boromyr
-
Numero contenuti
20 -
Iscritto
-
Ultima visita
Obiettivi di boromyr
")





-
Mi farò un'altro giro dentro l'estrusore qualche giorno di questi, avevo già adocchiato il cavo dello stepper troppo lento, sistemerò tutte cose con qualche punto di colla a caldo, molto gommosa e facile da levare
-
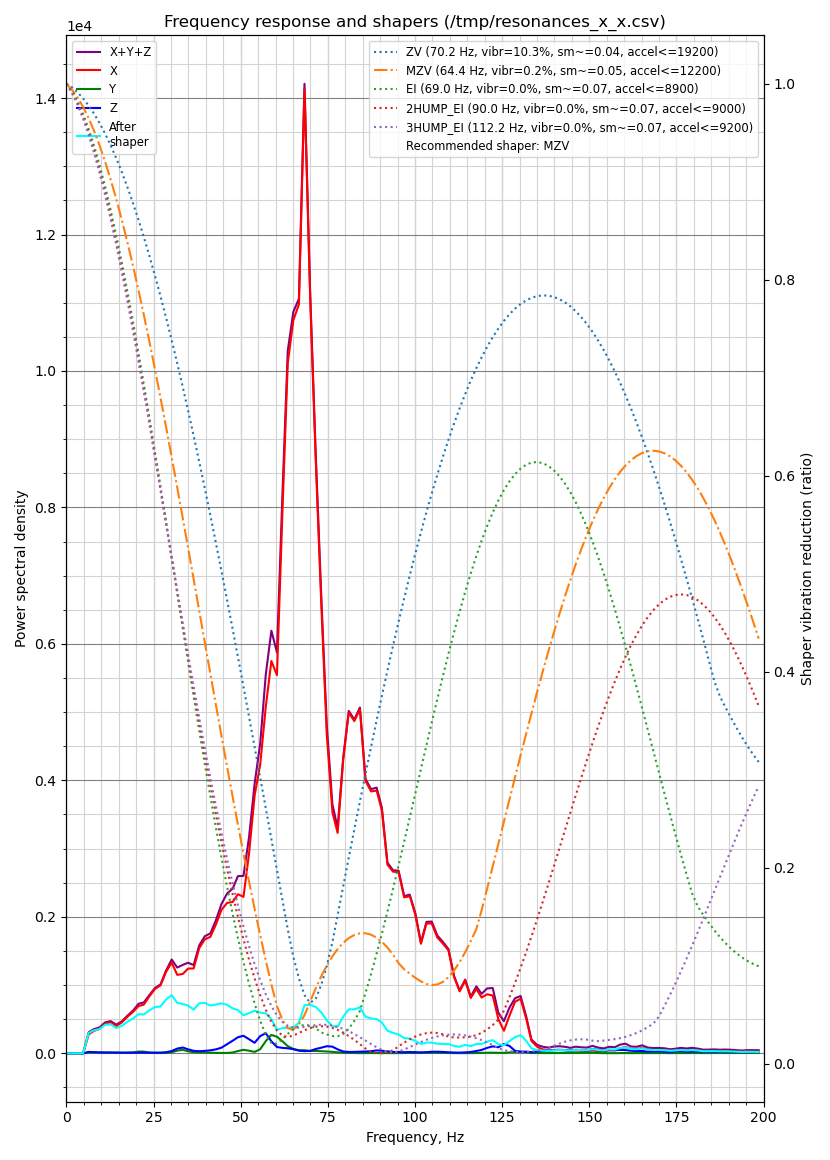
ho trovato e rimosse le due molle nell'estrusore e adesso scorre molto più facilmente e i miglioramenti enormi si vedono dal grafico, c'è spazio per dei miglioramenti ma per adesso va bene, anche la stampa e la precisione dimensionale ne ha giovato. Cosa potrebbe rimanere che causa il picco sopra i 75Hz? i cavi penzolanti possono influire sul grafico? perchè per il resto non ho trovato molto di mobile o oscillante

-
Ho provato a installare il repo che hai mandato ma sembra non possa farlo con il firmware attuale, però forse ho trovato una soluzione, sono delle molle presenti nella testa di stampa, come spiegato in questo video, lo proverò
-
Moltiplicatore di estrusione per l'ABS anomalo
boromyr ha risposto a boromyr nella discussione Materiali di stampa
Grazie mille. In realtà anche io uso il metodo della parete per calibrare il flusso, e ottengo 1 come valore di flusso per l'abs, perfetto in pratica, ma quando stampo una superficie superiore ottengo parecchio sovraestrusione, devo scendere sotto gli 0.85 per essere superfici accettabili -
Moltiplicatore di estrusione per l'ABS anomalo
boromyr ha risposto a boromyr nella discussione Materiali di stampa
Nemmeno una risposta raga? Se poteste condividere i vostri valori di flusso o esperienze sarebbe gradito. Grazie mille😀 -
Moltiplicatore di estrusione per l'ABS anomalo
boromyr ha pubblicato una discussione in Materiali di stampa
Stampo le pareti in ABS con fattore 1 ottenendo esattamente lo spessore corretto, misurato col calibro, ma quando si parla delle superfici superiori e inferiori devo scendere a 0.73 per ottenere delle superfici stampate correttamente senza sovraestrusioni. È un comportamento normale secondo voi? -
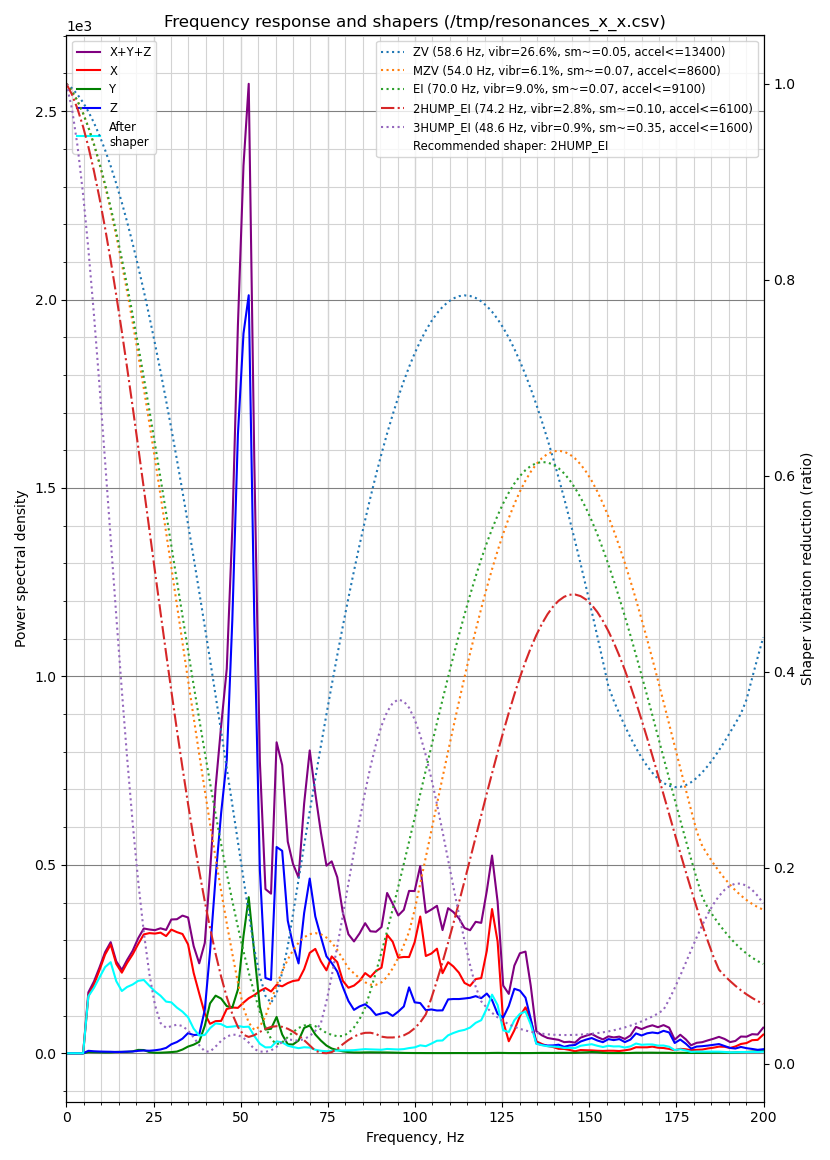
Si li ho in tutti i cambi di direzione, e prendono la forma del profilo della parete, un eco in pratica, che poi scompare per questo mi sembra strano che siano di vfa invece di is. questo è il nuovo profilo dell'asse X, l'ho rifatto, è peggiorato?
-
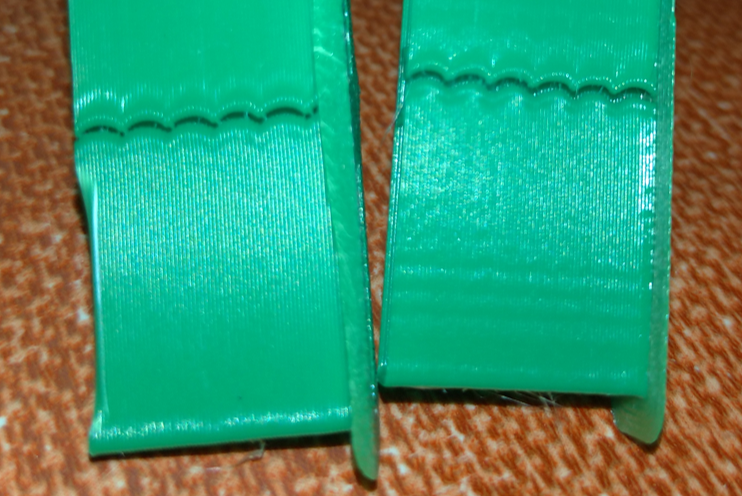
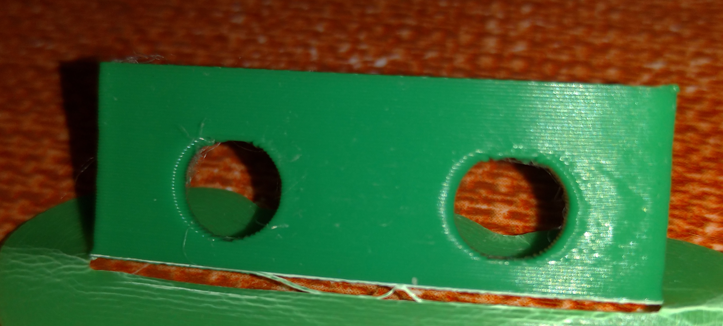
In realtà è presente in tutte e 3 le sezioni stampate a bassa velocità, ma dalla foto ho inquadrato solo dove prima non c'era e adesso invece si a velocità ridotta. Ho avuto problemi a caricare l'immagine a causa delle dimensioni massime. A destra si vedono le le oscillazioni partendo dall'angolo e poi vengono smorzate, se fossero VFA non dovrebbero essere costanti lungo tutta la parete? con square_corner_velocity: 5.0
-
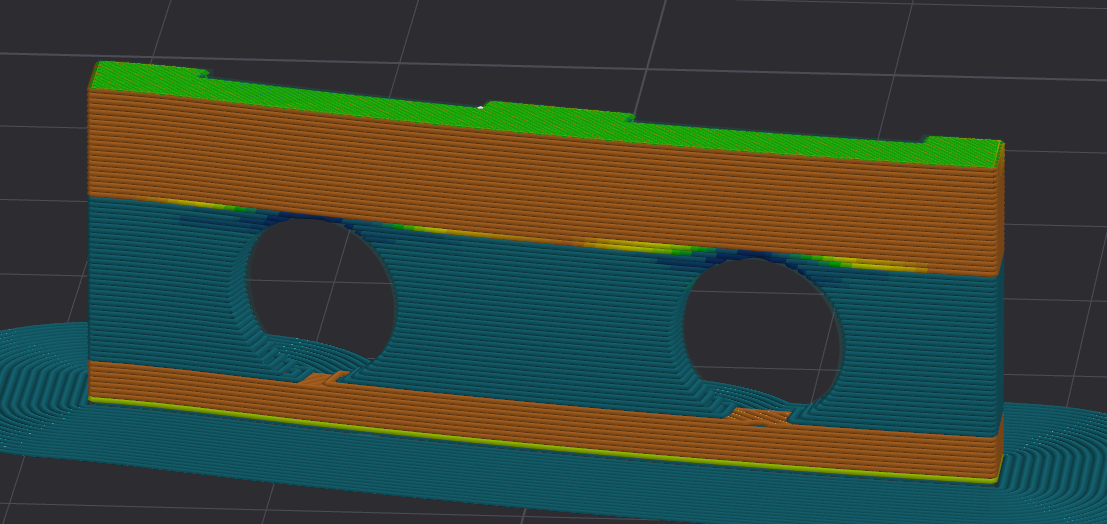
Ti riferisci al doppio picco presente nel grafico? Comunque ho fatto altri test: Questo è una sezione del pezzo di prima, adesso tutti i layer che incontrano i 2 fori vengono stampati a veloctà ridotta in quanto più corti, e le vibrazioni sono visibili anche qui dove prima non lo erano. a sinistra velocità 200 a destra 50, in modalità vaso. Gli effetti sono sempre visibili a bassa velocità
-
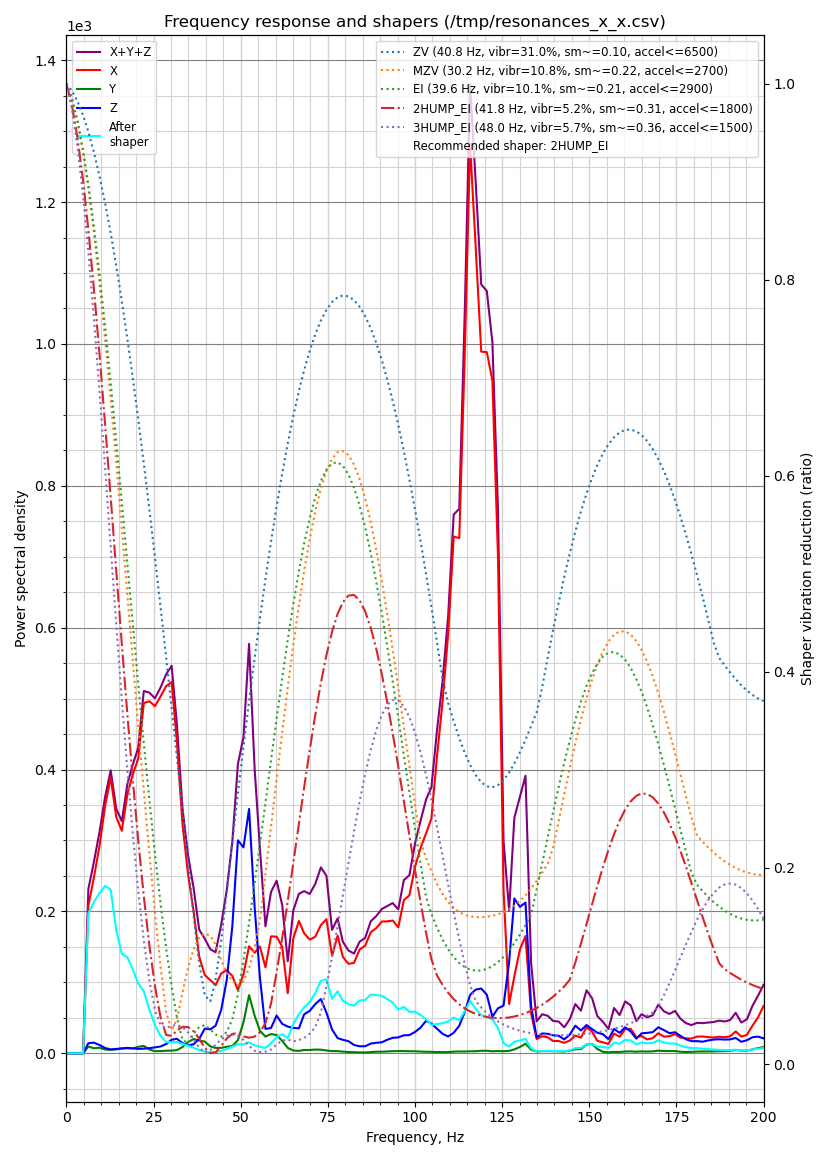
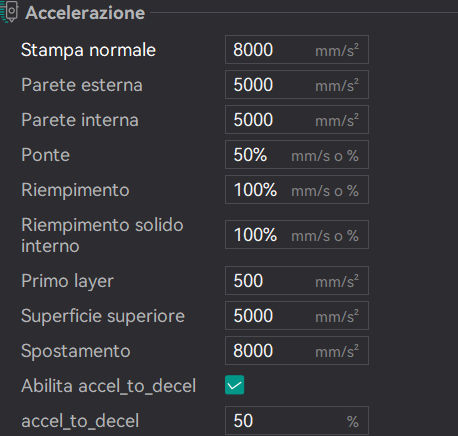
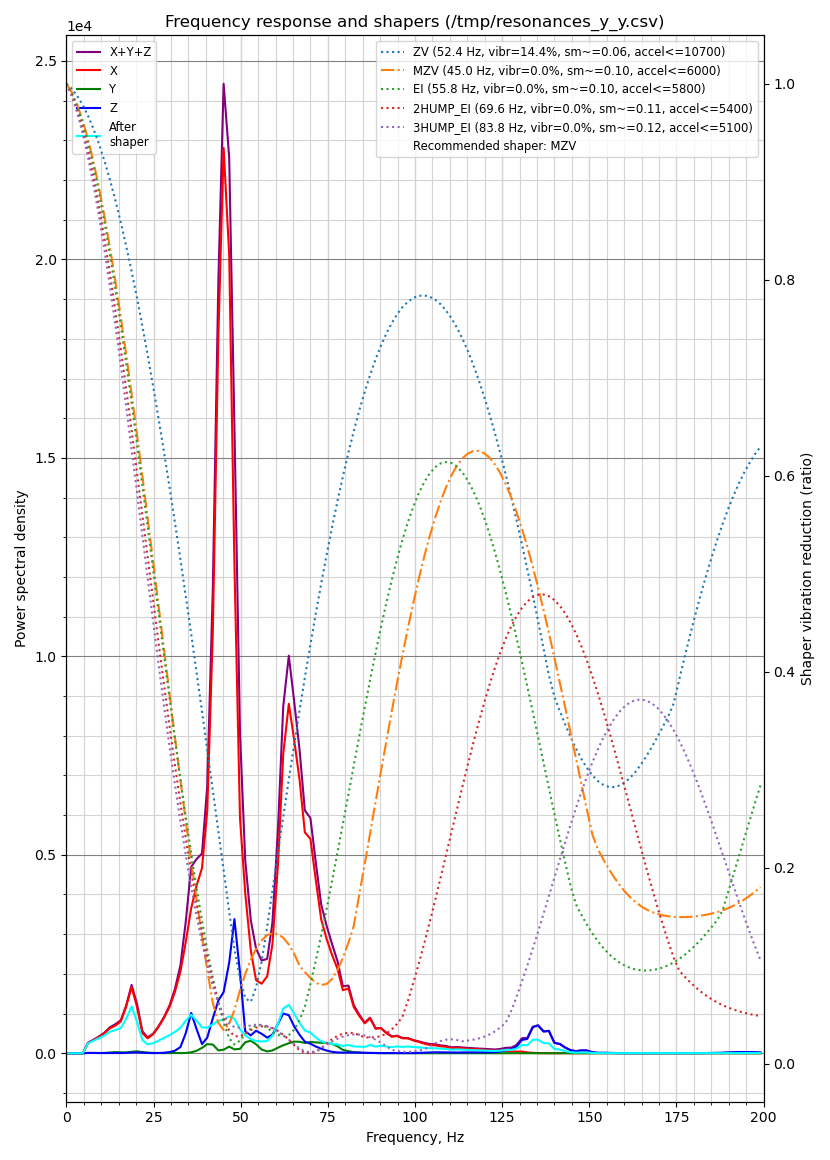
La parte compresa tra i due fori viene stampata a velocità più lenta del 30% della parete che è a 200, a quelle velocità. basse si verifica il problema. Ed ecco i grafici
-
#*# [input_shaper] #*# shaper_type_x = ei #*# shaper_freq_x = 48.8 #*# shaper_type_y = ei #*# shaper_freq_y = 56.0 questi sono i risultati, non ho a disposizione il grafico purtroppo. le cinghie non mi sembrano lente, credo siano nella media, ma aumentando la tensione non peggiora il rischio di vibrazioni? se fossero troppo lente, non si dovrebbe verificare anche ad alte velocità questo problema? più tardi a stampa ultimata caricherò una foto dove si vede benissimo il problema
-
non ero a conoscenza dei vfa, ma dalle foto sembrano essere costanti lungo tutta la parete, nel mio caso invece vengono sfumate lungo la parete quando stampo un cubo, partendo dall'angolo e diminundo di intensità, esattamente come un'onda smorzata
-
Ho notato che stampando sotto i 100mm/s gli effetti delle vibrazioni sono ben visibili sulle stampe, ma superando i 200mm/s le pareti sono perfettamente liscie, è normale che l'input shaping sia meno efficace a basse velocità? Forse la stampante calibra i valori per le velocità più elevate dato che è dove questa funzionalità serva maggiormente? Grazie
-
Problema geometrico:l'inclinazione XY cambia dalle diagonali esterne a quelle interne
boromyr ha risposto a boromyr nella discussione Problemi generici o di qualità di stampa
Tutte le pareti sono di uguale spessore, sia sopra che sotto, se il problema fosse la dimensione dell'ugello dovrebbe essere un errore sistematico, non cosi specifico. Anche cambiare slicer non aiuta -
Problema geometrico:l'inclinazione XY cambia dalle diagonali esterne a quelle interne
boromyr ha risposto a boromyr nella discussione Problemi generici o di qualità di stampa
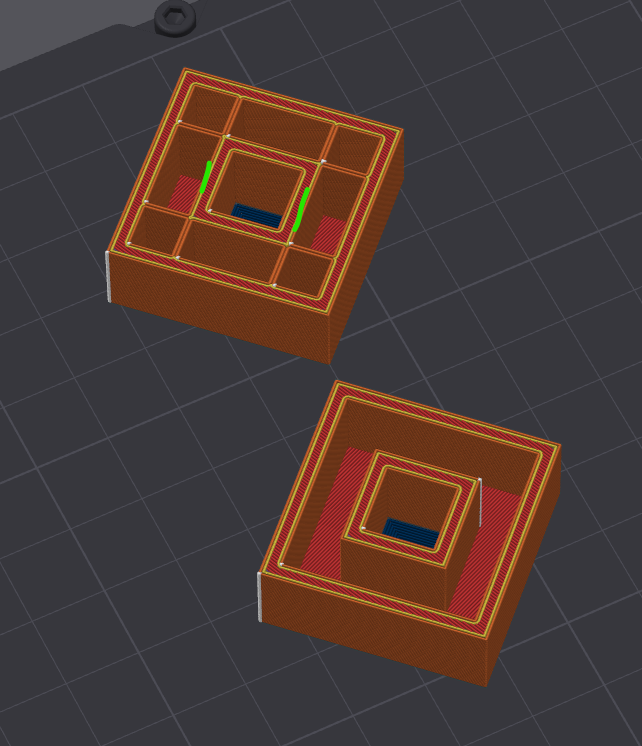
Si prima perimetro esterno per una migliore precisione. Non ho provato polyholes, ma per fori quadrati non ha effetto. Ho fatto un ulteriore test, il problema dell'inversione dell'inclinazione non si verifica nel modello di sotto, ma solo in quello di sopra, dove come si vede ogni spigolo è collegato in 4 i direzioni. In questo modello tutte le diagonali sono coerenti, tranne le diagonali del quadrato interno, quelle segnate in verde. In effetti anche le due pareti segnate in verde sono più spesse di tutte le altre, come se fossero state scalate, cosa molto strana. Potrebbe essere un problema dello slicer? Non credo sia un problema della stampante