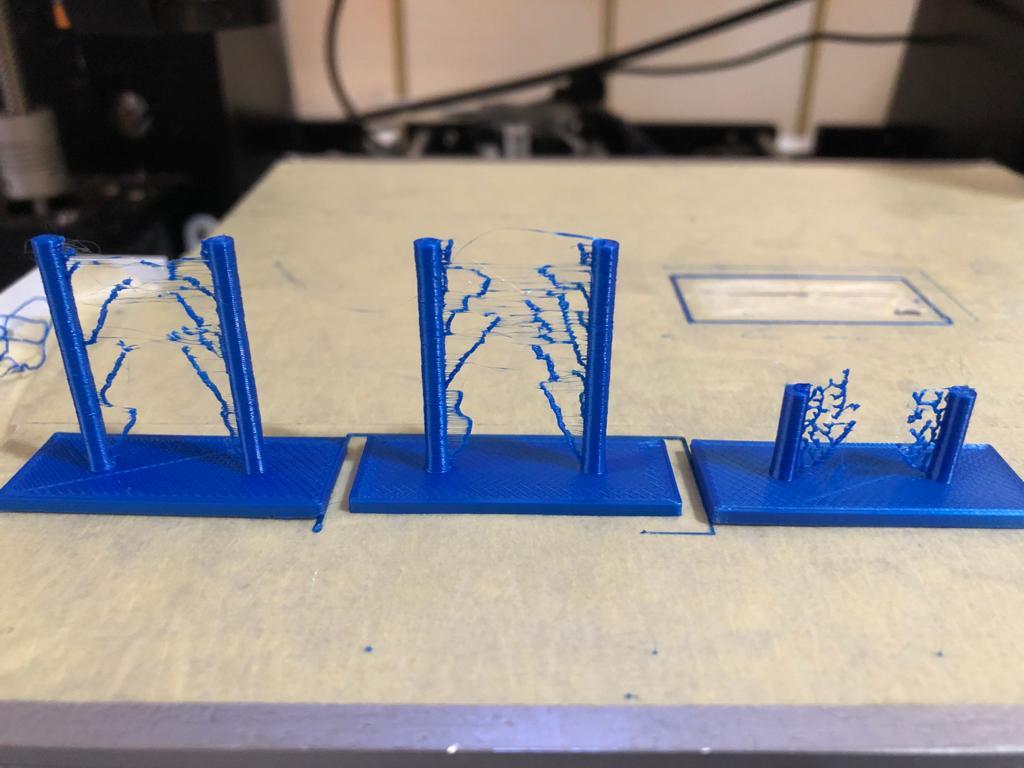
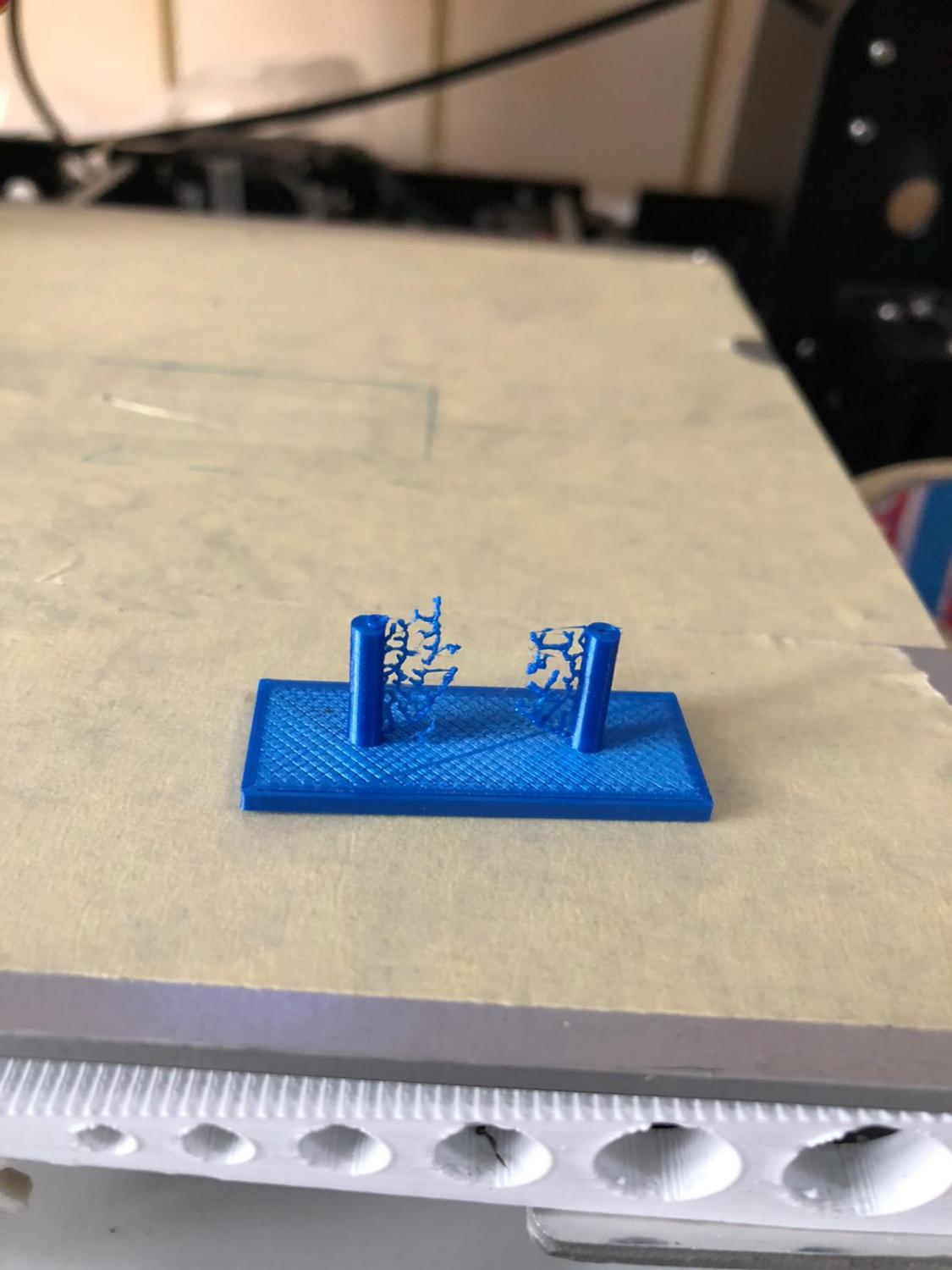
ho lanciato la stampa con le impostazioni da te suggerite, ho ottenuto questo(ho fermato prima la stampa), stampato a 0.1 adesso come tu mi suggerisci ne metto in stampa uno a 0.2
-
adesso è molto più chiaro, ma l'altezza del layer di stampa non determina anche la qualità? più è bassa e più altà la qualità più è il tempo impiegato per stampare?
-
però ragazzi che confusione, posso piangere? quindi ugello da 0.4 posso stampare tranquillamente a 0.1 massimo 0.2, come dici te con un ugello da 0.2 posso stampare a 0.05? ho capito bene? proverò con i settaggi di joker e vi farò sapere. comunque stò piangendo.
-
perfetto, piccolo inconveniente lavorativo, tornerò a casa più tardi.appena stampo posto foto.😀
-
dici che non ho di wobble? e quei puntini sulla stampa sparsi un pò ovunque dipendono sempre dalla retrazione? ad ogni modo tempo un oretta arrivo a casa cambio filamento e provo a stampare.
-
ti ringrazio, come stampa cosa faccio? va bene una torre per provare la retraction?
-
però perdonami non ho ben compreso, se l'altezza del layer deve rimanere all'80% del nozzle, e presupponiamo che monto un nozzle da 0.2 e stampo a 0.1 sono già fuori del 30%, magari sono io che non sto capendo un bel niente. ragazzi ma se tipo vi posto il file di config che utilizzo vi và di darci un occhio? tanto da capire come cavolo stampo?
-
il motore è posto in alto a dx del telaio della stampante, il filamento passa dal blocco estrusore e finisce nel e3dv6 attraverso il tubicino in teflon, se riesco a trovare una foto sul cell la posto.
-
l'hotend è un E3dv6, quindi credo che sia un bowden, ti faccio un'altra domanda ignorante, montanto un nozzle da 0.2/0.25 oltre a stampare a 0.1, posso anche stampare a 0.2?
-
ok per tutto, magari stasera quando torno a casa metto in stampa qualche bench e ti saprò dire. la velocità di stampa devo alzare fino a 50mm/s? o solo il valore inerente alla retraction? quale nozzle mi consigli di installare per una stampa a 0.12? uno 0.2 va bene? per quanto riguarda i cuscinetti ci avevo messo del lubrificante al ptfe, smonto pulisco e metto quello per macchine da cucire?
-
Ovviamente ho già provato, partendo da 45mms, avevo messo 80mms perché avevo visto un lievissimo miglioramento, Reimposto a 50mms, devo provare a fare una stampa?
-
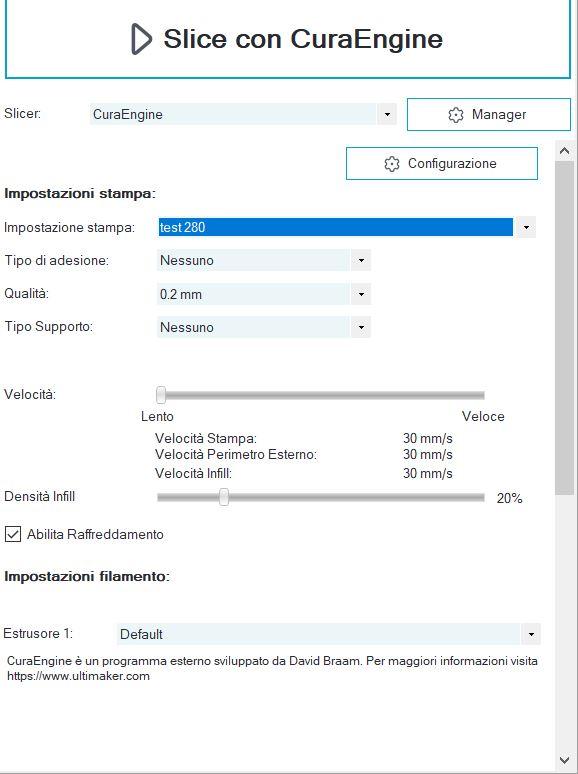
Bowden e3dv6 (clone) stampa a 30mms temperatura 195 gradi distanza di ritrazione 5.6mm( oltre blocca l’estrusione) e 80mms di velocitá di ritrazione, estrusione al 100% ( provato ad abbassare il valore ma non mi ha risolto nulla) ugello da 0,4 stampa effettuata a 0,12
-
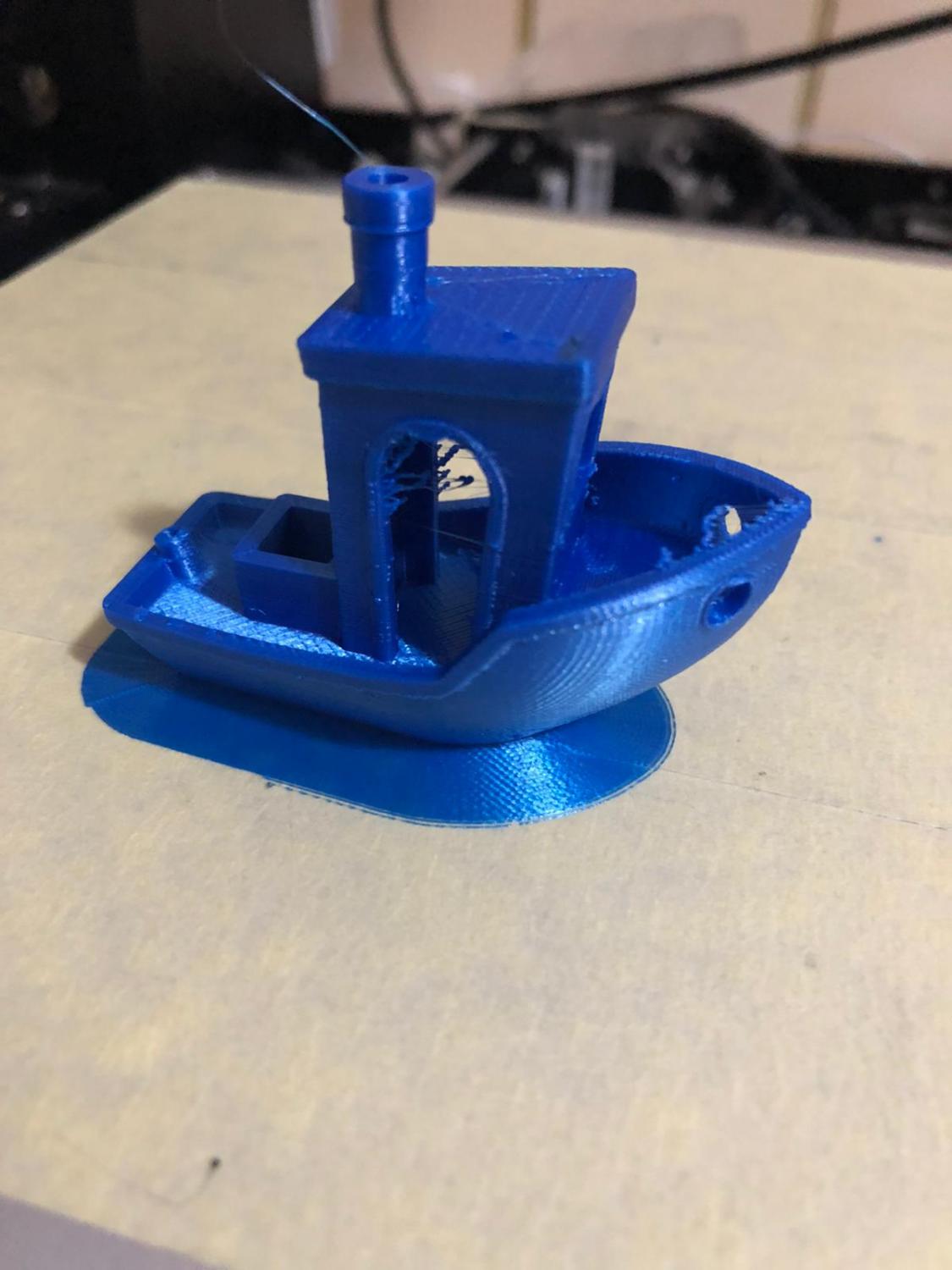
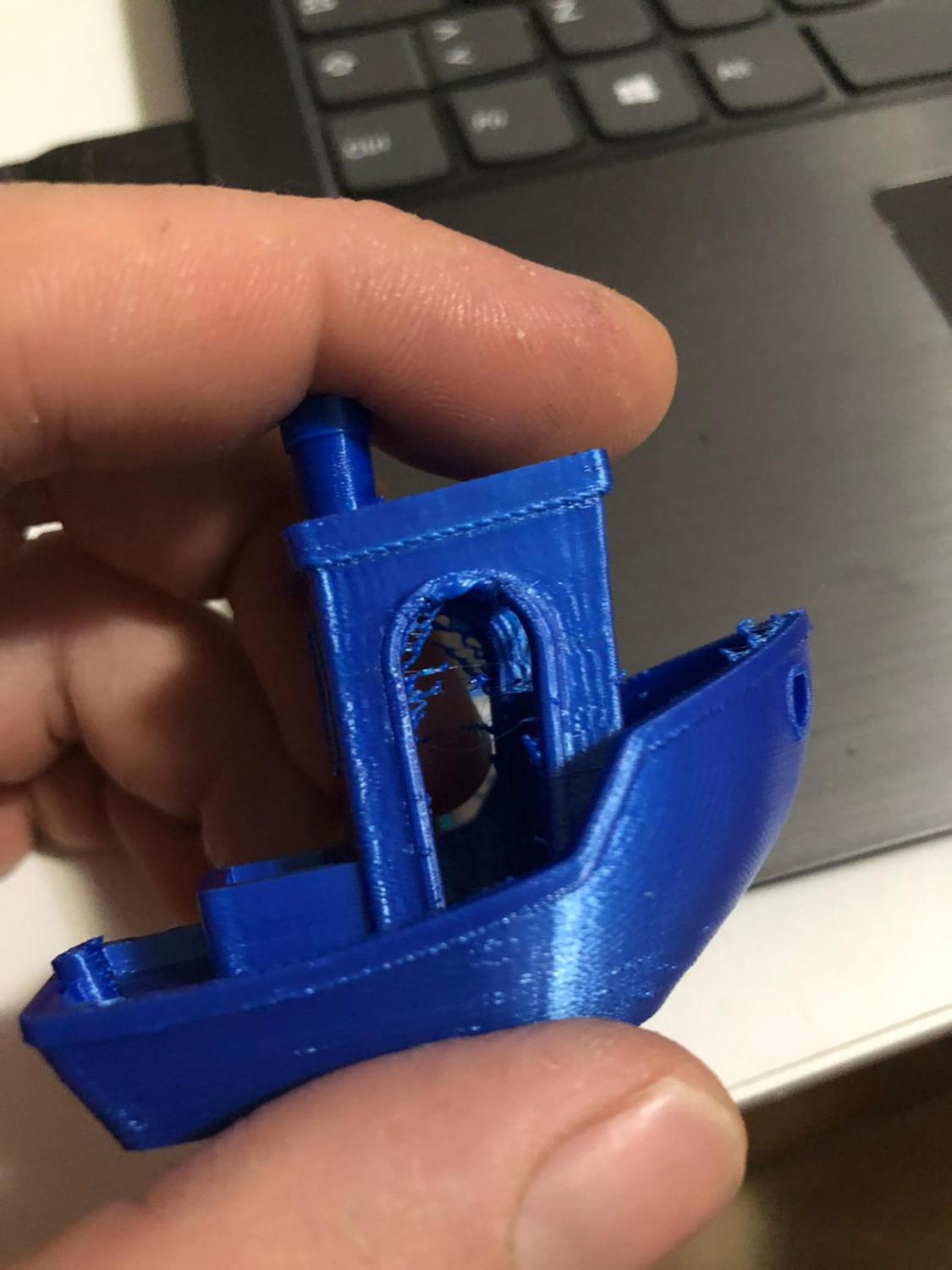
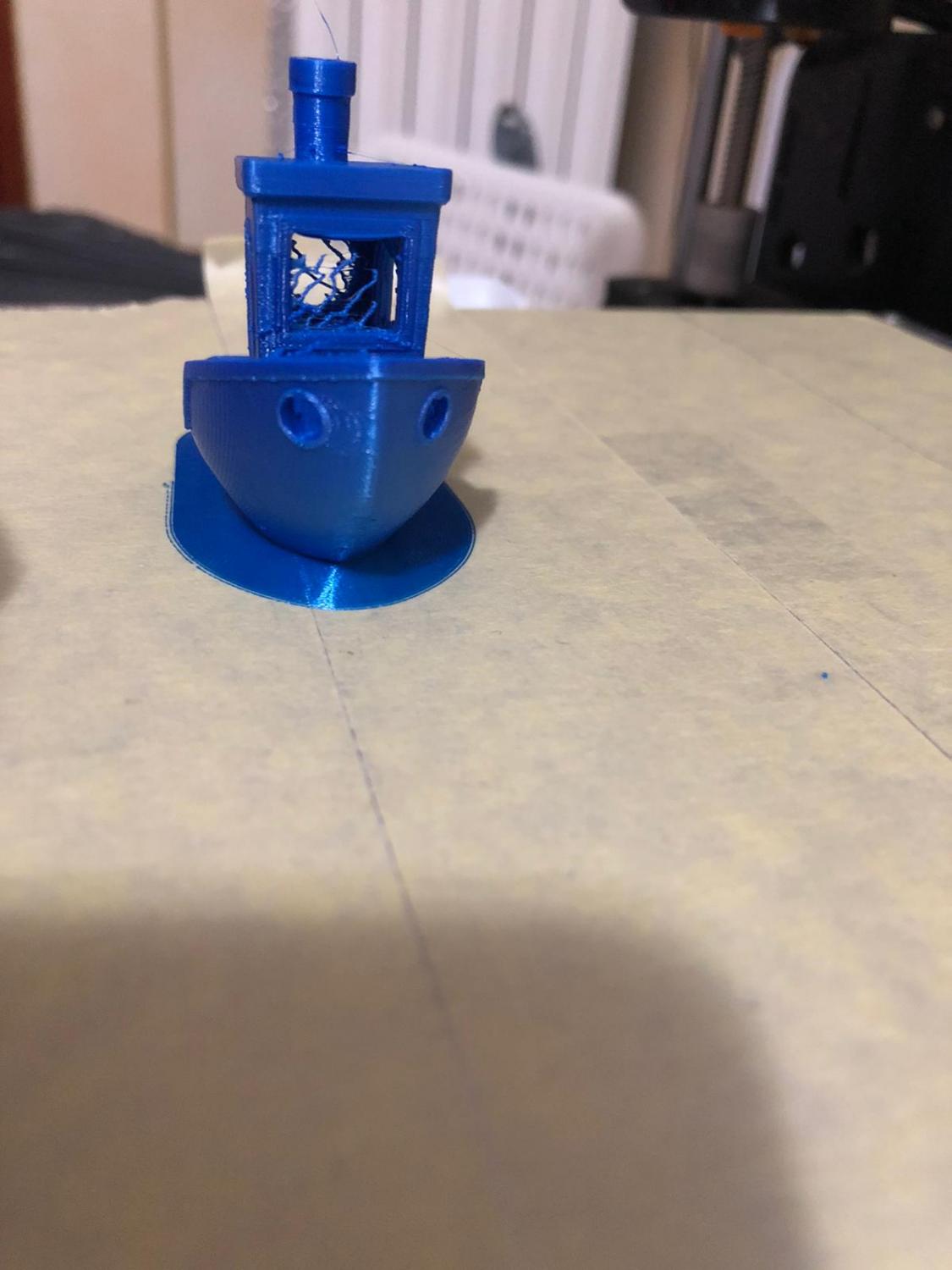
Questo è ciò che ho ottenuto, a parte il problema della ritrazione che è un altro problema insormontabile( le ho provate tutte fino a far uscire il filamento dal hotend) ma niente, cosa ne pensate? dello z wobble, retrazione? vi prego aiutatemi🤪 stò impazzendo da 3 mesi😪, se può esservi utile utilizzo repetier host per effettuare lo slicing e l'anet monta un e3dv6 (clone) tra l'altro appena sostituito (pensando di risolvere il problema di retraction) provato anche a sostituire filamenti di svariate marche ma nada. qualsiasi consiglio è ben accetto. Buona notte.🙃
-
smontato tutto e rimontato, a occhio la barra non mi sembrava storta, avrei preferito fare la prova inserendo la barra nel mandrino dell'avvitatore( mi è venuto in mente dopo aver rimontato) adesso è li che stampa la classica barchetta di prova, al massimo posto una foto del lavoro finito e mi dici cosa ne pensi, e cosa posso correggere. ti ringrazio per il supporto.
-
sicuramente non è montata nel modo corretto, ho visto in vari video sul tubo che il fermo posto sul motore va alzato ci circa 5mm e che la barra deve entrare nel foro del telaio, cosa che nel mio montaggio non c'è. da ignorante in materia ti chiedo perchè sostituendo la barra storta con una nuova non risolvo?
-
Ciao a tutti, spero di non tralasciare nessuna informazione utile a risolvere questa mia domanda. Circa 2 mesi fà ho acquistato da un mio amico una anet a8 che montava già diversi upgrade tra cui: firmware merlin con sensore di livellamento automatico, ho notato che la barra filettata dx dell'asse Z quando è in movimento e come se fosse storta, effettivamente quando effettuo una stampa ho qualche effetto wobble, mi chiedevo se volessi cambiare tale barra devo poi rivedere gli step motor? o posso semplicemente prenderla e sostituirla? c'è qualchè piccolo accorgimento che posso effettuare per risolvere questo problema? ho stampato degli anti wobble che altro non sono dei tappi posti sopra lo chassis del anet, ma in parte il problema è rimasto.
-
Ciao a tutti, sono un neofita nella stampa 3d, ho raccolto un pò di informazioni girovagando sul web, ma adesso ho bisogno del vostro inestimabile aiuto 😀
-
- 1
-