Dave
-
Numero contenuti
26 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Obiettivi di Dave
")
Newbie (1/14)
2
Reputazione Forum
-
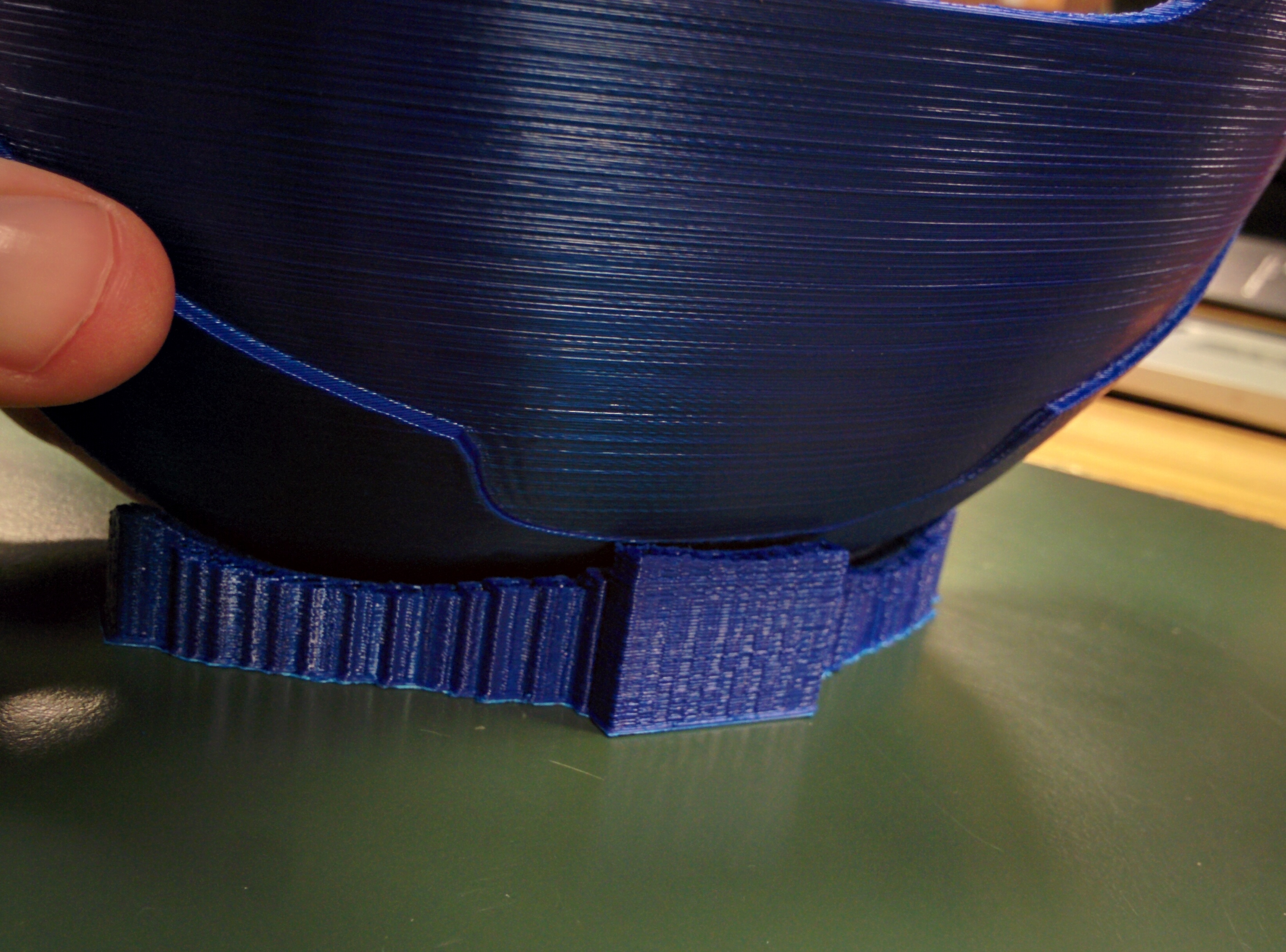
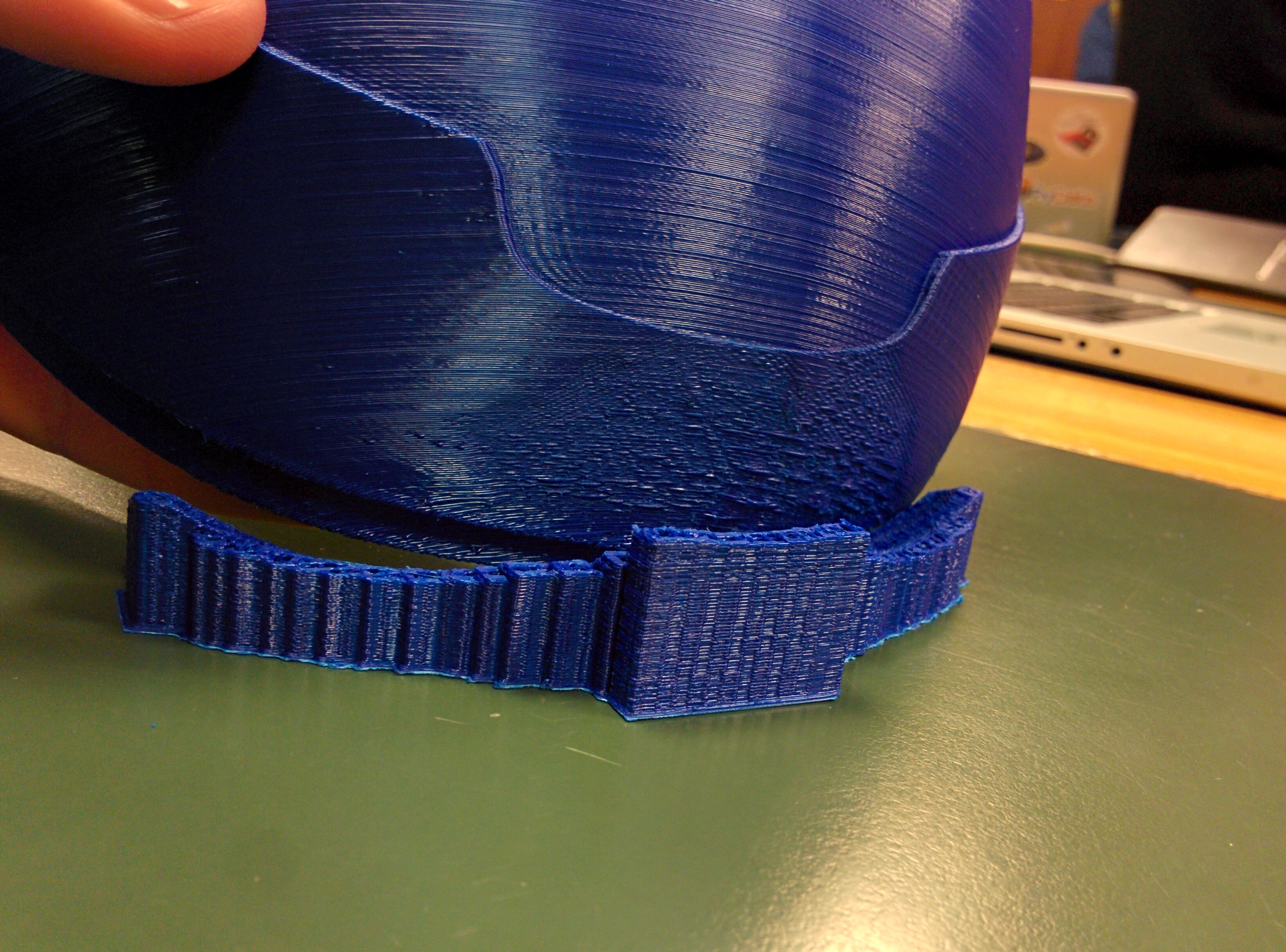
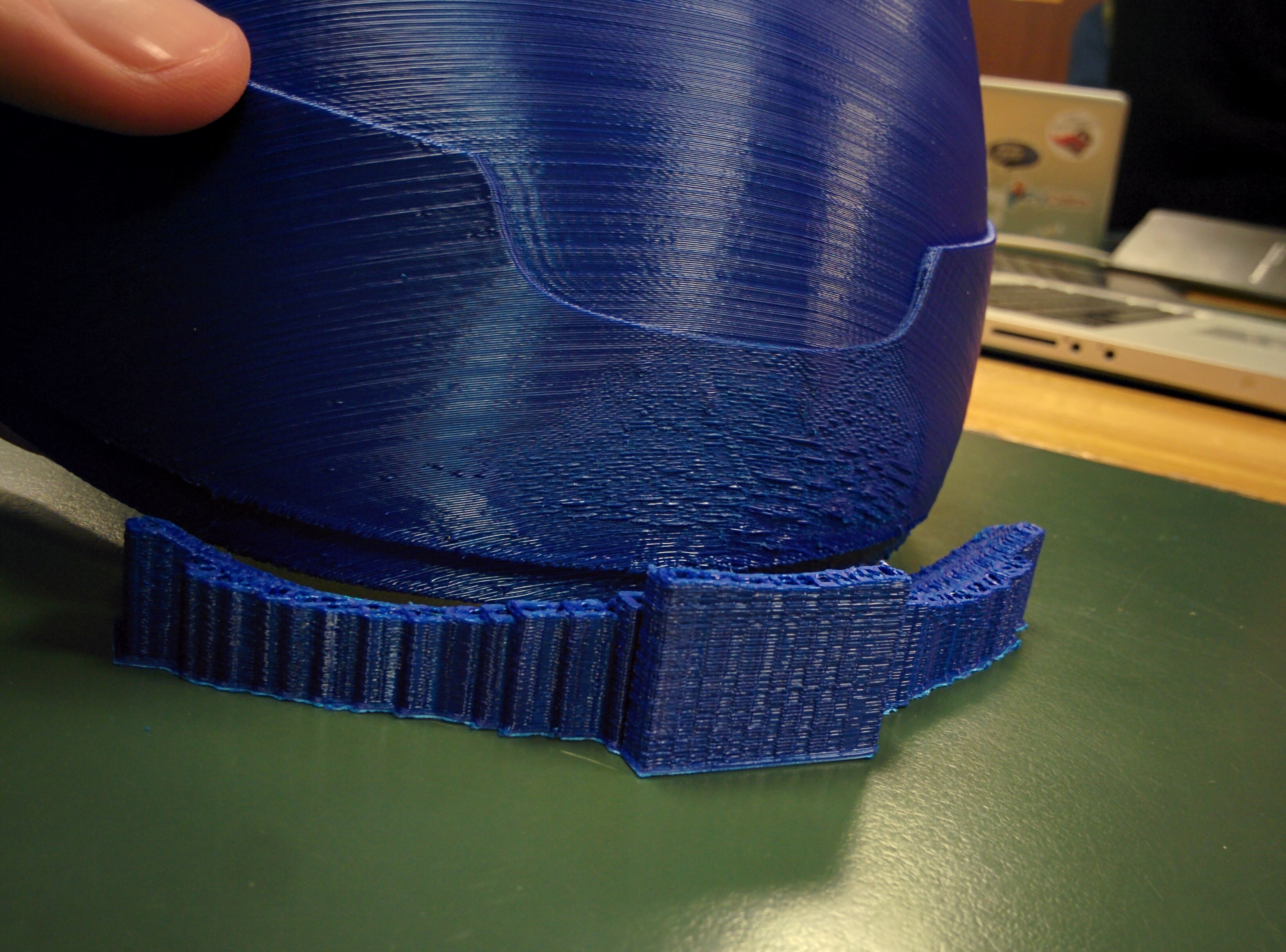
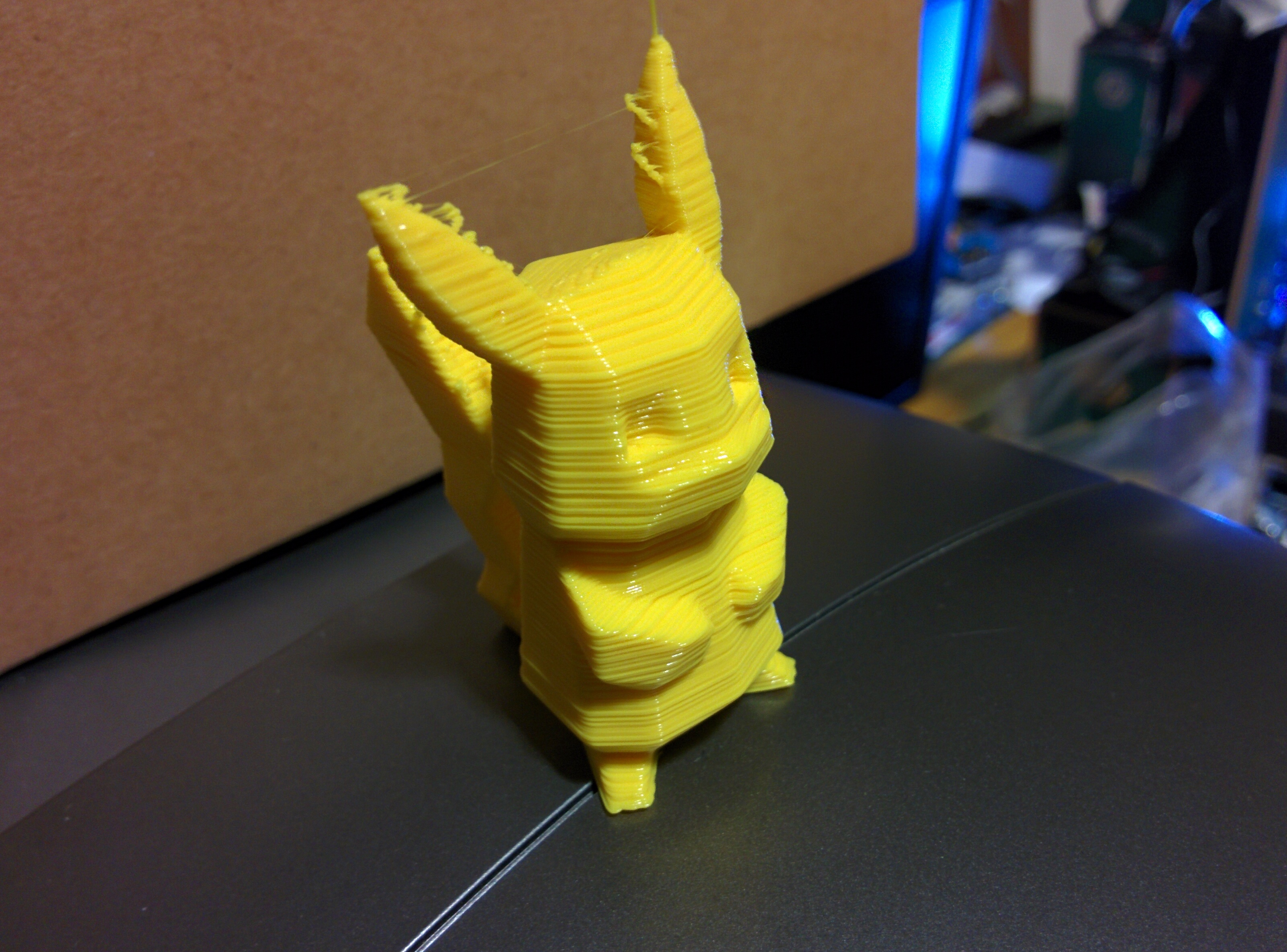
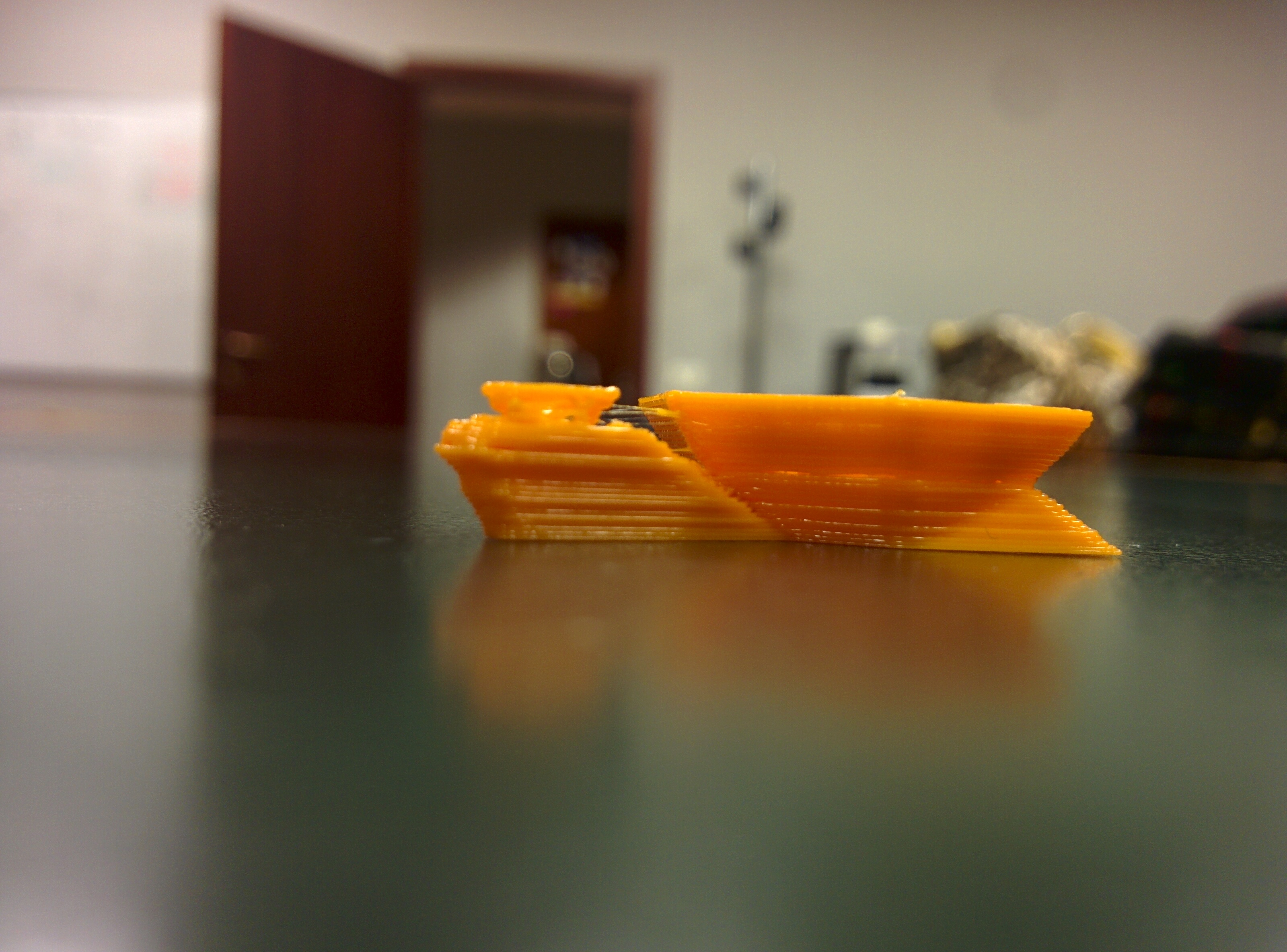
No cura. Di fatto fa i supporti a nido d'ape, disperdono bene il calore, poi inizia a fare la parte basse del pezzo, molto piccola e totalmente piena. Risultato, i primi 30 layer di parte piena non riescono a disperdere bene il calore, gonfiandosi immediatamente. L'ugello caldo, passandoci sopra di nuovo, li schiaccia a forza e da origine a questo terrificante risultato.
-
Salve a tutti, sto avendo qualche problema nella stampa di questo pezzo con supporti. Anche con la ventola al massimo sin dal primo layer, la parte che sembra "bruciata" si gonfia, suppongo non riesca a dissipare abbastanza velocemente il calore in quella parte. Qualche consiglio?

-
Velocità 40mm/s , nozzle 0.4 ( ho cambiato macchina ) , minimal layers time 20 e temperatura 185°. ------------------------------------------------------------------------------------------------------------------------------------------------------------ Ho stampato il dettaglio con la macchina con il nozzle 0.5 , stessi parametri sopra. Possibile che da 0.4 a 0.5 cambi così tanto? ho paura che la macchina con il nozzle da 0.5 ha qualche parametro che non va... Altra cosa, la macchina 0.5 ha la temperatura un po' ballerina, salta di +-6°... in continuazione rincorre i 185° fissati.
-
Si si 0.5. Cura ti avverte se hai valori nn multipli. Se vuoi vedere i miei valori, basta che carichi il mio profilo nel tuo cura, così sono più leggibili che dal file di testo. Stavo pensando di stampare ad una velocità ancora inferiore, giusto per capire se migliora.
-
Mi sai dire qualche programma di slicing valido ed alternativo? Proverò a controllare bene tutti i tiranti.
-
Ho un ugello da 0.5. Scusami, spiegami come la dimensione dell'ugello può interferire sulla caduta del materiale correttamente, nei pezzi piccoli quello è il mio problema.
-
Optimus, http://goo.gl/SF1LWd . Eccoti i settaggi di cura: http://goo.gl/TJ7vuC Da questi settaggi di base, ho semplicemente inserito le modifiche che ho riportato sotto ogni pezzo.
-
Fa l'auto level ogni volta prima d'iniziare a stampare.
-
Terrò a mente i tuoi consigli, spero che essendo nuova non serva manutenzione nell'immediato. Più che altro mi domando, se non attacca bene nei punti piccoli, o va troppo veloce nello spostarsi ( accelerazione ) e non lascia che il filamento tocchi la base, oppure il filo non esce poi così velocemente. Qualche idea?
-
Sta tutti i giorni in laboratorio, considera che il clima emiliano è 100% umidità. Possibile che si noti così tanto in particolari punti? sopratutto ed esclusivamente in punti 'piccoli'.
-
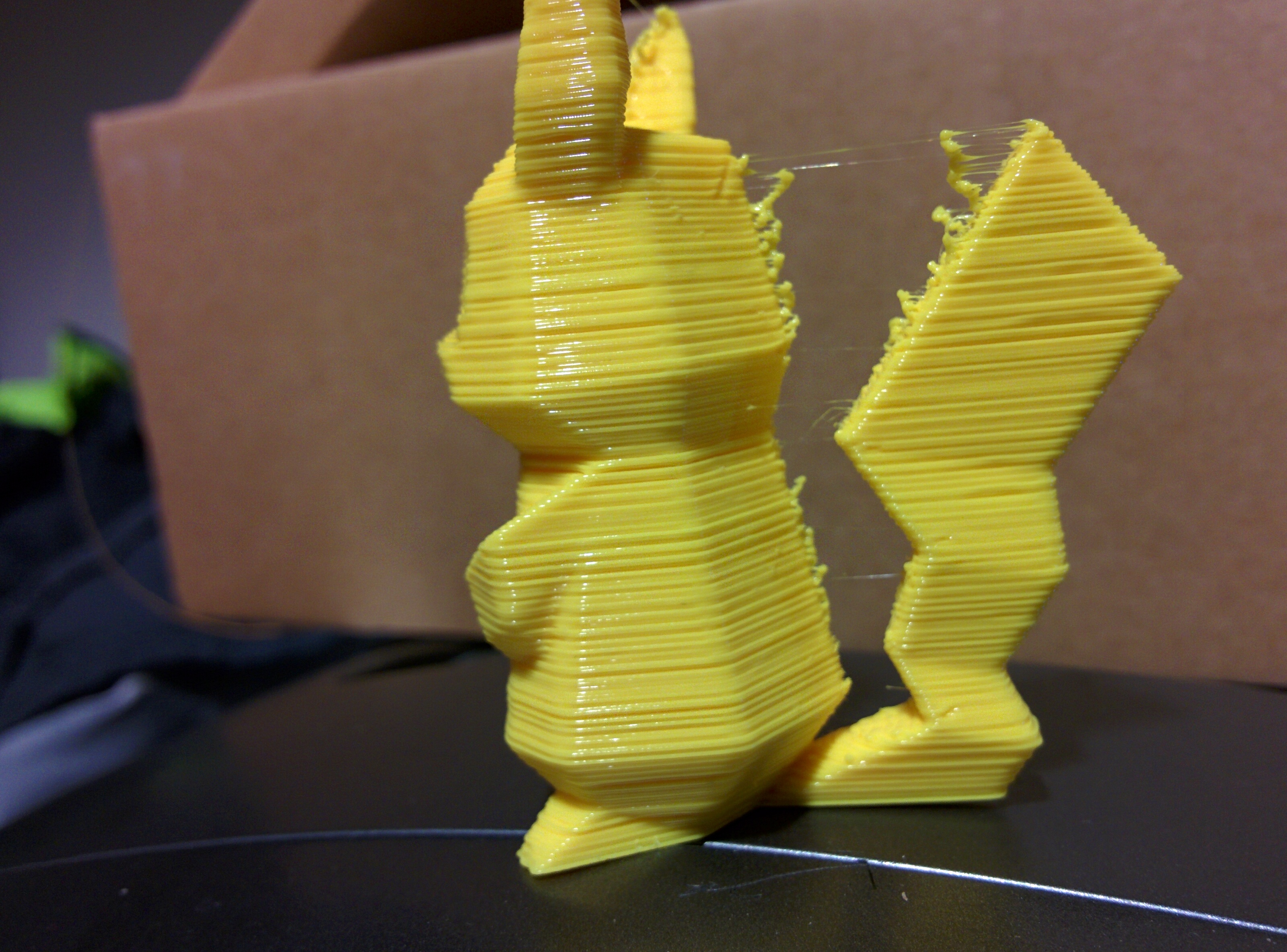
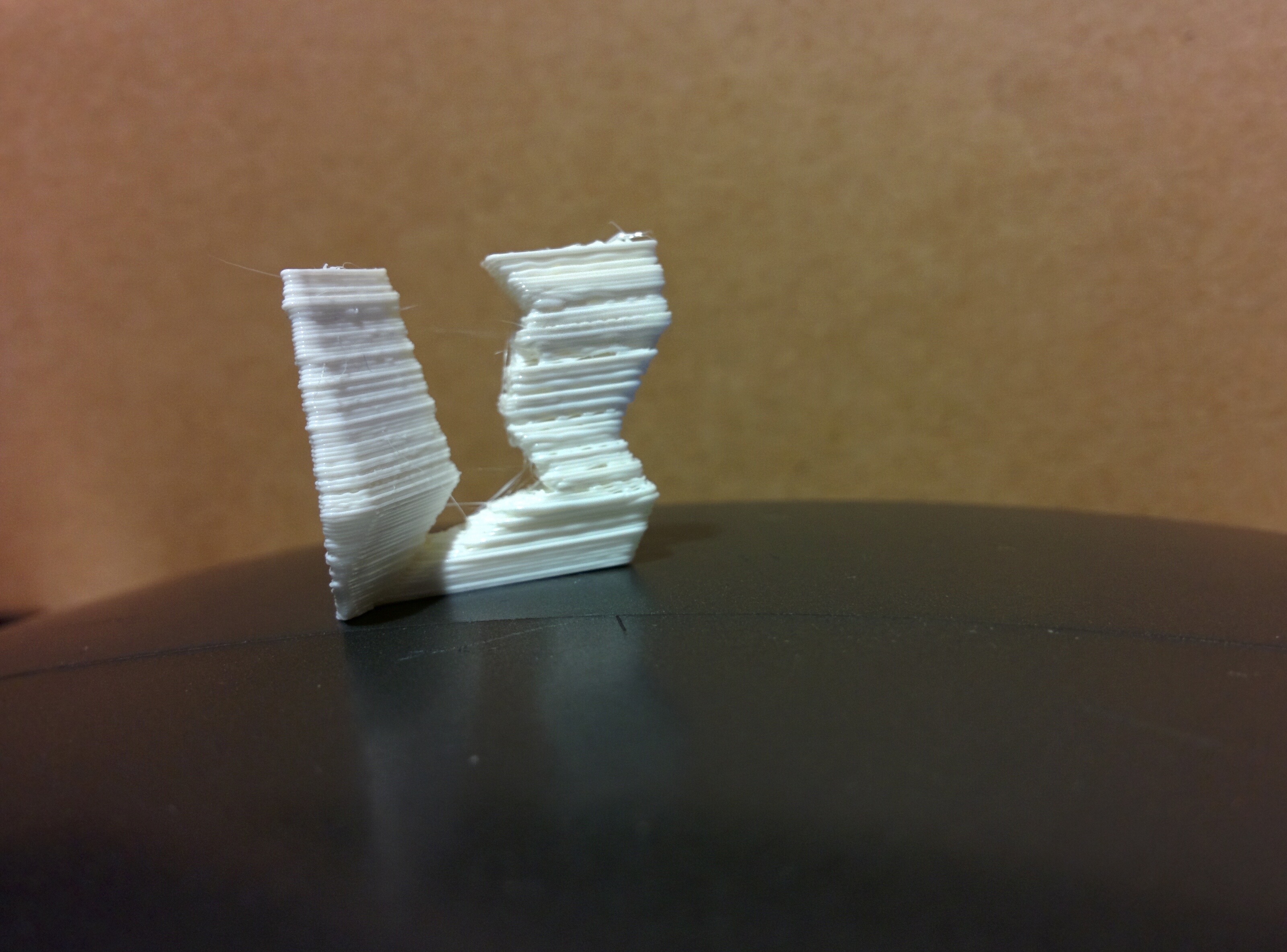
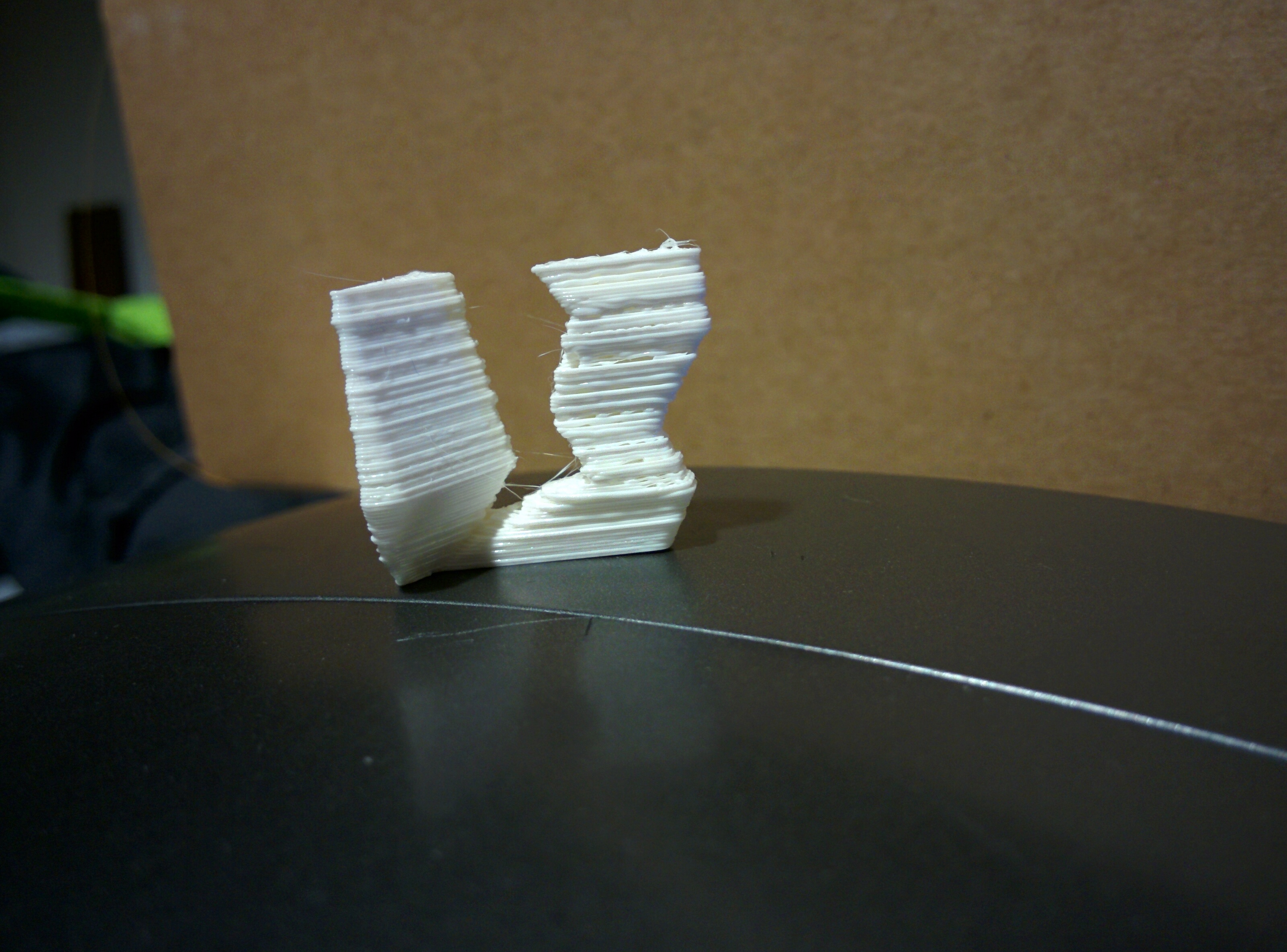
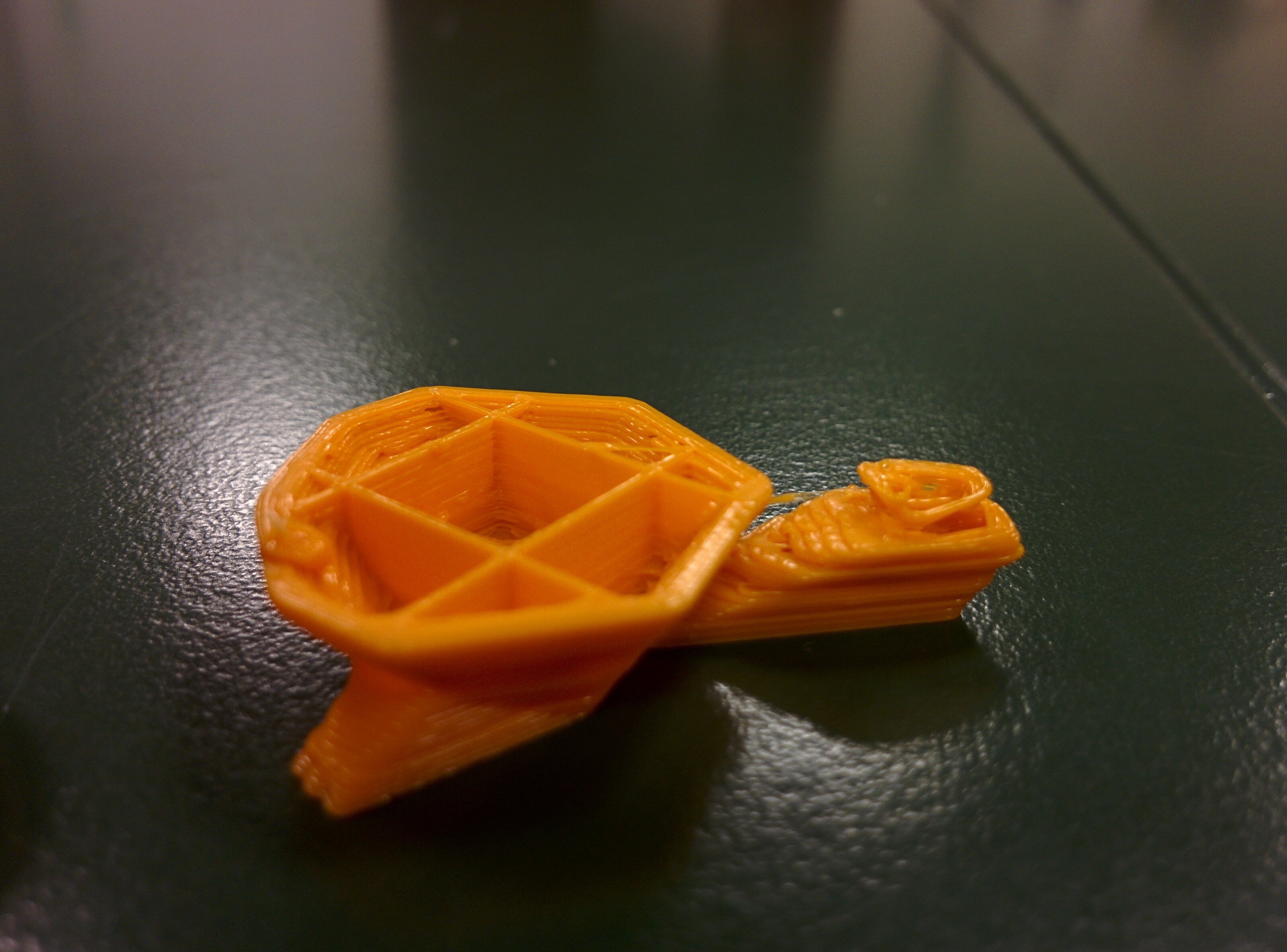
A me sembra che nei punti più piccolini, come la parte stretta della coda, il materiale non cada al suo posto ( nella foto si vede molto bene, è in aria! ). Non capisco se sia colpa della velocità, o della temperatura d'estrusione. NB: sulla velocità è impostata su 60mm/s, dalla manopola della stampante abbasso tutto del 50%.
-
Temperatura: 190°, flow: 100% e velocità: 30 mm/s , ho dovuto fermare la stampa perchè nella parte stretta della coda lavora malissimo. Sostanzialmente non attacca un layer sopra l'altro in quel punto. Qualche idea su come risolvere?
-
Mi alleghi o linki l STL? così lo provo e confrontiamo. A che velocità stampi? Stavo pensando d abbassare la temperatura da 190 a 185/180 gradi
-
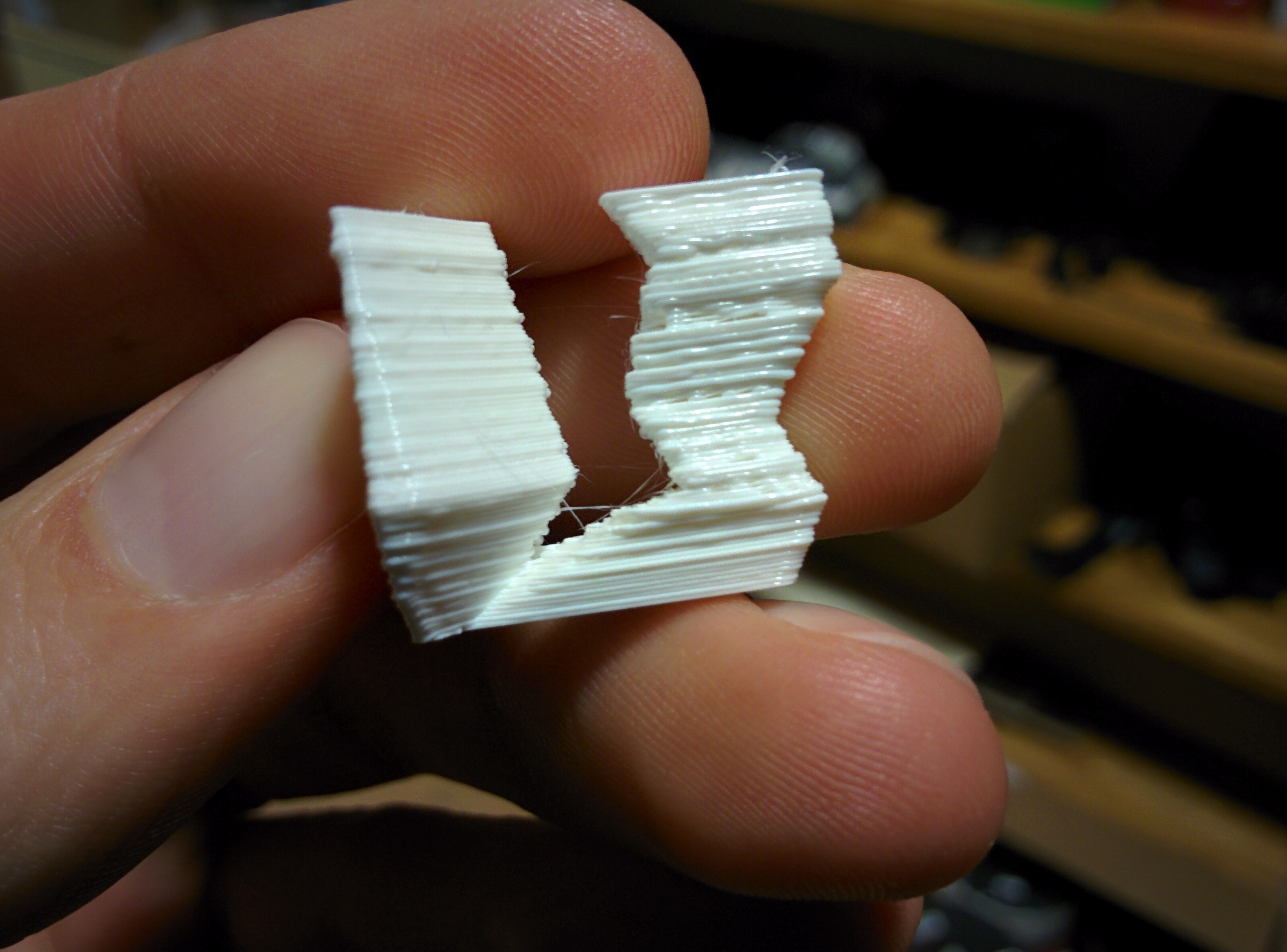
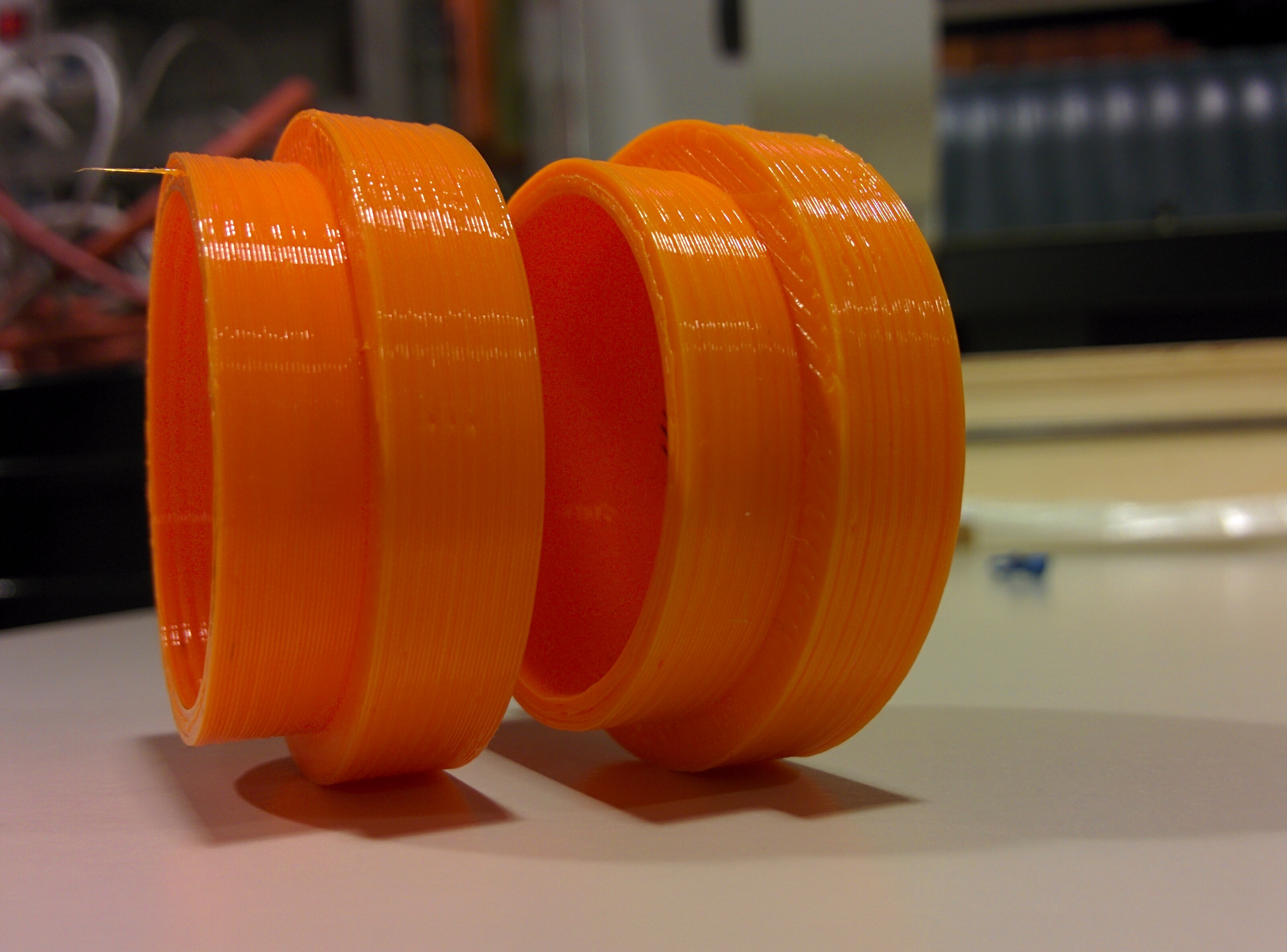
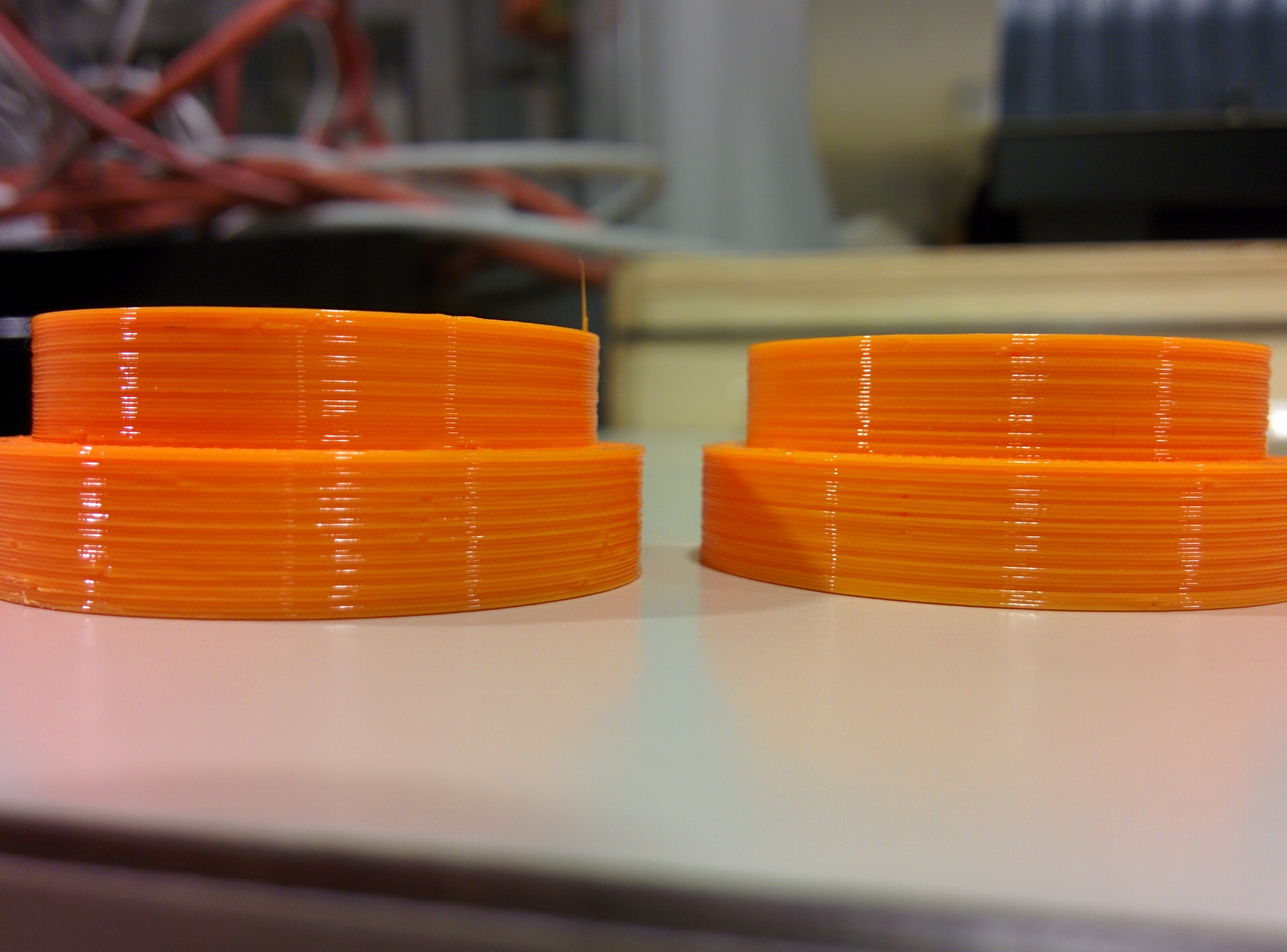
Concordo, anche se dalle foto risulta male.. 0.25 mm , il pezzo D sembra quello con i bordi meno "scaletati"
-
Pezzo B: temperatura estrusione: 190 ° temperatura lettino: 41° velocità: 60 mm/s riempimento: 15 flow: 90 % ventole: 255 Z-off set: 16.00 SX pezzo B, DX pezzo A. ---------------------------------------------------------------------------------------------------------------------------------------------------------------- Pezzo C: velocità: 45 mm/s Da SX verso DX, A,B e C. ---------------------------------------------------------------------------------------------------------------------------------------------------------------- Pezzo D: Z-off set: 15.95 DX è pezzo D , SX pezzo C. Sembra essere il migliore come bordi. ---------------------------------------------------------------------------------------------------------------------------------------------------------------- Se alzo Z-off set a 15.90 inizio già a vedere sulla base qualche layers non incollato all'altro. Pensavo di ripristinare il flow al 100%. Che ne dite?