Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-
Stai parlando di ABL ed è una funzione che Marlin ha da molto tempo. Ci sono diverse varianti ma lo scopo è propio quello di campionare l'altezza del piatto e compensarne la planarita. Può essere fatto come funzione esterna alla stampa, memorizzandolo e salvando la mesh di compensazione, o all'inizio di ogni stampa. Da quello che so questa è la procedura di calibrazione del piatto per la Chiron. Non è altro che l'esecuzione di un G29. Con le dovute modifiche di firmware e l'istallazione di un sensore retrattile lo puoi far fare nello start-gcode di ogni stampa. Lo scoglio è solo conoscere bene l'hardware della macchina e le opportune modifiche da fare al firmware. E la Chiron non è tra le macchine più semplici da modificare.
-

Riduzione telaio RatRig V-Core 2 per area di stampa minore
Truck64 ha risposto a l0v3byte nella discussione Nuove idee e progetti
Mi pare che esuli dalle regole del Forum fare attività di promozione personale o commerciale. Si ma praticamente compri il kit e lo riduci o ti fai tutti pezzi da zero? -
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Truck64 ha risposto a l0v3byte nella discussione Nuove idee e progetti
Alluminio da 6mm + struttura di 20x20 avvitata sotto. Una volta montato e fissato lo porto in reparto CNC e gli faccio dare una passata di fresa a tempo perso e con il benestare del Capo (sul lavoro facciamo macchine industriali). Poi lo passo comunque con la carta abrasiva prima di mettere su la superficie di adesione. -
decidere dove inserire i supporti
Truck64 ha risposto a Pinux nella discussione Software di slicing, firmware e GCode
Cura ha diversi tipi di modificatori da gestire in fase di preparazione. Uno è specifico per i supporti, dai una letta a questa pagina. -
No e per evitare il problema ho messo una guida rigida (tubo corrugato) solidale con l'attacco dell'estrusore per mantenre in linea il PTFE con la gola. Riguardo alla ritrazione se il filamento ti salisse fino al tubetto sarebbe decisemante un movimento esagerato. Io non vado mai oltre i 4mm di ritrazione perchè di più non serve e perchè altrimenti il materiale caldo che arriva oltre l'heat break intasa la gola. Quindi di come è tagliato il tubetto non è che mi importi molto.
-
Nel senso per esperienza è più probabile che un filamento si deformi permanentemente torcendolo piuttosto che coprimendolo, ed è quello che mi sembra di vedere dall'immagine. Poi tutto può essere. Comunque io ho una gola allmetal fin dall'inizio e cose così non mi sono mai successe. E' vero che normalmente fanno più resistenza di quelle con il PTFE fino al nozle, ma francamente mi sebra eccessivo. Tanto per chiedere: ora hai il tubo che entra pochi millimetri dopo il raccordo, non è che durante i movimenti ti si piega malamete? Perchè quello potrebbe spiegare di più comportamento che hai.
-
Dai riflessi dei segni lasciati dalla ruota godronata sembra che il filamento venga ritorto...
-
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
La speranza è l'ultima a morire, continuo a dirmelo anch'io ma quando arrivo a casa la sera di riaccendere il PC non ne ho proprio voglia... -
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
Si chiama stringing, difetto normale legato ai parametri di stampa, principalmente temperatura e ritrazione, e al tipo di materiale. Si può ridurre al minimo ma una ricetta univoca per eliminarlo non esiste. Non dovrebbe essere troppo grave con il PLA quindi non ci perderei il snno visto che sono filetti che vengono via anche solo con un colpo di unghia. Ci sono difetti di stampa che meritano molta più attezione. -
Area di stampa Ender 3 PRO e Cura
Truck64 ha risposto a Carsco nella discussione Hardware e componenti
Googolando mi sebra di aver capito che i limiti sono legati a un settaggio specifico di Cura legato al tipo di macchina. Potrei sbagliarmi ma da quanto letto indicando che la macchina è una Ender 3 Pro lo slicer si carica già dei valori di base e immagino che comprendano la zona di rispetto delle mollette. Prova a leggere qui o dare un occhiata a questo video. Se poi ci sia un modo più semplice di disattivare quaste impostazioni non te lo saprei dire. -
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
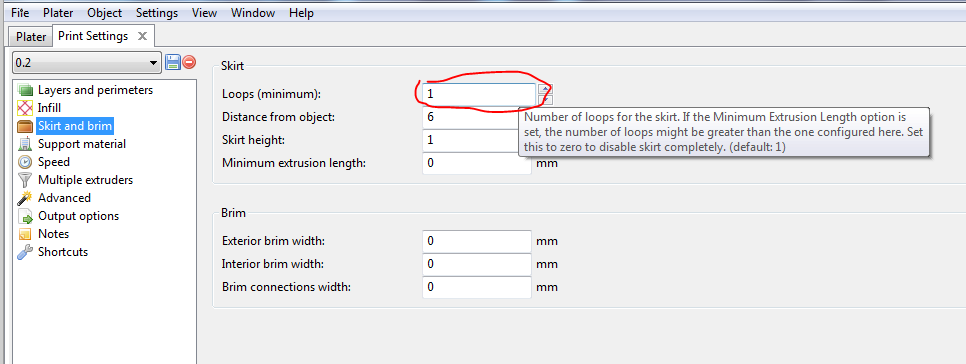
Si, è lo skirt, serve a preparare il nozle in pressione prima dell'inizio stampa: E' comodo farlo genereare in automatico allo slicer, ma spesso se non si attacca subito al piano può finire nell'area del modello e fare casini. Se lo vuoi disattivare metti anche il numero giri a 0. Può essere più utile fare una sola linea sul bordo esterno come fa Cura, ma a quel punto lo devi inserire fisso nello Start G-code.
-
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
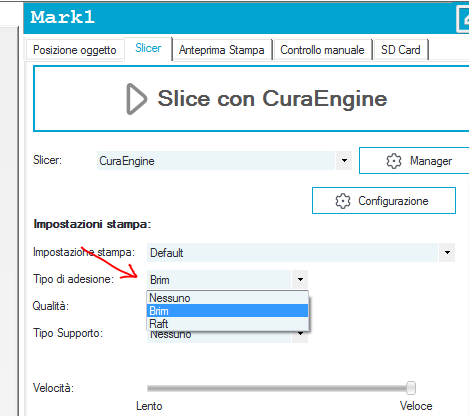
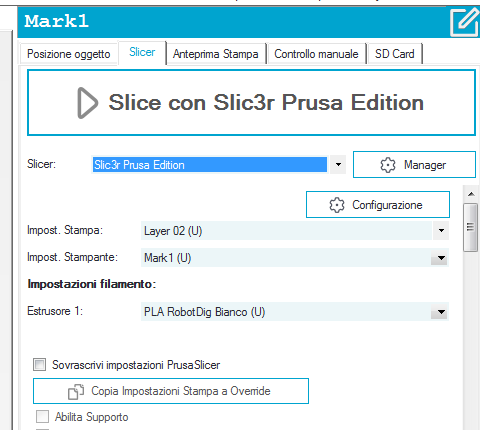
Questo. Ho provato con Slic3r), di cui non conosco i settaggi da impostare, ed in effetti non esce il brim, non capisco. Con Cura Engine Brim o Raft li imposti da profilo ma li attivi direttamente dal pannello di comando: Ho cominciato anch'io con Cura Engine ma mi sono rapidamente reso conto dei suoi limiti, così ho integrato PrusaSlicer e oramai Repetier lo uso solo con quel motore: Però lo uso esclusivamente perchè le stampe sotto all'ora di lavoro le lancio direttamente da PC. Se tu stampi solo da SD tanto vale che passi direttemente ad un altro slicer come suggerito da @Killrob. Attualmente una CoreXY che mi sono disegnato e costruito. Durante la pausa Natalizia dovrei accendere la seconda Si, l'ordine dei comandi è giusto. Francamente però 70° mi sembrano tanti per un PLA anche se plus, e comunque tutti gli slicer citati in precedenza ti permettono di impostare il cabio temperatura da profilo senza perdere tanto tempo o rischiare di menttere per sbaglio un carattere di troppo che ti incasina la stampa. Ti consiglio di investire un po di tempo a impararne un altro. Se decidi il forum è pieno di utenti Cura, metre per PrusaSlicer qualche dritta te la posso dare io.
-
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
Non è chiaro cosa intendi. Per cominciare Repetier Host ha di base due motori di slice (Cura Engine e Slic3r) che funzionano in modo abbastanza diverso l'uno dall'altro. Tu cosa usi? C'è inoltre la possibilità di integrare altri motori di slice, io infatti lo uso con PrusaSlicer. Se usi i motori di base non ci sono comadi per il cambio temperatura al layer, la variazione la devi fare a mano in postprocessing del G-code. Per i resto mai avuto problemi di brim/raft presenti quando non li si vuole. Posta qualche immagine dei settaggi che usi, magari si capisce meglio.
-
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Truck64 ha risposto a l0v3byte nella discussione Nuove idee e progetti
Buon per te. Io il piatto cutom è l'unica parte che mi faccio fare perchè per averlo dritto in modo decente serve una CNC e qualcuno capace di usarla. Se lo spazio è più largo che profondo potresti pensare a fargli l'accesso di lato, tipo SolidCore. -
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Truck64 ha risposto a l0v3byte nella discussione Nuove idee e progetti
Dovrebbe. La mia seconda stampante ha base 50x55cm (X,Y) e monta un piatto da 300x300. La V-Core 2 da 300 è dichiarata 51,8x58,3cm (X,Y), potresti usare lo stesso piatto modificando i supporti di Z e recuperare 2..3cm in entrambe le direzioni. Se la vuoi più piccola devi stringere il piatto ma in quel caso te ne fai fresare uno apposta? Perchè non è che ci puoi mettere un piatto standard a 4 viti. -
Si, il box che citavo in precedenza lo monto anch'io così, ma usando le M6. Francamente tra filettare allumino da 5 o da 6 la cosa mi è indifferente. Sarei molto più preoccupato fosse M3...
-
Niente Vslot, ma hanno anche il 20x20 cava 5mm. Il sito è questo. Ultimo ordine (box di 20x20 dimensione esterna 490x510x700mm + minuterie) arrivato lunedì a 7 giorni dall'ordine. Filetature per cosa?
-
Giusto per conoscenza esistono anche i 30x30 cava 6mm, che la rotaia da 12 ci sta su benissimo e il carrello non sporge. Io li prendo da un sito in Germania dove per circa 10 euri al metro te li forniscono tagliati a misura e molto precisi. Lo so, non sono proprio a buon mercato. Se vi servisse posto il link.
-
E io ero uno degli studenti, non me lo ricordare. Iniziato con un Vic20, presto upgradato a C64. Di quello ho avuto anche il floppy. Ricordo le ore a copiare i listati dalle riviste per trascrivere i programmi didattitci o di utilità (fatturazione, gestiome magazzino ecc.). Poi l'epoca PC iniziata con M24, ovviamente condiviso con mio Padre che ci gestiva la contabilità aziendale. Il primo PC personale è stao un 386 con coprocessore matematico che ho ancora su una scafa.
-
problema strano con i firmware.... credo....
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
La prima cosa che mi viene in mente è che le stampanti abbiano boudrate differente. -
A me lo facevano fare come compito in classe. Devo avere ancora qualche quaderno con queste liste interminabili di mnemonici indecifrabili, con a fianco le frecce per i JR, JP... Roba da farti incrociare gli occhi.
-
Presenza di bolle d'aria sotto al piatto. Come risolvere.
Truck64 ha risposto a fablav nella discussione La mia prima stampante 3D
Ho capito male o era un Geeetech A20? -
Presenza di bolle d'aria sotto al piatto. Come risolvere.
Truck64 ha risposto a fablav nella discussione La mia prima stampante 3D
Primo: come ti è stato detto da @Killrob il piano va livellato da caldo. Purtroppo quel tipo di piani può incurvarsi cambiando di temperatura quindi va verificato in condizioni di lavoro. Secondo: la carta non è uno strumento di misura. Il livellamento va fatto con qualcosa di non comprimibile e liscio in modo da capire nettamente se il nozle lo preme sul piano o no. Uno spessimetro sarebbe l'ottimo, ma anche una lamella ritagliata da una lattina è mille volte meglio di un pazzo di carta. Terzo: se veramente il piano ha una concavità/convessità importante (2 decimi o più) o lo cambi o vai di mesh-level. Si può fare anche senza tastatore se è attivo nel firmware. -
Presenza di bolle d'aria sotto al piatto. Come risolvere.
Truck64 ha risposto a fablav nella discussione La mia prima stampante 3D
Dalla foto sembra che sia composto di fili tondi. Se la parte superiore del filamento non è appiattita dal nozle vuol dire che non lo sta spingendo conto il layer inferiore, o nel tuo caso contro il piano. Quindi o flusso basso, ma non sembra, o nozle alto. Ripeti le verifiche di Zoffset ecc. -
Presenza di bolle d'aria sotto al piatto. Come risolvere.
Truck64 ha risposto a fablav nella discussione La mia prima stampante 3D
Se quello tondo attorno è brim se tanto alto con il nozle.