Truck64
-
Numero contenuti
891 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
3 Seguaci



Obiettivi di Truck64
")
Proficient (10/14)
-
 Rare
Rare
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
Badge recenti
795
Reputazione Forum
12
Risposte alla community
-
Ti dirò, ho dato un occhiata ai vari manuali della i3 sul sito Geeetech e poco cambia da una versione all'altra, a meno che non intendi modificare il firmware cosa che ti sconsiglio caldamente fino a che non avrai molta più praica. E fidati: non c'è nessun artificio software che possa correggere i difetti dati da una struttura instabile, quindi per prima cosa verifica che tutto il frame sia imbullonato corretamente e sia appogiato su una superfice stabile, che gli assi scorrano senza intoppi e siano perpendicolari l'uno all'altro (verifica non facile da spiegare, ho cercato qualche tutorial in rete ma non ho trovato nulla da segnalare. Direi che piuttosto di fare danni l'ortogonalità degli assi la vediamo in seguito). Fatto questo poi c'è da identificare lo slicer che vuoi usare, creare un profilo di stampa e via di calibrazioni... Lo so sembra complicato, ma all'epoca di quel tipo di stampante era la prassi. Con quelle nuove in qualche modo la vita dell'utente si è semplificata perchè parte del lavoro è già fatto in fabbrica o da altri utenti, ma non sempre la cosa è positiva a mio parere. PS: se fai scorrere gli assi a mano con cinghie e motori attaccati fallo a velocità bassa. Esagerando con la velocità potresti friggere l'elettronica.
-
Visto la foto e l'elettronica che monti le tua è una Geeetech i3 Pro o un suo clone. Questo è il manuale. Diversi utenti di questo forum hanno cominciato a stampare quando questo tipo di macchina era la norma. Ricordo che moti si lamentavano dell'instabilità del frame in acrilico. E' un modo come un altro per iniziare, certo serve tanta pazzienza e studio per cavarci qualcosa.
-
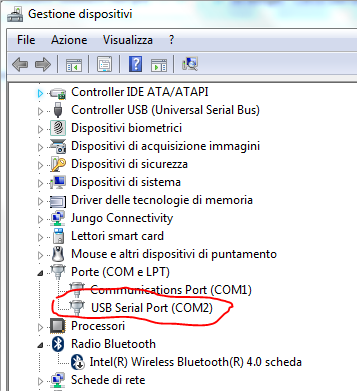
Ciao, per trasferire un file su SD basta uno qualsiasi dei lettori per schede da attaccare a USB, tipo questo: https://www.amazon.it/Lettore-schede-BENFEI-Compact-Adapter/dp/B08P517NW5?source=ps-sl-shoppingads-lpcontext&ref_=fplfs&psc=1&smid=AVXBDLJMD7W0C Quando attacchi una stampante 3D al PC tramite USB, nella maggir parte dei casi viene riconoscuta come "adattatore seriale" e quindi aggiunge una porta al PC. E' quella porta che devi indicare allo slicer. Se ti serve una mano a identificarla prima di tutto ci serve sapere che sistema operativo usi, in Windows basta aprire "Gestione dispositivi": Comunque concordo con @dnasini che stampare da PC via USB non è una buona idea per molte buone ragioni.

-
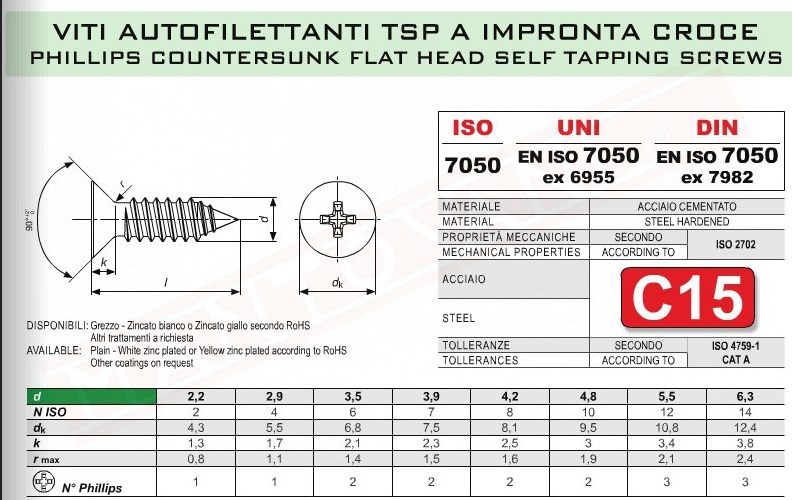
Purtroppo ci sono almeno una ventina di tipi unificati di viti svasate, quindi è difficile risponderti. Per quelle a pass metrico più o meno si equivalgono: Quelle autofilettanti invecie... questa è una tabella, ma cen'è un infinità: Personalmente il mio cad (Freecad) ha la funzione per creare lo svaso automatico in funzione del tipo di vite e a uanto ne so lo hanno anche altri cad. Tu cosa usi?
-
Cosa intenda Bondtech non lo so. Tutti gli altri sistemi di cambio utensile che conosco hanno lo spingifilo solidale all'hotend, quindi un motore e un drive e la meccanica di trascinamento filo per ogni tool. Con questa soluzione il tool ha solo l'hotend da gestire (mosfet e termistore) quindi a conti fatti costa sicuramente meno. Inoltre l'ingombro è minore, quindi in teoria ne puoi montare di più nello stesso spazio. Io sto ancora litigando con la meccanica di blocco del tool, a vedere il loro sistema ha già risolto. Buon per loro 😜
-
Concetto non nuovo. Parecchi stanno lavorando al cambio utensile dove ad essere sostituito è solo il fusore (sono tra loro). Qualcuno ha già preparato un sistema funzionante benché con scarsi risultati soprattutto in termini di affidabilità: https://www.youtube.com/watch?v=wjNQ7pUC6R8 Mi intriga il fatto che i tool in parcheggio manchino del tutto di raffreddamento attivo. Grazie della segnalazione comunque, ogli spunto è utile.
-

Aiuto stampa sbalzo per novizio
Truck64 ha risposto a Dangia nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
I pezzi fatti così sono tra i più difficili da stampare a filamento. Prima di tutto ti direi di verificare se il risultato estetico della cupola, che uscirà a scalini, ti soddisfa. Se così non fosse Potresti fargli la testa piatta con uno smusso sul bordo e stamparlo sottosopra come suggerise @eaman In alternativa ti suggerirei di stamparlo in 2 pezzi e assemblarlo con la colla. predisponendo un incastro nel retro della cupola per la parte cilindrica. Se invecie sei deciso a spamparlo in pezzo unco i supporti generati dallo slicer difficilmente ti aiuteranno. Ti suggerirei di aggiungere con il cad un anello di sopporto sul perimetro della cupola, spesso un solo filamento, da rimuovere a fine stampa.
-
Orbiter Filament Sersor v2.0 e falsi positivi
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
Mi pare che qui ci sia quello che cerchi :https://www.teamfdm.com/forums/topic/1497-filament-run-out-sensor-distance-after-triggered/?do=findComment&comment=14192 -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Avevo fatto delle prove per un fandut così, magari vedo e trovo il disegno -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Non so se ho capito bene, ma se intendi disego 2D, tipo per fare qualcosa da plottare o incidere con il laser si può fare, ma non è proprio comodissimo. Ok ma è a pagamento. Se per quello allora hai mai dato un occhiata ad SpaceClaim. -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Consigli non mi sento di darne, nel senso che mi guardo ogni tanto qualche tutorial e frequento il forum italiano di FreeCad ma i pezzi/assiemi che disegno per lo più li faccio ancora come li facevo 30 anni fa, quando ho raccattato un Autocad 13 che girava sul vecchio 486DX4: solidi base uniti/sottrati per comporre le forme che mi servono e poco più. Nel tempo ho fatto qualche oggetto parametrico, metre per gli assiemi vincolati invecie sono ancore fermo che i vecchi Assemby Worbench erano sempre pieni di baki. Appena ho tempo mi guardo più materiale sulla 1.0 e poi vi saprò dire. Gli add-on che consiglio solo roba classica: Fasteners workbench freecad.gears workbench SheetMeal Workbenc -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Ciao @eaman, io uso solo quello per i miei progetti hobbistici, ma fino ad ora non ho ancora approfiondito le ultime funzionalità della 1.0. -
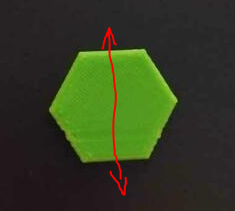
Come modellare un esagono
Truck64 ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
La foto è poco defnita, ma se dovessi scommettere punterei su un problema di scorrimento dell'asse in questo senso: per caso hai provato a stamparlo in un altro punto del piatto?
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Truck64 ha risposto a Cubo nella discussione Nuove idee e progetti
Per quanto ne so gli impianti monofase residenziali in Italia sono sempre cablati secondo il "Sistema TT" quindi senza entrare nei dettagli il conduttore di neutro è da considerare sempre fase attiva. Perciò ben venga fare una distinzione tra i fili dell'una e dell'alta fase, ma all'atto pratico non ha senso fare distinzione tra il potenziale dell'una e dell'altra fase. Importante è garantire l'isolamento di entrambi i conduttori e soprattutto che tutte strutture metalliche accessibili (leggi piatto in primis e poi corpo della stampante) siano colegati al conduttore di terra con cavi di sezione adeguata. La distinzione tra neutro è fase si fa principalmente in ambito industriale e le prese in quel caso, anche quelle monofase, hanno un solo verso di inserimento. -
Dove trovare un buon rele' a stato solido
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
Per quanto ho visto, sia per i relè meccanici sia per quelli a stato solido il led è sul circuito di comando, quindi se si guasta il relè il led non ti è utile per identificare il guasto. Meglio e probabilmente più semplice se il led lo metti in parallelo al carico (alias piano riscaldato o riscaldatore dell'hotend).