Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Aiuto stampa sbalzo per novizio
Truck64 ha risposto a Dangia nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
I pezzi fatti così sono tra i più difficili da stampare a filamento. Prima di tutto ti direi di verificare se il risultato estetico della cupola, che uscirà a scalini, ti soddisfa. Se così non fosse Potresti fargli la testa piatta con uno smusso sul bordo e stamparlo sottosopra come suggerise @eaman In alternativa ti suggerirei di stamparlo in 2 pezzi e assemblarlo con la colla. predisponendo un incastro nel retro della cupola per la parte cilindrica. Se invecie sei deciso a spamparlo in pezzo unco i supporti generati dallo slicer difficilmente ti aiuteranno. Ti suggerirei di aggiungere con il cad un anello di sopporto sul perimetro della cupola, spesso un solo filamento, da rimuovere a fine stampa.
-
Orbiter Filament Sersor v2.0 e falsi positivi
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
Mi pare che qui ci sia quello che cerchi :https://www.teamfdm.com/forums/topic/1497-filament-run-out-sensor-distance-after-triggered/?do=findComment&comment=14192 -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Avevo fatto delle prove per un fandut così, magari vedo e trovo il disegno -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Non so se ho capito bene, ma se intendi disego 2D, tipo per fare qualcosa da plottare o incidere con il laser si può fare, ma non è proprio comodissimo. Ok ma è a pagamento. Se per quello allora hai mai dato un occhiata ad SpaceClaim. -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Consigli non mi sento di darne, nel senso che mi guardo ogni tanto qualche tutorial e frequento il forum italiano di FreeCad ma i pezzi/assiemi che disegno per lo più li faccio ancora come li facevo 30 anni fa, quando ho raccattato un Autocad 13 che girava sul vecchio 486DX4: solidi base uniti/sottrati per comporre le forme che mi servono e poco più. Nel tempo ho fatto qualche oggetto parametrico, metre per gli assiemi vincolati invecie sono ancore fermo che i vecchi Assemby Worbench erano sempre pieni di baki. Appena ho tempo mi guardo più materiale sulla 1.0 e poi vi saprò dire. Gli add-on che consiglio solo roba classica: Fasteners workbench freecad.gears workbench SheetMeal Workbenc -
FreeCad: disegno meccanico parametrico libero e gratuito
Truck64 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Ciao @eaman, io uso solo quello per i miei progetti hobbistici, ma fino ad ora non ho ancora approfiondito le ultime funzionalità della 1.0. -
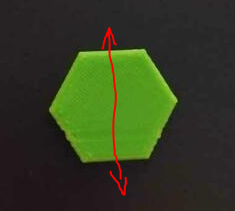
Come modellare un esagono
Truck64 ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
La foto è poco defnita, ma se dovessi scommettere punterei su un problema di scorrimento dell'asse in questo senso: per caso hai provato a stamparlo in un altro punto del piatto?
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Truck64 ha risposto a Cubo nella discussione Nuove idee e progetti
Per quanto ne so gli impianti monofase residenziali in Italia sono sempre cablati secondo il "Sistema TT" quindi senza entrare nei dettagli il conduttore di neutro è da considerare sempre fase attiva. Perciò ben venga fare una distinzione tra i fili dell'una e dell'alta fase, ma all'atto pratico non ha senso fare distinzione tra il potenziale dell'una e dell'altra fase. Importante è garantire l'isolamento di entrambi i conduttori e soprattutto che tutte strutture metalliche accessibili (leggi piatto in primis e poi corpo della stampante) siano colegati al conduttore di terra con cavi di sezione adeguata. La distinzione tra neutro è fase si fa principalmente in ambito industriale e le prese in quel caso, anche quelle monofase, hanno un solo verso di inserimento. -
Dove trovare un buon rele' a stato solido
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
Per quanto ho visto, sia per i relè meccanici sia per quelli a stato solido il led è sul circuito di comando, quindi se si guasta il relè il led non ti è utile per identificare il guasto. Meglio e probabilmente più semplice se il led lo metti in parallelo al carico (alias piano riscaldato o riscaldatore dell'hotend). -
Accuratezza Dimensioni interne fori ecc stampa 3D
Truck64 ha risposto a sr.sr nella discussione Problemi generici o di qualità di stampa
Le stampanti FDM sono CNC, anche se rudimentali. Il problema delle dimensioni dei pezzi riprodoti è che non usano un utensile da asporto (di dimensioni note e che quindi in teoria asporta a ogni passata una quantità di materiale più o meno prevedibile) ma "sputano" una striscia di plastica sperando che si schiacci tra nozle e piatto/pezzo sempre alla stessa maniera (cosa ottimistica). Personalmente poi basarsi sulla riproduzione di un oggetto (cubetto) di dimensioni tanto ridotte rispetto a quelle dei pezzi reali che si stampano per regolare gli step/mm è una follia. Avrebbe molto più senso farlo con un oggetto grande almeno 3/4 dell'area di stampa, magari un quadrato con una tasca quadrata in mezzo in modo da mediare le due superfici. In ogni caso il discorso dei fori (già ampiamente dibattuto per altro) risente anche della natura dei file che si usano nelo slicing. Gli .STL sono delle scomposizioni a rettangoli degli oggetti generati in 3D. Per i fori e le superfici curve in genere hanno la nautrale tendenza a "stringere" rispetto al modello fatto con il CAD. Quindi o ne tieni conto in progettazione, facendo i fori più larghi, o li ripassi in post processing.- 10 risposte
-
- 4
-

-

-
- fori
- dimensioni
- (and 2 più)
-
Non mi risulta esistano come inserti. Quello che mostri probabilmente se lo sono fatti fare apposta, e la cosa ha senso solo se il volume di utilizzo è considerevole. Per piccole produzioni, e ammesso che le demsioni del pezzo lo consentano, ti conviene seguire l'esempio di quelli di Voron:
-
Domanda su Fusion 360
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
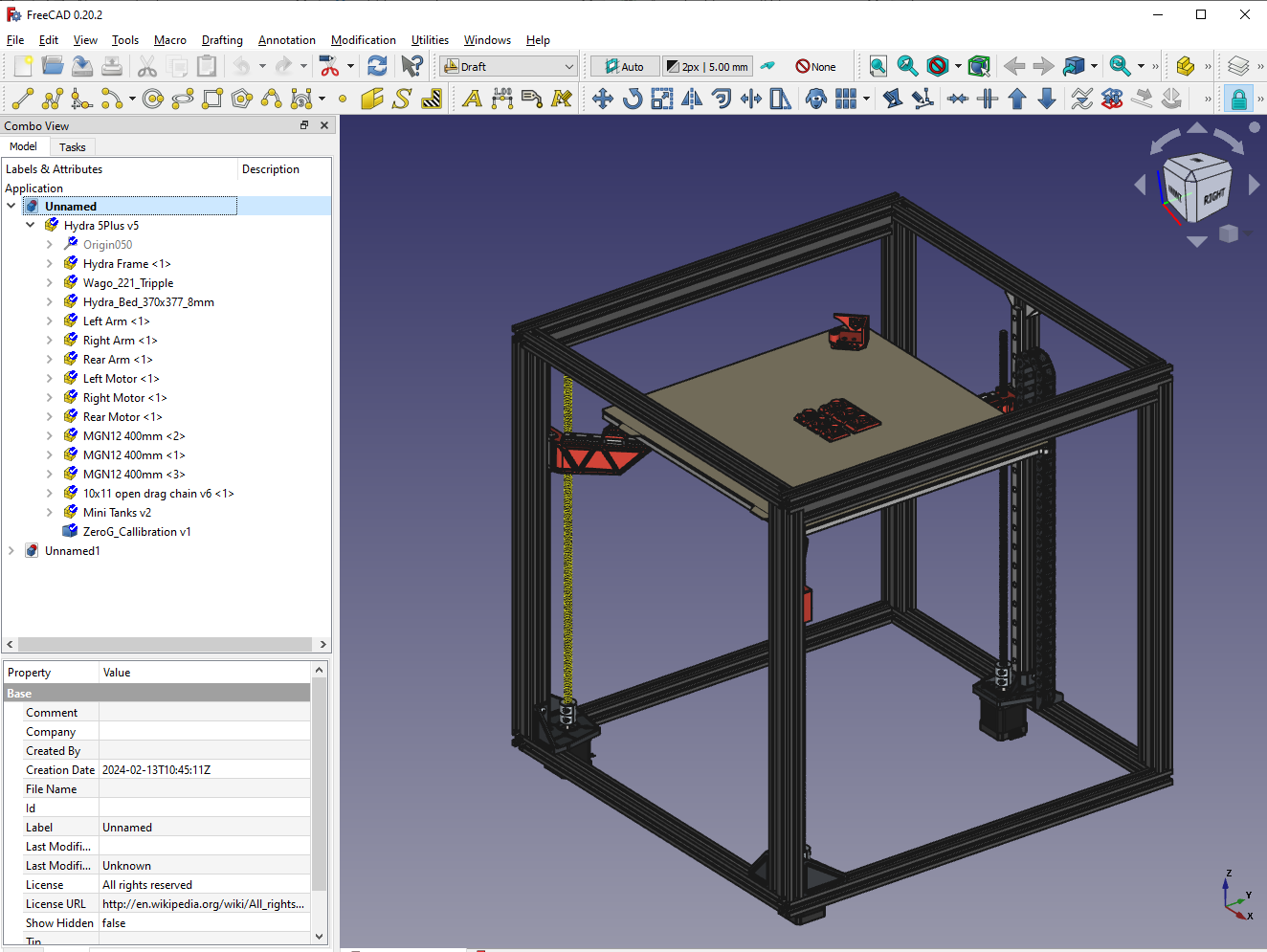
Toglimi una curiosità se puoi: Freecad sul mio portatile (i7-1165G7 16GB) ci mette 76s ad aprire quel file. Sul tuo PC? -
Domanda su Fusion 360
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
l file Hydra_5Plus.stp e Hydra_5Pro.stp, se sono quelli che intendi, si aprono senza difficoltà con Freecad. Più che convertirli poi penso ti convenga esportare i singoli elementi che vuoi modificare.
-
Scanner 3D "tipo quelli che misurano il diametro dei filamenti"
Truck64 ha risposto a Cubo nella discussione Off-Topic in generale
Dipende, in genere per quegli strumenti la dimensione dell'area di scansione è inversamente proporzionale alla risoluzione, ma ne esistono anche capaci di misurare qualche centinaio di mm. In ogni caso quelli che hai trovato costano qualche (parechie) decina di migliaia di €. Se è solo per misurare le dimensioni del filamento su stampante 3D conviene scegliere quacos'altro. -
[FreeCAD] Rotazione dello sketch
Truck64 ha risposto a Aniopali nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Non c'è di che. Per la cronaca il 90% della modellazione che faccio con Freecad uso l'ambiente Part, ma ho trovato comodo già dalla versione 0.16 aggiungere alvuni strumenti di Draw in una toolbox personalizzata. Con le ultime versioni hanno aggiunto all'ambiente PartDesign alcune funzioni che nella maggior parte dei casi però erano già presenti nei precitati ambienti e oltre ad essere monche (tipo l'arrotondamento spigoli che nella versione Part ti permette in un unica trasformazione di scegliere raggi diversi per ogni spigolo) e anche molto dispendiose dal punto di vista risorse di sistema.
-
[FreeCAD] Rotazione dello sketch
Truck64 ha risposto a Aniopali nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Mi dispiace, ma non sei il solo che si lamenta del problema. Personalmente uso poco l'array, soprattutto per fare puegge, ingranagi o manopole e affini, e non mi ricordo di problemi particolari. C'è da dire che uso sempre lo srumento Draft\Array, non il PartDesign\LinearPattern o CircularPattern. -
[FreeCAD] Rotazione dello sketch
Truck64 ha risposto a Aniopali nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
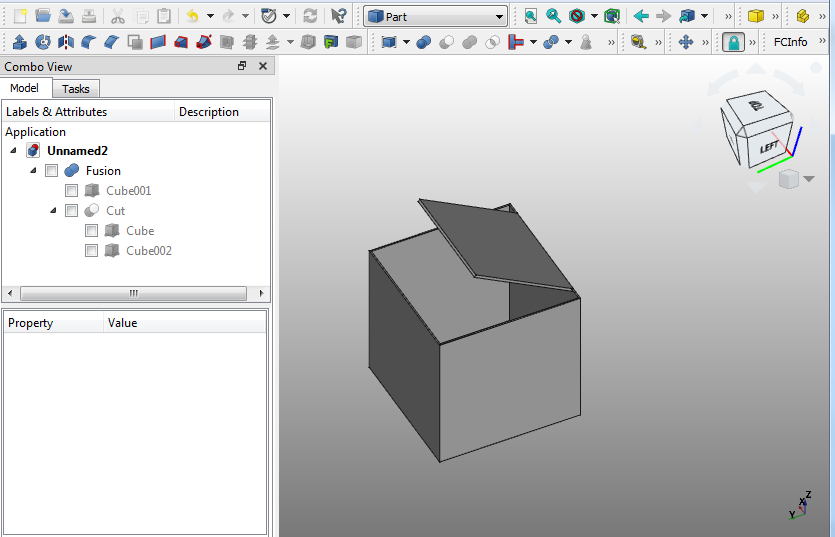
Io ho la 0.20.2 su un portatile e sto provando anche la 0.21dev sul fisso. Non le trovo minimamente meno stabili delle versioni precedenti, anzi. Biogna solo avere l'accortezza di fare opreazioni nell'ordine giusto (è capire quale sia il problema). Nel tuo caso ti sugerisco prima di svuotare la scatola, poi di attaccarci la linguetta. Se non sono roppo indiscerto, poi una cosa così come cavolo la stampi? foresta di supporti?
-
[FreeCAD] Rotazione dello sketch
Truck64 ha risposto a Aniopali nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
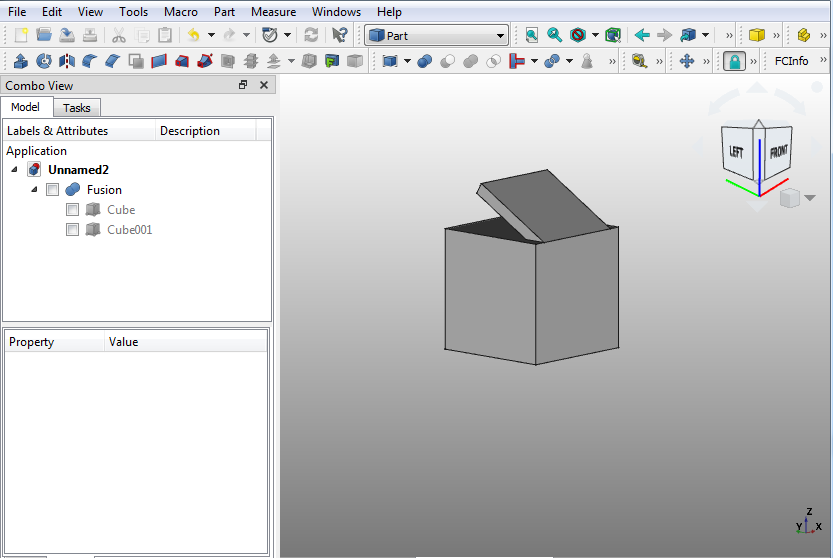
Hai ragione, mi ero perso il fatto che volessi estruderlo. Il metodo funziona solo se crei fori con lo sketch. Metodo + semplice: unisci due solidi:
-
[FreeCAD] Rotazione dello sketch
Truck64 ha risposto a Aniopali nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
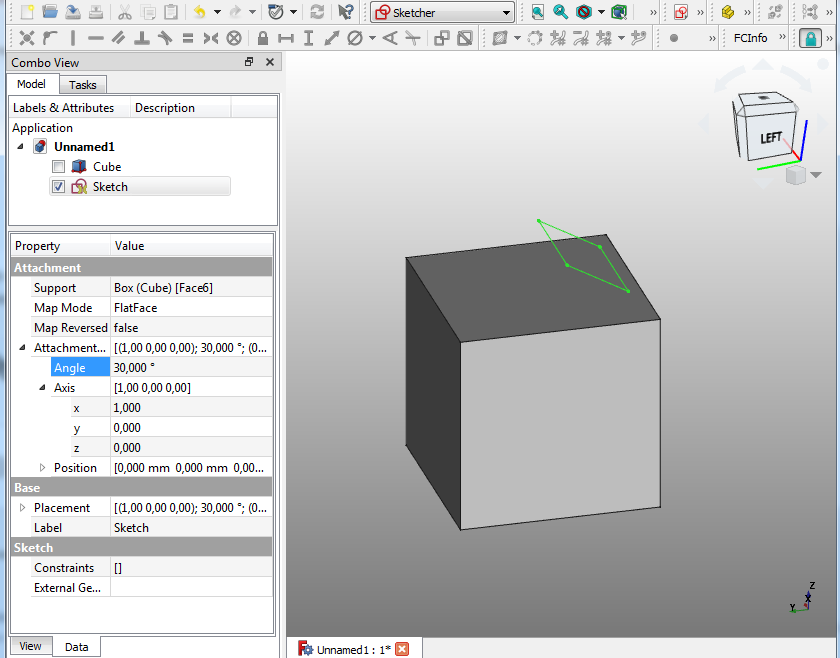
Di metodi ce ne sono molti, non tutti ortodossi ma comunque funzionanti. Il più sempllce secondo me è modificare le proprietà del collegamento dello sketch all'oggetto, in particolare l'asse (che di norma è Z ma quì è in X) e il suo angolo. Potrebbe però non essere utile per quello che vuoi fare, quindi casomai specifica.
-
Problemi stampa flashforge adventurer 3
Truck64 ha risposto a boccione nella discussione Problemi generici o di qualità di stampa
A parte le calibrazioni da fare, ti suggerisco anche di verificare il modello perchè dai percorsi del filamento che si vedono, specie nella seconda immagine, a me sembra che la faccia appoggiata al piatto fosse curva o inclinata. Se è così non c'è modo di stampare quel pezzo senza supporti. -
Questo è vero, come ti ho scritto è suggerito nella documentazione perchè si pensa che la maggior parte degli utenti prepari il file G-code, lo carichi in macchina e avvii dierttamente la stampa senza alre azioni. Personalmente faccio sempre la preparazione da PC o da pannello (azzero gli assi, verifico lo zero di z, carico il filamento, spurgo, avvio da SD) e nel mio caso dare l'M280 da terminale non sarebbe difficile ma sarebbe comunque un modo per aggirare un problema che si presenta sul sensore di livellamento, ammesso che con il reset dell'allarme del BL tu risolva. L'unica cosa che mi pare certa è che la causa del tuo problema sia il sensore, non il cablagio, non la scheda di controllo. Per una soluzione definitiva va capito cosa ha che non va il BL (elettronica interna guasta, impedimenti meccanici o altro) con l'aiuto della sua documentazione, altrimenti lo dovrai cambiare.
-
Da quanto scrivi sembra che la scheda madre funzioni, come pure i cablaggi. Il fatto che il sensore quando è su ti dia TRIGGERED è l'anomalia, che potrebbe essere normale, per un TOUCH non originale, mentre indica un difetto per uno originale. Da quanto ho letto all'accensione della machina il sensore fa una serie di movimenti per test, e se riscontra un anomalia va in errore dando lo stato che hai riscontrato tu. Qui però finiscono le mie conoscenze, non so se il sensore sia recuperabile o da cambiare. In realtà prima di tutto bisognerebbe sapere quale versione di BL-Touch hai, (1.x, 2.x, 3.x) perché le versioni più recenti hanno anche luci di diagnostica. Ti suggerisco di vedere in questa pagina (https://www.antclabs.com/manual) i manuali e i riferimenti per identificare il tipo di touch che usi e come identificare un guasto. Leggendo alcuni di quei manuali però mi è saltata all'occhio che per le versioni 3 suggeriscono di resettare gli allarmi del probe nello start g-code (M280 P0 S160) prima del G28. Fai una prova, magari va 😜 . Era per dire " come te la caveresti se ci fosse da cercare un cortocircuito, verificare se un connettore fa contatto, misurare tensioni, ecc." senza fare danni. Lascia perdere
-
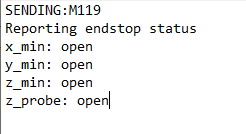
Ecco, appunto hai il sensore di levellamento collegato al finecorsa di riferimento di Z e attualmente per la macchina è come se fosse premuto, quindi è chiaro che in azeramento va solo nella direzione opposta. Non sono un esperto di sensori per il livellamento, ce ne sono di troppi tipi e tutti più o meno inaffidabili, comunque di sicuro se la punta del sensore è estesa anche z_min dovrebbe dare open. Se così non fosse, visto che il firmware non si modifica da solo hai un problema di cablaggio, o il sensore guasto o la scheda madre danneggiata (in ordine di gravità, spero per te sia solo un filo staccato). Per estendere il sensore ci sono dei comandi specifici nelle versioni di firmware più recenti, ma in ogni caso dovrebbe rispondere al comando del servo, mi pare M280 P0 S10 per estendere e M280 P0 S90 per ritrarre. Prova, vedi se la punta scende, vedi cosa ti da M119 a punta giù, poi casomai si dovrà verificare cablaggi, staccare connettori ecc.. Un passo alla volta. PS: come te la cavi in elettrotecnica?
-
Devi dare un M119 https://marlinfw.org/docs/gcode/M119.html Dovrebbe risponderti così: ma quasi sicuramente il tuo z_min o z_probe daranno responso "TRIGGERED". Fino a che non liberi i segnali la machina non farà altro che muoversi in direzione opposta al piatto. Riguardo all'M43 non l'ho mai usato ma mi sembra che il tuo firmware non lo contempli, quindi non è utile. Non è che per caso hai aggiornato il firmware in occasione del cambio estrusore?
-
Che il segnale del sensore non arriva alla scheda di controllo, o almeno quello è il comportamento di marlin in casi simili. Che sia un filo staccato o il BL Touch rotto difficile da dire. Hai la possibilità di collegare la macchina a un PC e dare comandi via Pronterface o Repetier-Host? PS: un indicazione su quale sia la tua macchina sarebbe utile.