andrek
-
Numero contenuti
30 -
Iscritto
-
Ultima visita
Obiettivi di andrek
")
Newbie (1/14)
3
Reputazione Forum
-
problema Anycubic Chiron
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
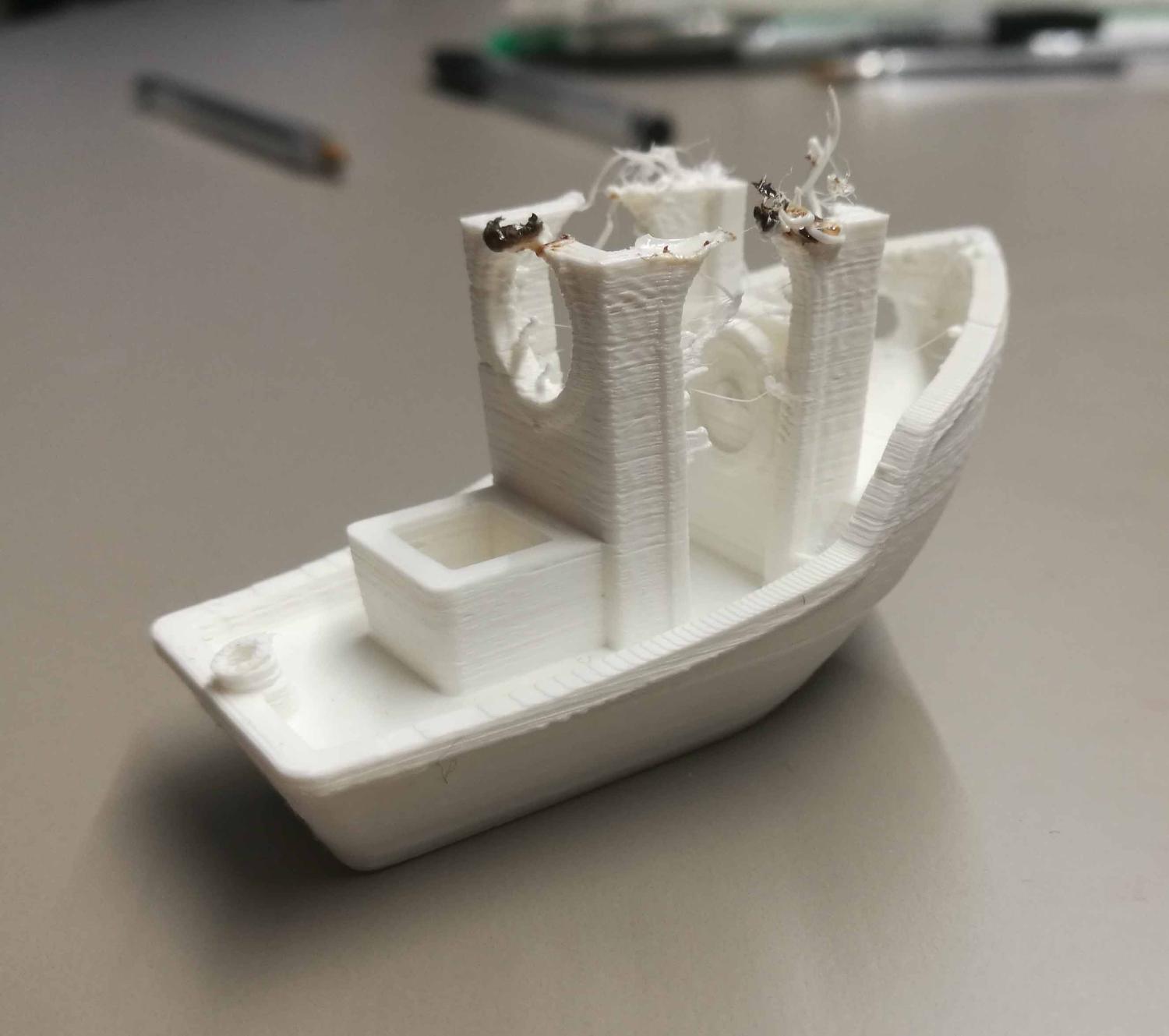
scusa ho sbagliato il caricamento delle foto..volevo mostrarti anche queste: come vedi l'estrusione è molto irregolare e si alternano zone con buchi ad angoli invece dove il il filamento è in eccesso. Purtroppo non trovo informazioni a riguardo dal pannello della Chiron (a diifferenza della Ender3) e non saprei come altro fare.. Grazie
-
problema Anycubic Chiron
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
ti ringrazio per il consiglio e mi scuso per il ritardo nella risposta. ho effettuato un paio di test (vedi foto) e, nello specifico, nel test sul motore spingifilo E su 150 mm di estrusione vedo un errore di circa 29 mm. Vorrei provare a modificare il valore step/mm ma non riesco a trovare il valore attuale.. qualche consiglio? si tratta di una Anycubic Chiron Allego altre foto di stampe recenti con difetti importanti.. confermi la teoria della sottoestrusione? grazie mille!
-
problema Anycubic Chiron
andrek ha pubblicato una discussione in Problemi generici o di qualità di stampa
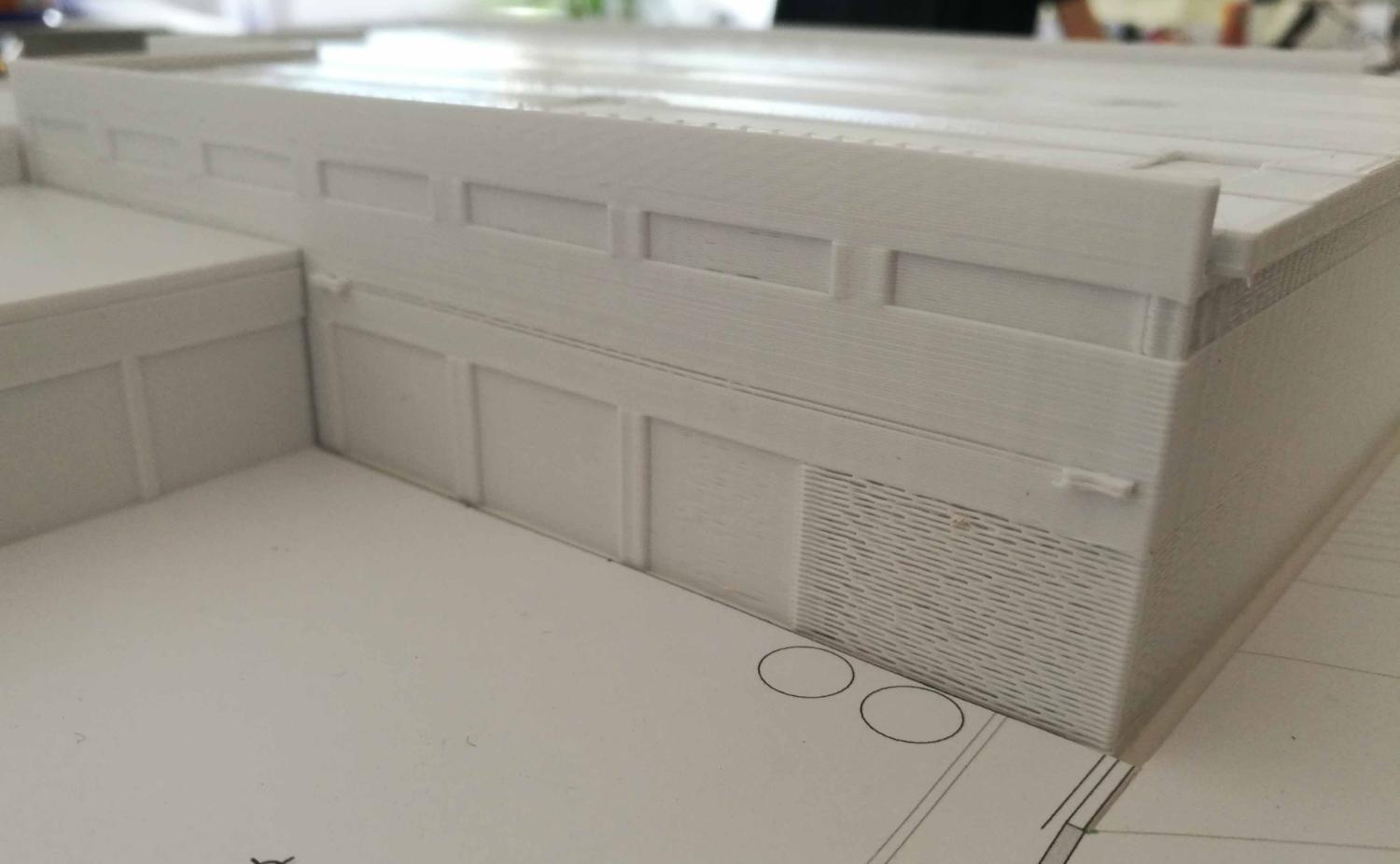
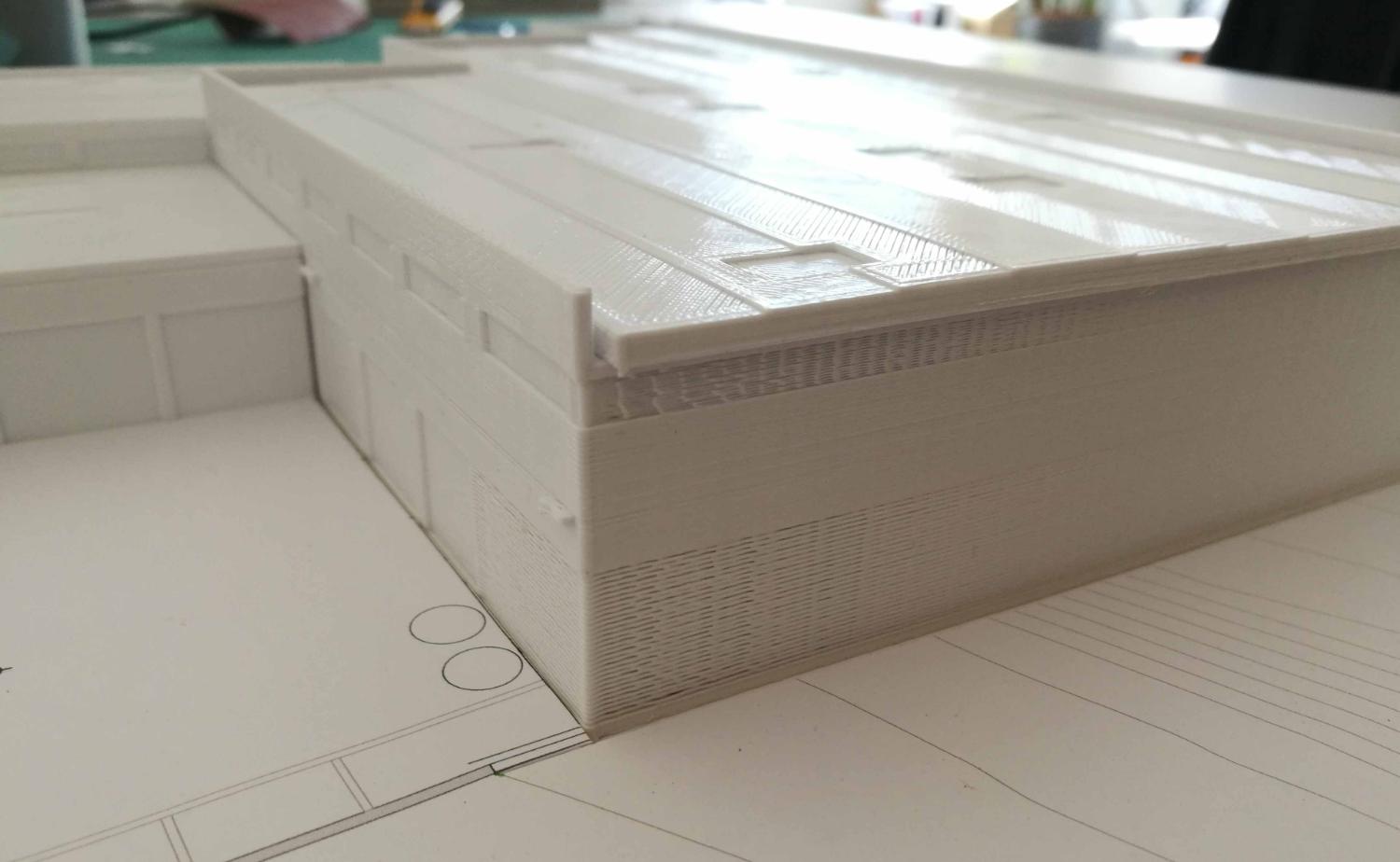
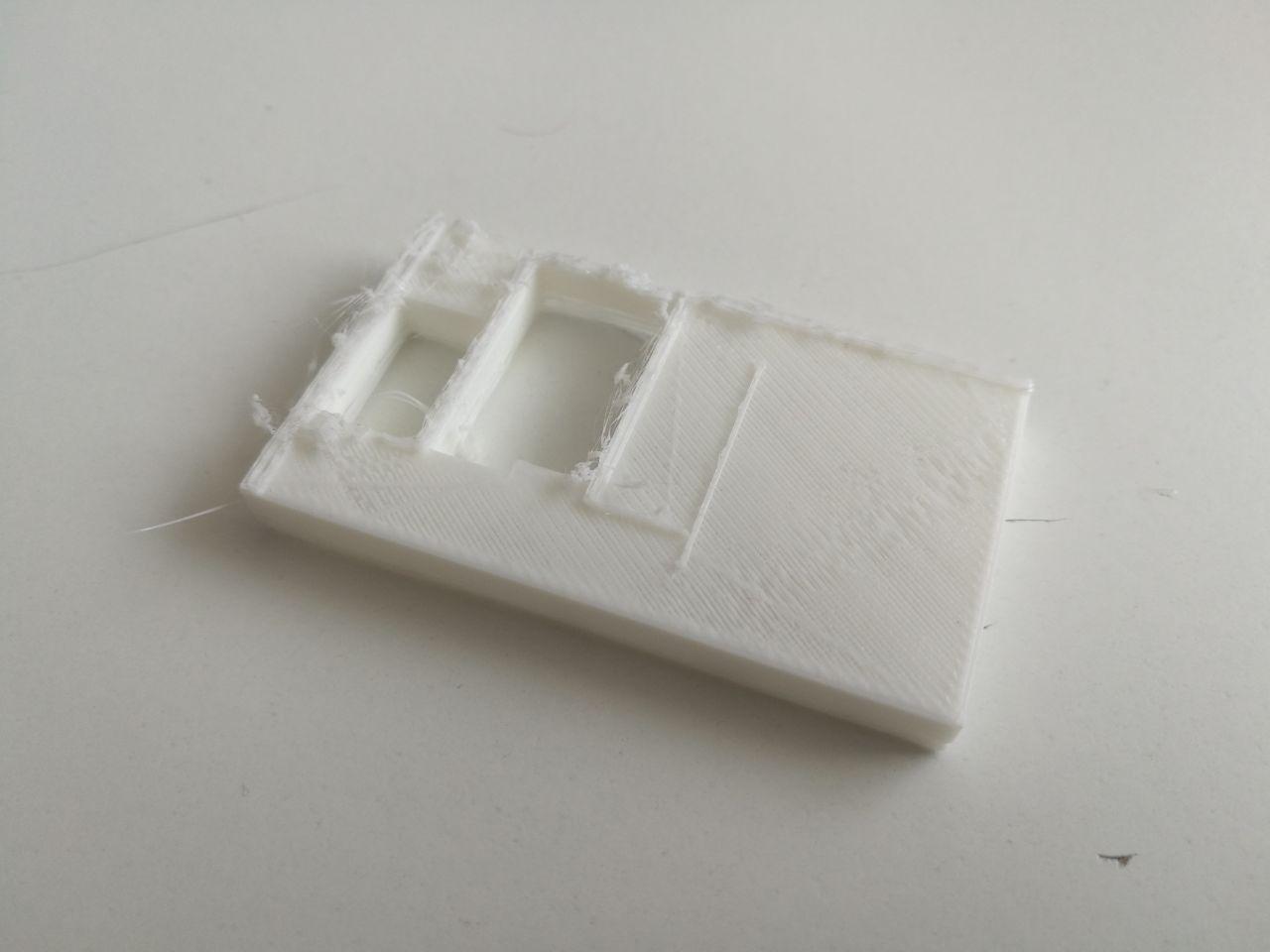
Ciao a tutt*! ho un problema con una stampante Anycubic Chiron: come si vede nelle foto allegate mancano dei pezzi di layer negli oggetti stampati... questo continua a succedere ed è più visibile in stampe che superano i 2-3 cm sull'asse Z. Ho provato a rallentare la velocità di stampa e ad aumentare lo spessore delle pareti esterne ma non cambia nulla... Qualcuno ha qualche idea di cosa potrebbe essere il problema? Vi ringrazio!
-
oltre alla maggiore area di stampa per quale motivo me la consigli? che ne dici di flyingbear ghost 5 o artillery sidewinder di cui ne parlano tanto?
-
un dubbio.. possiedo una stampante ender 3 pro e vorrei affiancare un altra stampante.. cosa potreste consigliare? viene utilizzata per modelli architettonici e sarebbe bello aumentare un pò l'area di stampa rispetto a quella attuake.. inoltre stavo cercando di capire se aumentando un pò il budget è possibile trovare prodotto di maggiore qualità/affidabilità.. grazie a tutt*!
-
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
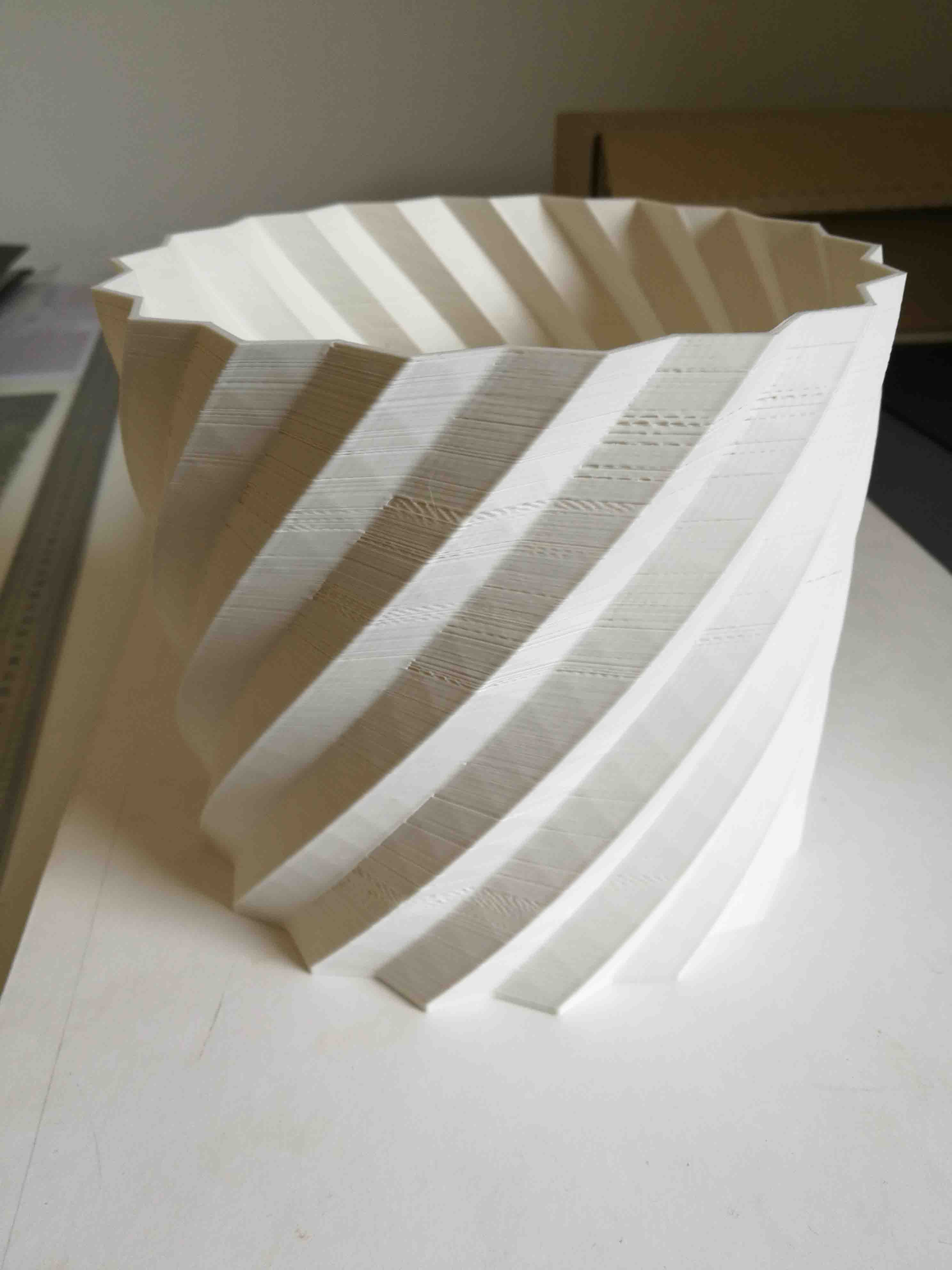
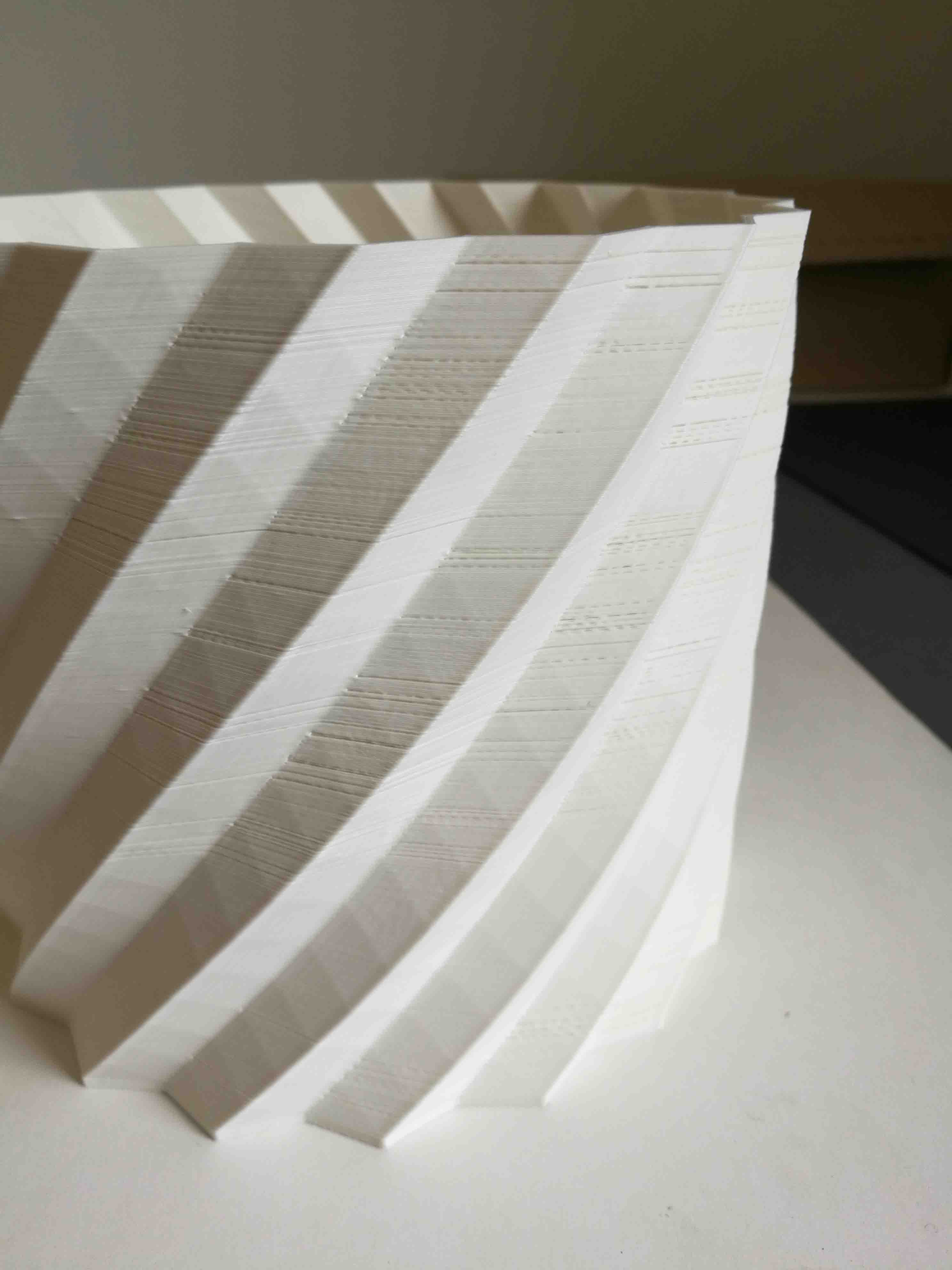
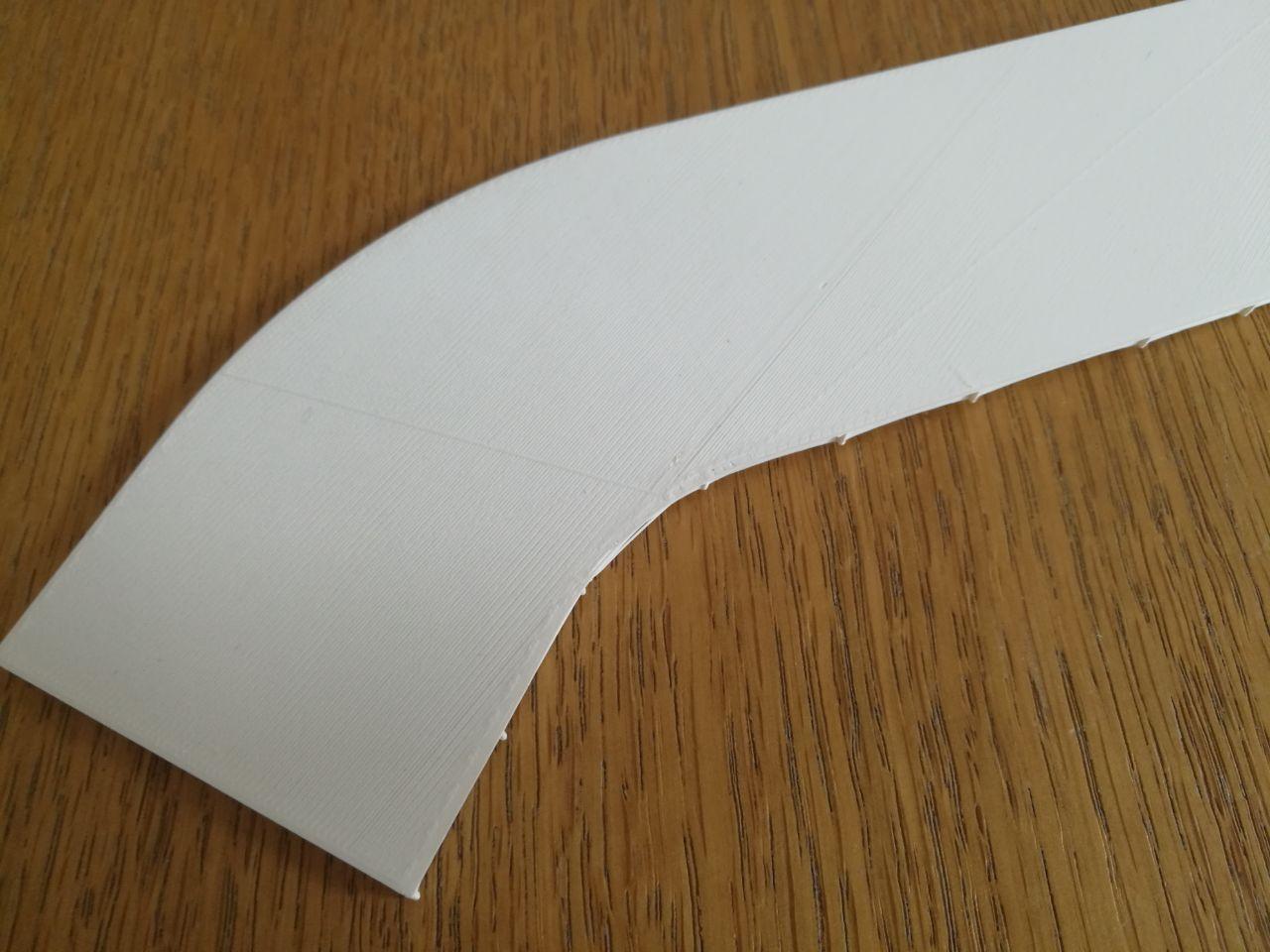
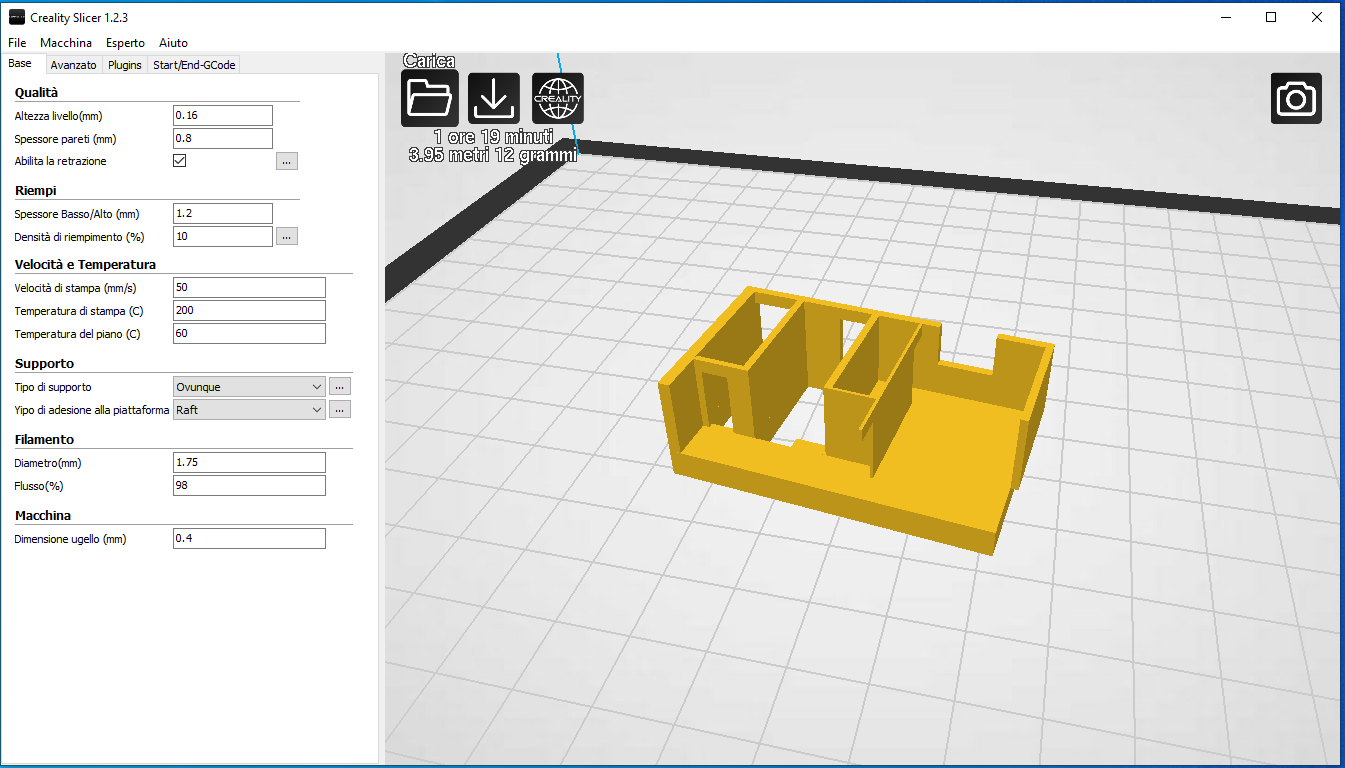
direi che il risultato è buono e sicuramente meglio di prima..ora sto provando con altri tipi di modelli per vedere la differenza. Quello in foto è la copertura di un modello architettonico ed è un buon risultato..apparte le famose "righe" sulle superfici piane: avete idea di come migliorare questo aspetto?
-
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
forse mi aspettavo di peggio..non sembrava otturato comunque ok ho tagliato anche un pò di più ho fissato di nuovo la vita e ora sembra funzionare..appena finisce la stampa vi aggiorno Grazie! -
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
ho provato a smontare l´hotend per controllare non fosse otturato il tubo.. non sembrava in condizioni pessime ma ho dato comunque una pulita generale. Dopo aver rimontato il tutto e lanciato la stampa, inizia a stampare fino ad un certo punto dove si blocca dicendo che il nozzle ha raggiunto la temperatura massima..supponendo fosse un problema del sensore ho provato a avvitare / allentare al vite che lo collega all´hotend e riparte ma poi il problema continua a riproporsi..idee? Grazie!
-
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
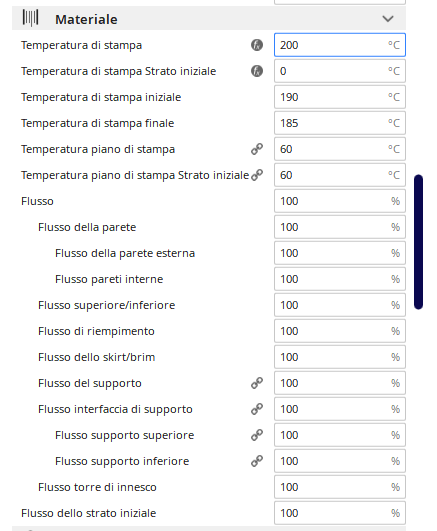
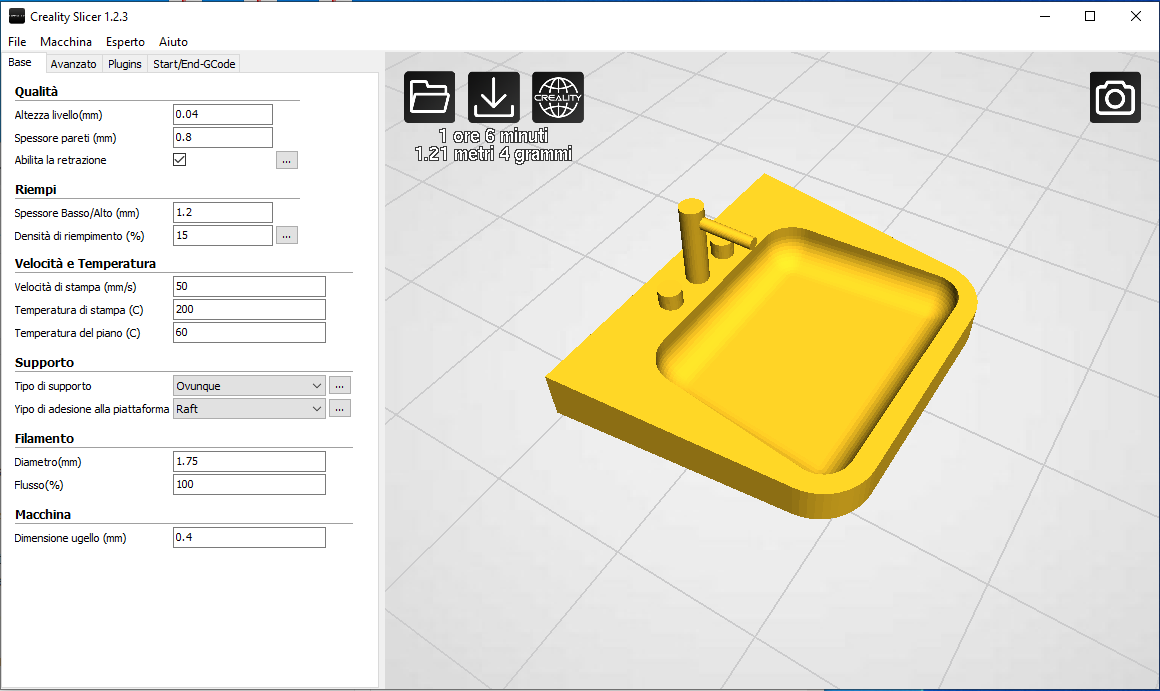
il file stl è stato esportato da un modello rhino costruito in metri e non so perchè lo esporti così piccolo (?)... non son sicuro ma dovrebbe essere un modello scaricato e poi modificato. Effettivamente Cura 4.7 avverte del problema della mesh convessa, cosa che non accadeva con la versione 4.5 o Creality Slicer. In realtà la parte verticale del rubinetto dovrebbe costruirla..e invece risulta tutta sformata e sbrodolota... Solitamente stampo da 0.1 a 0.2 ma in questi modelli volevo provare e vedere fino a dove si vedere la differenza dello spessore layer. Al momento ho cambiato filamento pla e riesco a stampare a 200 quando settimana scorsa con un altro pla non riuscivo e dovevo alzare a 220..appena possibile provo a vedere se l'hotend è otturato o il tubo rovinato. -
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
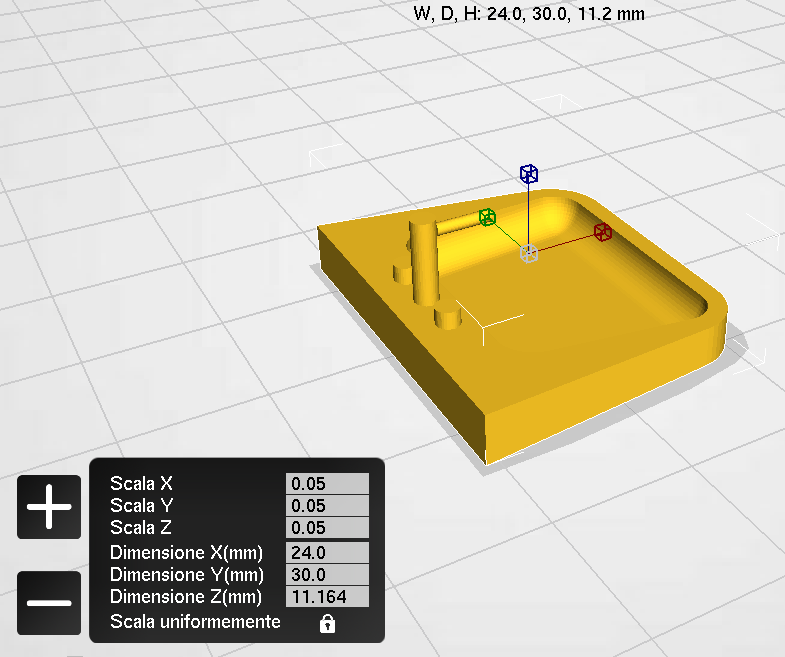
ecco qualavabo.stl il modello stampato presenta una superficie piana come se il lavandino fosse pieno d'acqua invece che vuoto grazie! qua sotto le dimensioni di stampa
-
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
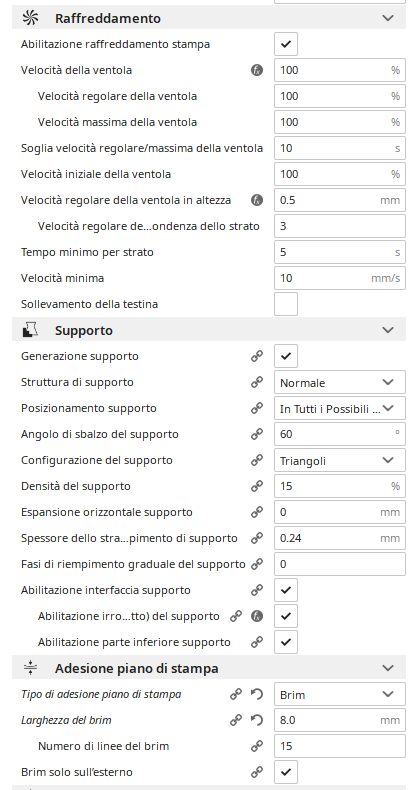
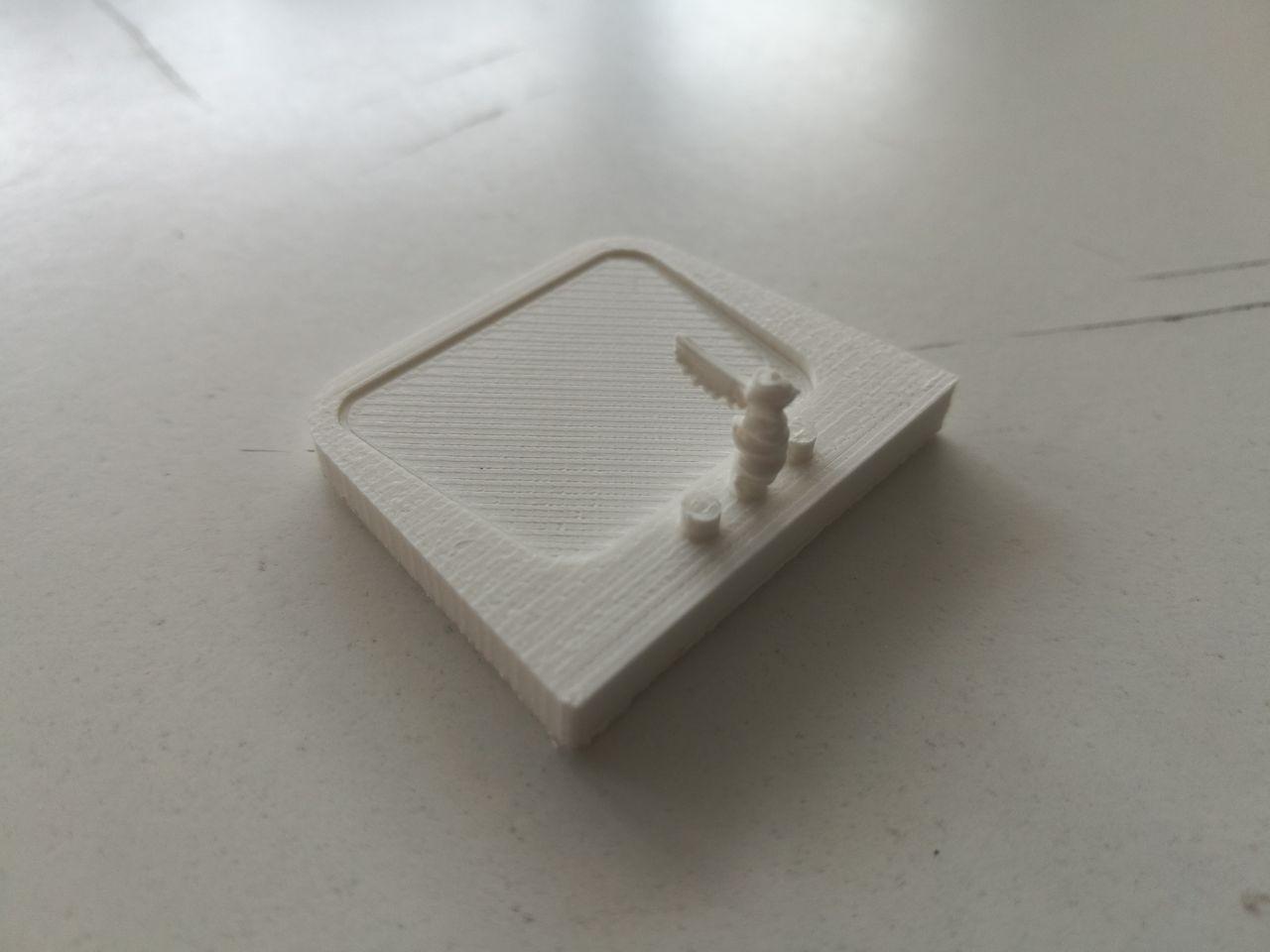
cambiando pla la macchina sta nuovamente stampando a 200 C senza che tagliassi o sostituissi il tubo ed i risultati sono buoni...A questo punto è comunque oppurtuno intervenire sul tubo o forse il problema era un altro? Un'altra curiosità.. quando stampo il lavandino in foto risulta "pieno" nonostante il modello sia diverso.. mi succede anche con altri modelli con forme simili (tipo vasche, wc, bidet ecc,).. avete qualche idea? può aver a che fare con i supporti ovunque? Inoltre il rubinetto non viene bene..e questo mi fa pensare che comunque ci siano dei problemi Grazie mille per i consigli!
-
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
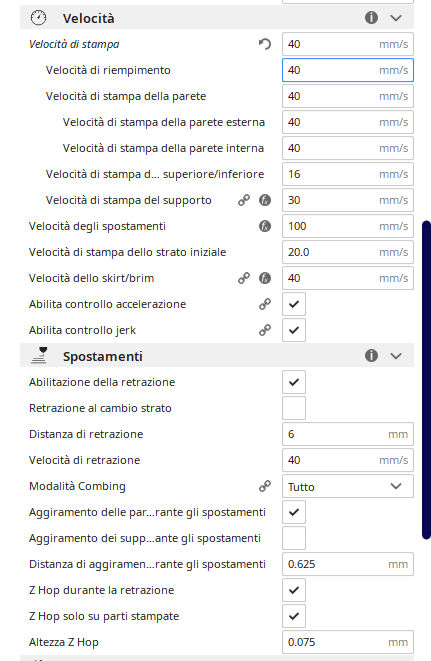
Ora sto stampando pla aumentando la temperatura a 220 e sembra funzionare. Con la retrazione a distanza 4,5 mm e velocità 60 mm/s sono aumentati i tipici filamenti appesi. Ora sto provando con 4,5 e 80 mm/s. Appena possibile eseguo lo smontaggio e taglio del tubo in teflon -
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
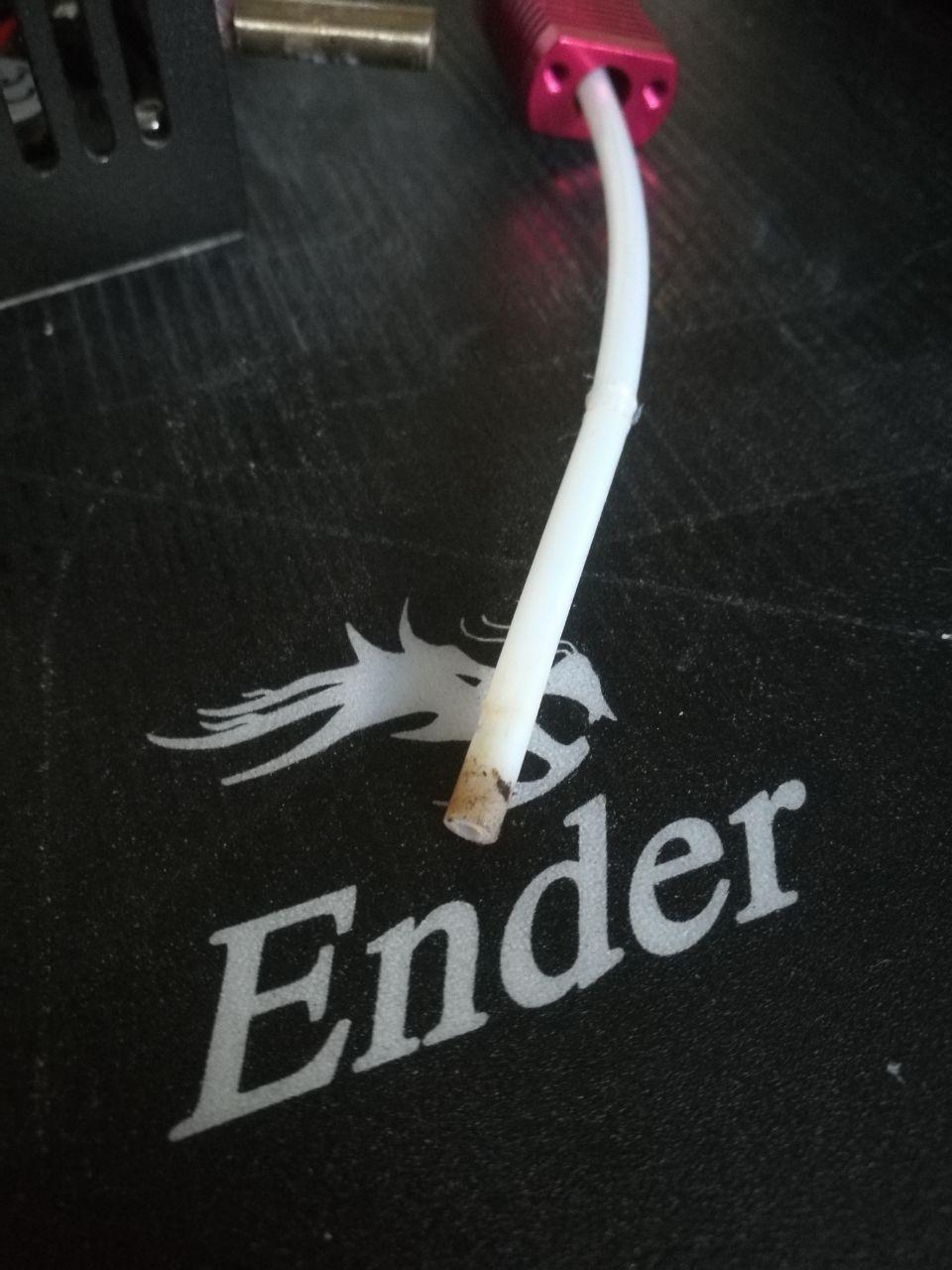
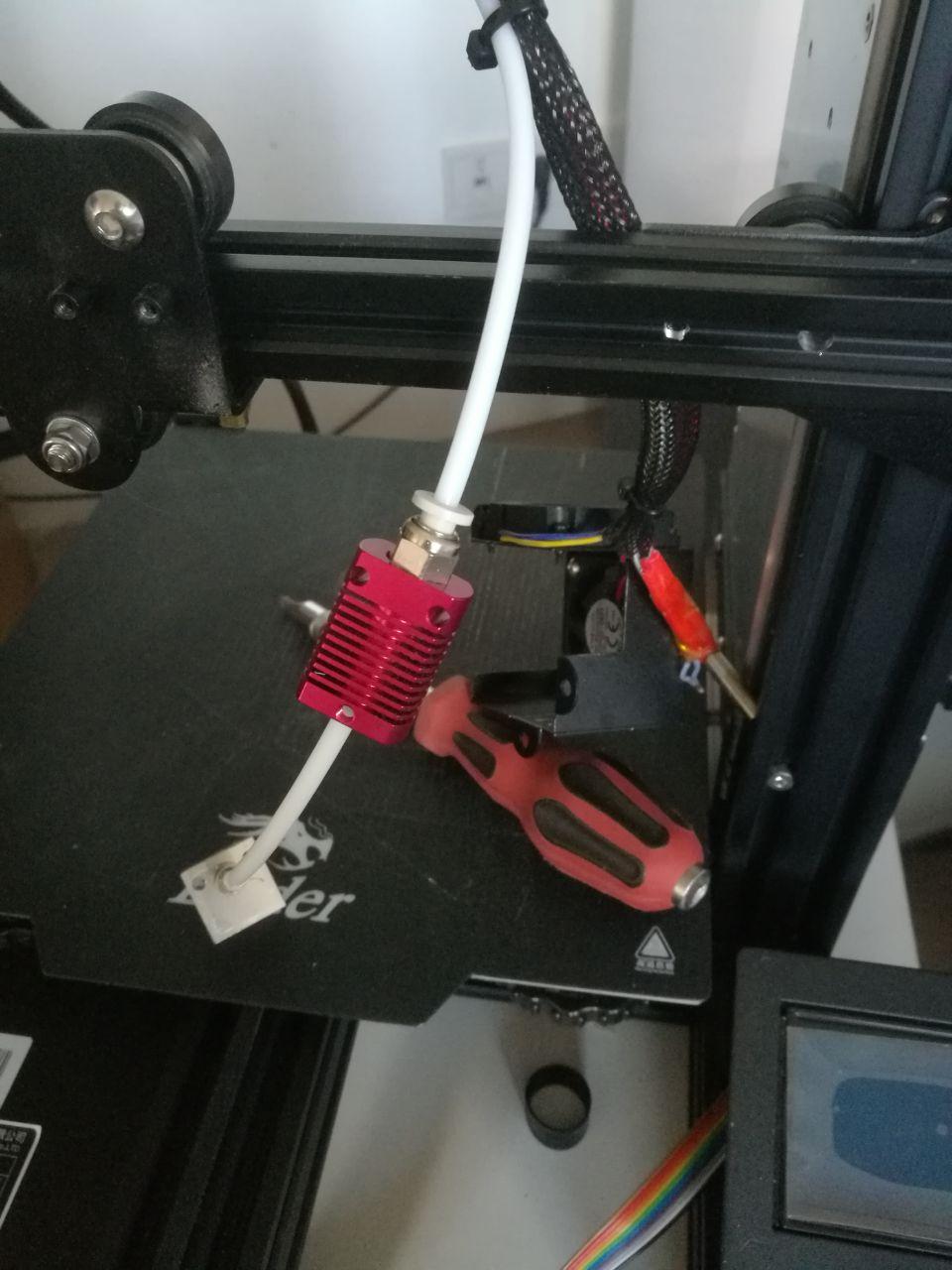
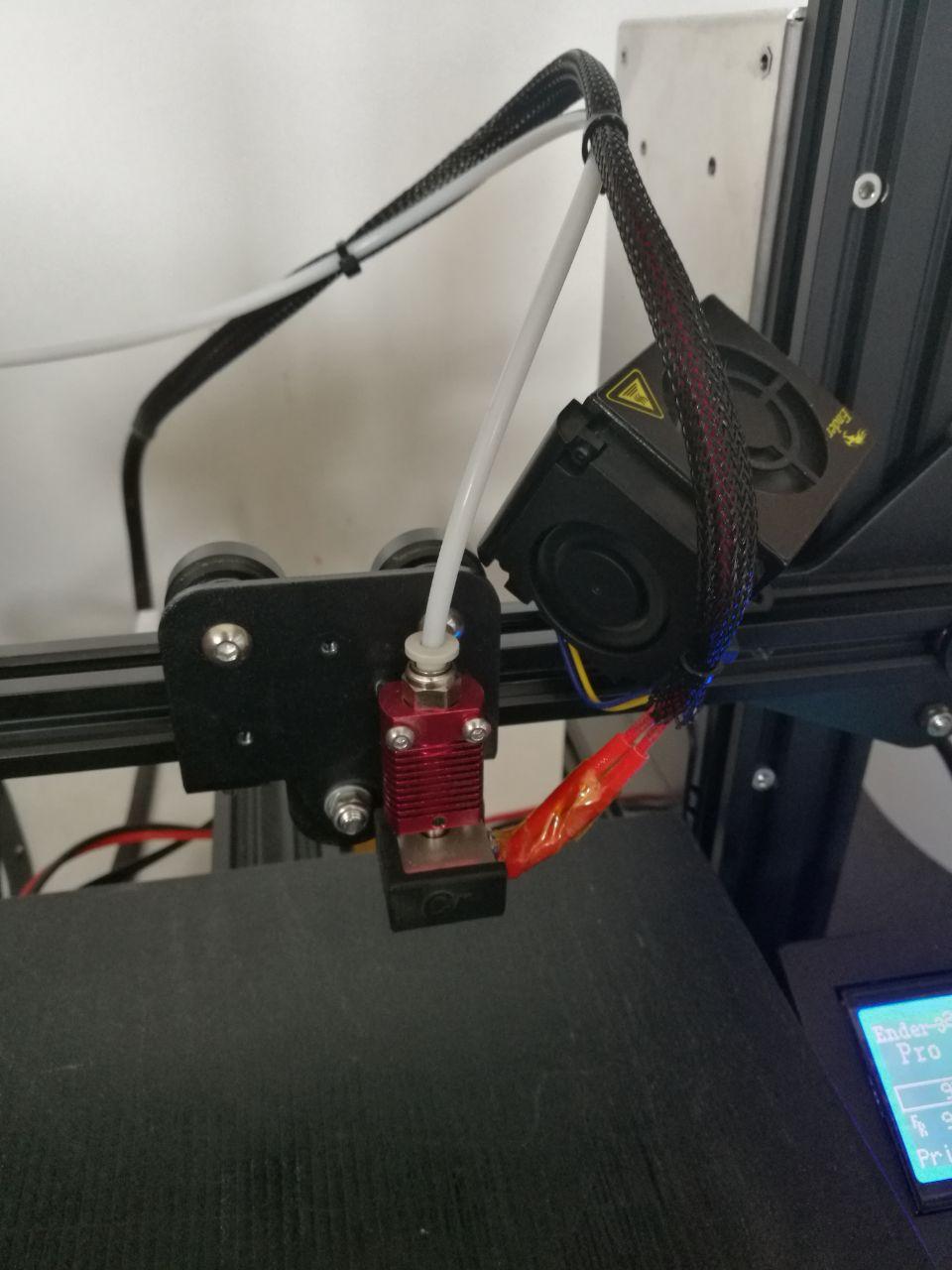
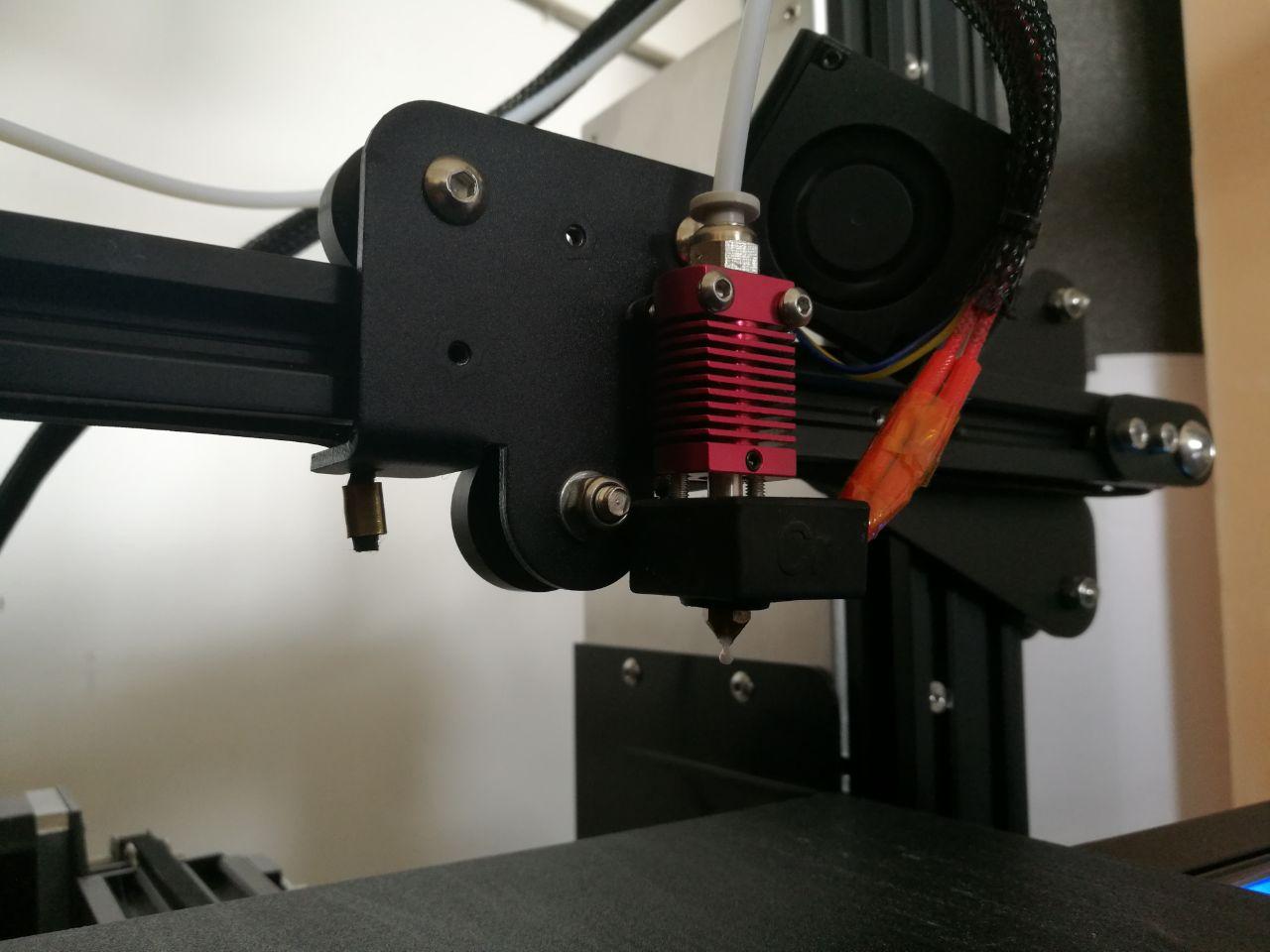
distanza retrazione 6 mm e velocità 80 mm/s..sono i parametri predefiniti di Creality Slicer e non li ho mai modificati ok grazie provo ad accorciarlo... non rischia però di limitare i movimenti in fase di stampa? in allegato le foto dell'hotend: sembrerebbe che durante la stampa il filo rimanga inceppato dentro al tubo o all'hotend senza più fuoriuscire. Questo presumo che alla lunga porti anche alla rottura del filo perchè più volte l'ho trovato danneggiato all'ingresso del bowden Inoltre per rimuovere il filo pla devo alzare la temperatura fino a 250 e tirare forte perchè con il motore non riesce ad estrarlo...
-
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
perdonate il ritardo nella risposta ma sono stato lontano da pc e stampa 3d per un pò.. Ho provato a cambare il nozzle e a fare un pò di pulizia generale ma il primo risultato è quello che si vede in foto... ad un certo punto smette di estrudere il filamento senza un apparente motivo valido e non so più cosa fare!
-
problema righe Ender 3 Pro
andrek ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
@MAL1190 ok! non ho ancora mai fatto un thin wall test ma ci proverò!