miki.visco
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di miki.visco
-
Ciaoa tutti, ho installato il bltouch sulla mia ender 3, seguendo alcune guide online ho compilato il firmware da marlin stock aggiorno la stampante,e fin qui tutto ok. faccio delle prove, e probabilmente x errore di compilazione mio ,la stampa non partiva. decido di provare il firmware originale creality x scheda 4.4.2. metto il file.bin nella sd e accendo. da qui un beeeeeeeeeeeeeeeeep eterno e schermo nero. ho provato a mettere ancora il vecchio firmware ma non funziona. lo carica (penso) perche con un nuovo firmware il beep parte dopo un po invece che da subito. che dite ho fritto la scheda ? c'è modo di risolvere?
-
Flow Cura
miki.visco ha risposto a miki.visco nella discussione Software di slicing, firmware e GCode
No, ho lasciato 0.6 impostato una linea di 0.8 e regolato poi il flow x avere una linea da 0.8 reale e sono a 94% su x giù probabilmente dovrei sistemare gli step/mm dell' estrusore -
Flow Cura
miki.visco ha risposto a miki.visco nella discussione Software di slicing, firmware e GCode
Ho risolto da un po'.... In pratica la linea era sempre uguale xk sottoestrudeva... Il nozzle era da 0.7 invece che 0.6.... se imposto una linea da 0.8 x esempio ora me la fa giusta impostando il flow corretto. Se imposto 0.65 ad esempio esce una linea da 0.70/75 ma sottoestrusa con dei buchi qua e là Da ciò ho dedotto che il nozzle non è più piccolo di 0.7 -
ciao a tutti, ho un problema nella calibrazione di cura. Ho settato gli step/mm dell'estrusore della mia ender 3 v2, tuttavia qualsiasi percentuale flow metto mi ritrovo con lo stesso spessore parete. 0.7mm ho unnozzle da 0.6, risoluzione 0.32, 0.6 di estrusione. 1 perimetro e "vase mode" attiva. ho cambiato il flow da 100 a 50% senza vedere cambaimenti. sbaglio qualcosa ??? con altri slicer il flow o extrusio multiplier mi hanno sempre sistemato la larghezza effetiva di estrusione, con cura non riesco proprio.
-
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Ho stampato altre cose anche più alte e non hanno più avuto grossi problemi... Se non difetti estetici, dimensionalmente ci siamo a parte i fori che escono sempre piccoli. I difetti estetici sono una sorta di movimento tra i layer come se qualcosa si muove durante la stampa. Purtroppo mi è bruciata la sd card e ho perso tutte le impostazioni step/mm degli assi. 😡 -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Si Calibrato. Ho dimenticato di specificare un dettaglio. Il pezzo che è venuto conico era 3 layer x layer orizzontali e 3 pareti con 50% di riempimento e ha avuto un minimo di warping -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Sì uso pruss slicer e ho settato il nozzle da 0.6 nelle impostazioni di stampa, poi tutti gli altri settaggi seguendo la guida di help 3d sulle impostazioni di risoluzione e larghezza di estrusione. Che è 0.7 l'ugello è uno di quelli con la testa più piatta , non a punta come gli originali. Il punto di partenza è sempre lo stesso infatti in quell' angolo la misura del cubo non è corretta perché l'angolo sborda un po' Che estruda troppo materiale in partenza ? -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
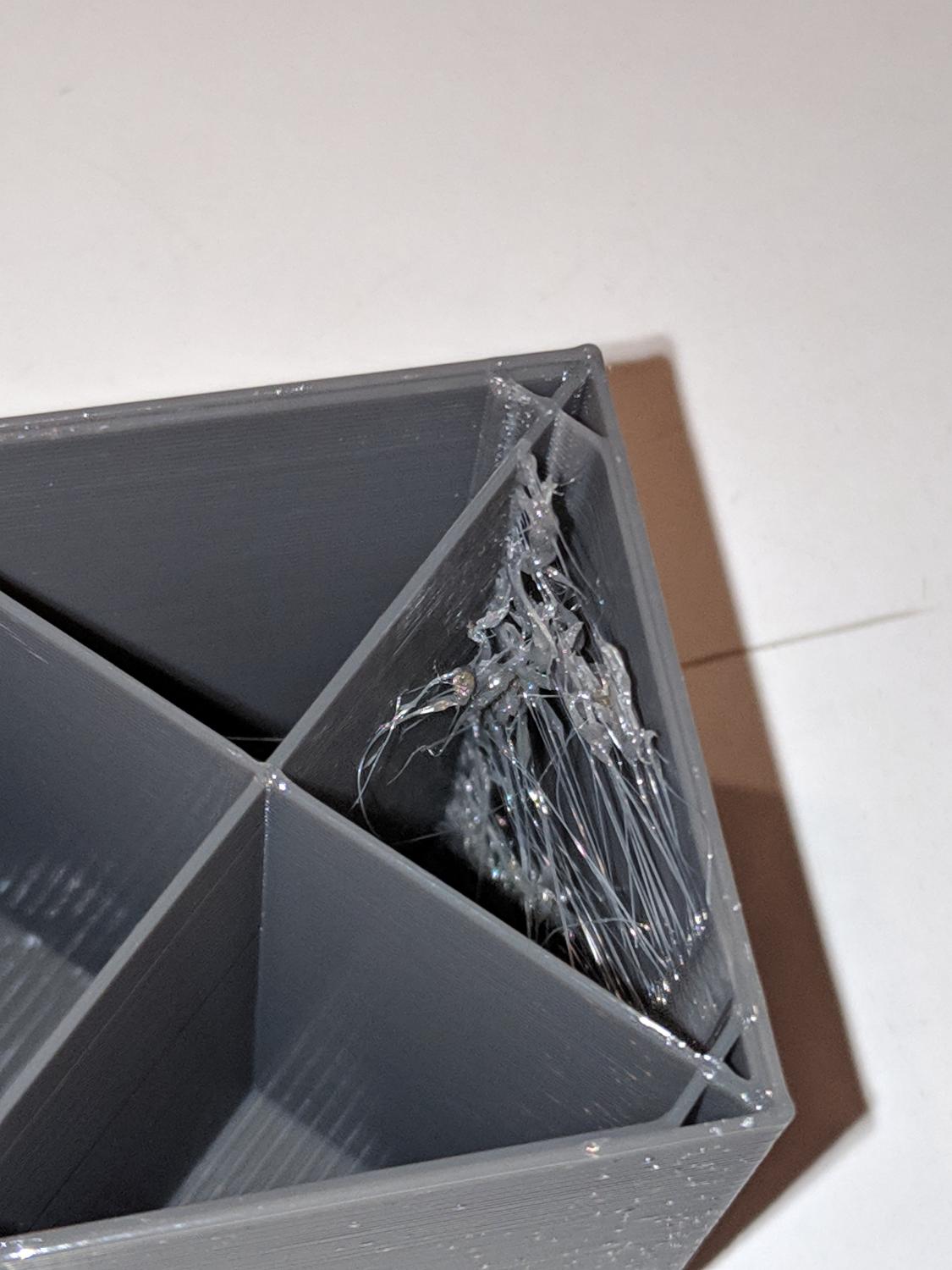
L'ho controllato con la squadra in garage.... faccio il saldatore di lavoro, credimi che è in squadra su tutti e 4 i lati. sicuramente è la foto che inganna . il difetto interno è stringing ? e all' esterno è come se si vedesse dove lo riempimento tocca la parete è possibile evitare questi difetti? Sinceramente non riesco a capire il problema dei pezzi di ieri sera. XYeZ secondo me sono ok, internamente qualsiasi pezzo è osceno c'e stringing e si creano un sacco di caccole in giro che poi si trascina, sinceramente penso di tornare al nozzle da 0.4. con lo 0.6 qualsiasi valore imposto di ritrazione non cambia molto le cose, sono arrivato a 10 mm a 50mm/s e mi trovo cmq schifezze in giro -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Si il pezzo è 12mm come dovrebbe, per quello penso che il problema non siano ne l'asse Z ne xy poichè varie prove indicano che stampa in squadra bene. ho notato che il patto balla un pochino, non sul carrello quindi non è un problema di ruote, balla sulle viti che tengono il piatto e le molle di registro ma devo sforzare parecchio, una tensione così in stampa non credo proprio che avvenga. -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
torre stampata 1 perimetro 5% di riempimento ed è perfettamente in squadra. all'interno è molto brutta in un punto @Carsco
-
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Ok stasera provo a fare questo cubo -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
L'altezza corrisponde. Ho anche provato a alzare di 20mm dal piatto e infilare sotto il cubo di calibrazione e aveva alzato della giusta misura Come faccio a capire se perde step x o y? E come lo sistemo ? -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Perche ho letto che il passo della vite messo insieme agli step che può fare il motore da una risoluzione minima di 0.04mm x ogni step. Non a caso di serie da risoluzione 0.12/0.20 ecc quindi ho impostato un layer da 0.48 poiché gli ultimi 0.02 se impostassi 0.5 non li farebbe Magari sbaglio e sono partito da basi non corrette. X e y sono già stati tarati sul cubo 20x 20 ho 19.97/98
-
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Non li sto confondendo, larghezza di estrusione 0.7 mm , risoluzione (quindi quanto si alza Z tra un layer e l'altro) 0.48mm comunque thinwall test eseguito e la larghezza di estrusione è ok. le misure non lo sono e i pezzi non li stampa adeguatamente piu sale piu le parti verticali aumentano diametri e misure, ho stampato delle staffe e risultano coniche invece che avere delle pareti dritte -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Thinwall test eseguito. con esito positivo, ho utilizzato vase mode di prusa slicer (non sbaglio giusto ?) La estrusione era impostata a 0.7 e l'ho lasciata cosi... calibro alla mano è tutto 0.68/0.69. Avevo gia tarato l'estrusore secondo i video di Help 3D La mia impressione è che l'ugello non si alzi a sufficenza quando fa il secondo layer e si tira in giro il materiale, prima ho risolto un pochino accendendo la vendola, il materiale solidificandosi prima sporcava meno in giro. -
stampa brutta persino i layer piatti
miki.visco ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Grazie delle risposte, provo impostando come dovrebbe essere quindi eestrudo 0.65 di materiale da nozzle 0.6 credo possa andare no ? e col thinwall test verifico. comunque il piatto è ok a me sembra che sia Z che non alza a sufficenza... stamattina ho letto che i layer x la ender devono essere multipli di 0.04 x un discorso dei motori step confermate? Ho impostato 0.48 di layer -
stampa brutta persino i layer piatti
miki.visco ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti sto stampanti con particolari problemi il petg, la stampa è di pessima qualità, persino i layer piatti tendono a filare. Ugello da 0.6, layer 0.48,estrusione 0,55 (unico modo che ho trovato per evitare stringing esagerati) stampo a 225° vorrei ottenere stampe piu pulite e migliorare molto la qualità
-
Thermal Runaway ender3V2
miki.visco ha risposto a miki.visco nella discussione Hardware e componenti
si oscilla solo di un paio di gradi, senza la cuffia in gomma e ugello 0.8 scendeva anche 5/7 gradi fino a andare in protezione termica. ho controllato il termistore e i cavi sono ok. ho tolto dinuovo la cuffia e ho fatto un test veloce con gli stessi settaggi di ieri ed è andata dinuovo in protezione. gia riducendo le velocita non da problemi, quindi credo che la stavo spingendo troppo oltre... -
Thermal Runaway ender3V2
miki.visco ha risposto a miki.visco nella discussione Hardware e componenti
Maledetto taglierino... Meglio i cavi che un taglio... Potevi dissanguarti Grazie intanto, comunque la t di estrusione é molto più stabile di prima e non avendo mai smontato nemmeno la ventola dell' estrusore resto convinto che non si tranciano i cavi dopo 50 ore (+-) di utilizzo. Controllerò x scrupolo. Grazie ancora -
Thermal Runaway ender3V2
miki.visco ha risposto a miki.visco nella discussione Hardware e componenti
Ok controllerò allora, per il momento la lascio fare e domani la controllo. Costa caro cambiarlo ?? Ce ne sono di qualità migliore x esempio ? Se hai suggerimenti sono ben accetti -
Thermal Runaway ender3V2
miki.visco ha risposto a miki.visco nella discussione Hardware e componenti
Sinceramente non credo sia in corto, non partirebbe nemmeno. Mi sono accorto che non avevo rimontato il gommino che tiene caldo l'hot end. Potrebbe essere che nozzle in acciaio invece che ottone, quantità di filamento e gommino mancante facessero abbassare abbastanza la temperatura da andare in errore ? Ora sta girando da 10 Min circa senza problemi.... -
Ciao a tutti, sono nuovo sul forum. Ho appena sostituito il nozzle con uno da .8mm perche ho necessità di realizzare 8 pezzi di grosse doemnsioni. Dopo 30 min ha suonato il buzzer e la scritta su monitor thermal runaway, spengo e faccio riprendere dopo poco stesso problema. UNICA MODIFICA il nozzle. ho notato che la temperatura impostata a 240 ma ne leggeva sempre meno e in calo, a circa 235 si spegne Risolvibile?? acquistata da bangood ho paura a mandarla in assistenza, e chissà quanto ci vuole.