Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

errore lpc176x
Truck64 ha risposto a zis2104 nella discussione Software di slicing, firmware e GCode
Veramennte con i file di configurazione di esempio della SBASE compila regolare: Difficile darti una risposta se non ci dai più informazioni.
-
errore lpc176x
Truck64 ha risposto a zis2104 nella discussione Software di slicing, firmware e GCode
Hai scelto un opzione sconosciuta al compilatore, per il resto sei troppo vago. Comincia a scrivere per quale stampante/scheda e cosa hai messo in default_envs = e #define MOTHERBOARD -
Dopo aver cambiato la tensione alle cinghie andrebbero anche allentate e poi tirate le viti che fissano la traversa di X ai carrelli di Y, giusto per far assestare le ruote che altrimenti si possono rovinare. Magari lo sai ma meglio puntualizzare anche l'ovvio.
-
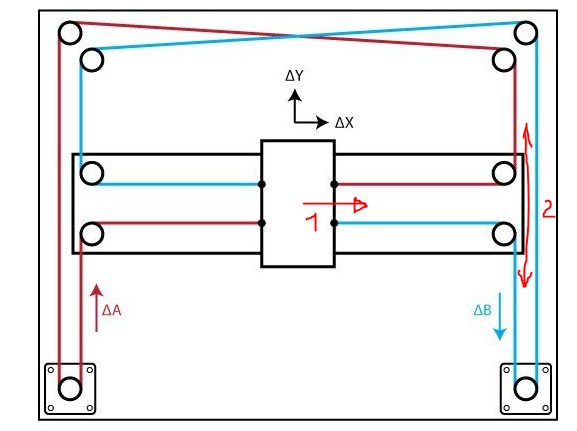
Dalla tensione delle cingie. Tiri più quella di un motore o dell'altro per raddrizzare il portale. Poi ovviamente la struttura non deve deformarsi e le vie di scorrimento di Y devono essere parallele, ma la perpendicolarità degli assi di una CoreXY dipende da come sono tirate le cinghie dentate.
-
Non parlo di giochi. Intendo che se muovi X (1) i carrelli che scorrono lungo Y (2) non devono andare ne aventi ne indietro. Il fenomeno si evidenzia soprattutto all'inversione del moto ed è causato dalla resistenza alla rotazione di una o più pulegge. Proprio quelle sui carrelli sono le più critiche.
-
Salvo un malfunzionemento interno dei drive, visto che i parametri dei TMC sono passati da Marlin il cambio drive vuol dire poco. Magari sei semplicemente troppo vicino al limite meccanico della tua macchina e ogni tanto il motore semplicemente non ce la fa a partire. Giusto per fare una prova abbassa jerk e accellerazione di Z (o i limiti della Junction Deviation) e vedi se il problema permane.
-
Compilazione Marlin 2.0.9.1 su platformio su Creality 4.2.7 e altre schede
Truck64 ha risposto a l0v3byte nella discussione Software di slicing, firmware e GCode
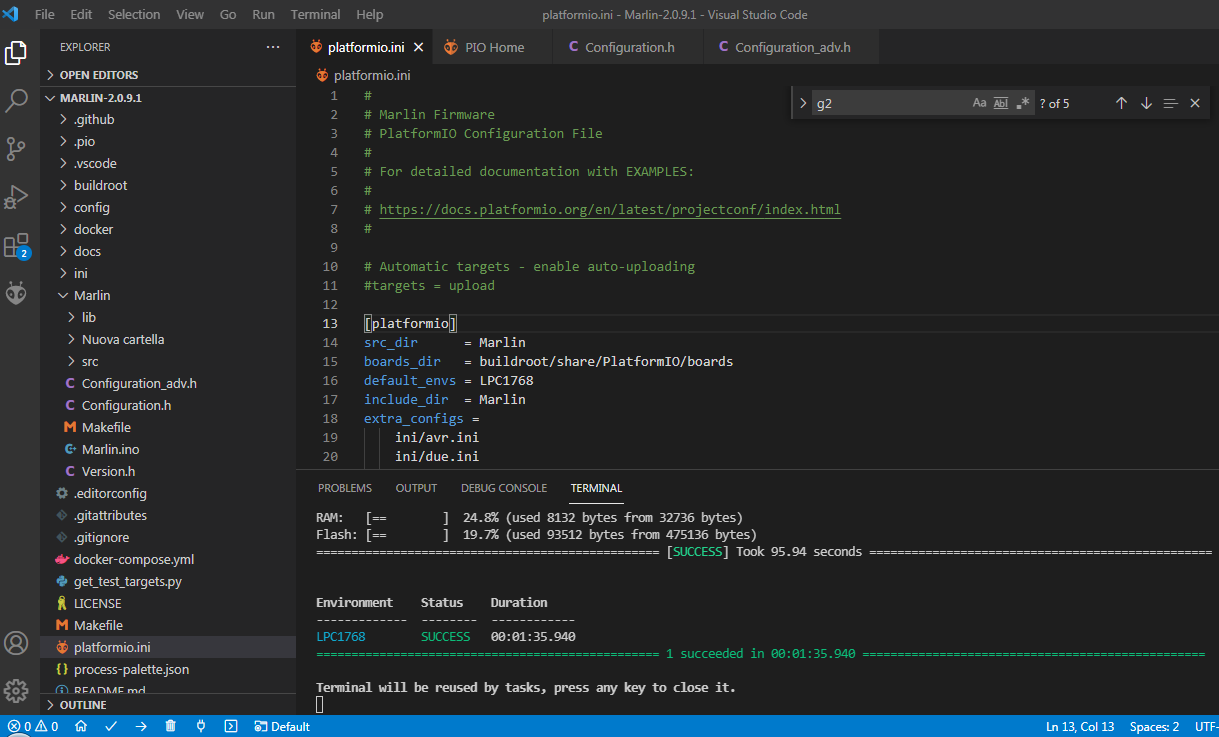
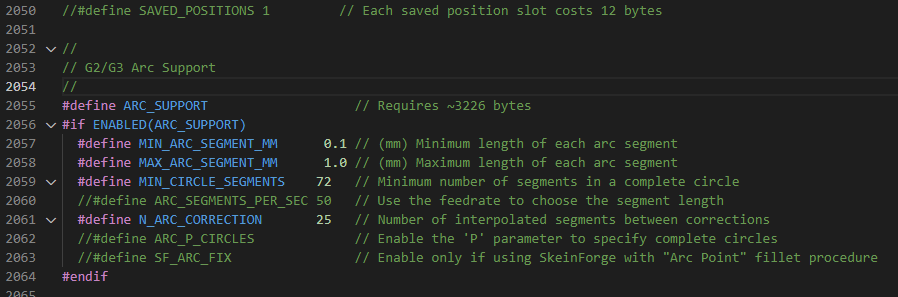
Vero ma forse non basta. Dall'ultima volta che ho compilato Marlin deve essere cambiata la gestione dei precorsi curvilinei. Se inaftti prima la sezione corrispondente era questa: ora è richiesta anche la variabile #define MM_PER_ARC_SEGMENT 1.0 senza la quale la compilazione non va a buon fine. Ho dato un occiata veloce ad alcuni dei file di configurazione negli esempi, tipo quelli della Ender 3, e la sezione indicata manca di questo valore, che è invecie presente nei file che scarichi con il firmware. Visto che gli errori di compilazione sono in genere indicati e ben documentati forse sarebbe il caso che @l0v3byte ci mostri anche il report di compilazione con i vari errori.
-
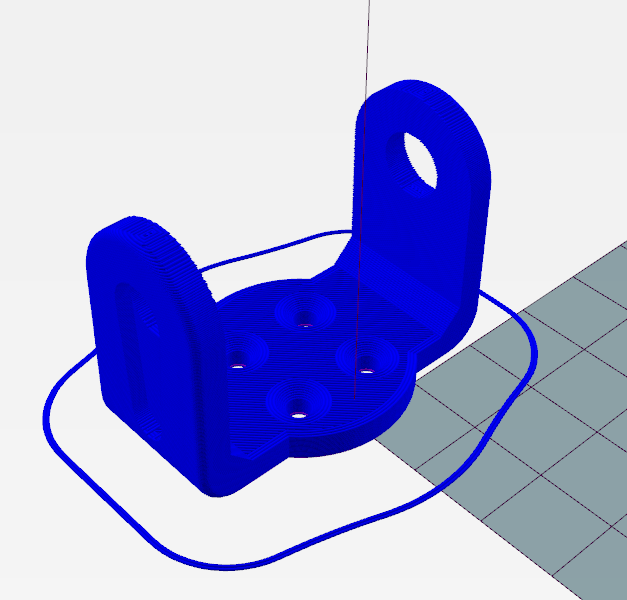
Dipende quanto sia piccolo il cilindro. Ci possono essere altri fattori che introducono degli errori dimensionali, specie nelle superfici curve. Uno tra tutti la segmentazione introdotta esportando in .stl. A naso ti direi di usare almeno un oggetto campione di 50mm di diametro. Non trovo la XSA2-E in rete. Se la tua è la X5SA-2E, cioè una CoreXY, viste le prime immagini che hai postato verificherei soprattutto che tutte le pulegge di rinvio delle cinghie ruotino senza sforzo, specie quelle sui carrelli di Y. Una verifica veloce: porta l'estrusore in centro al piatto, muovi X a destra di 50mm F1500 poi torna in centro. Se durante il movimento noti che i carrelli di Y si muovono avanti/indietro in maniera sigificativa (più di qualche centesimo) hai sicuramente un problema di pulegge.
-
Scaricare o non scaricare... questo il dilemma.
Truck64 ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Anche il mio è bowden, e non stacco il tubo dall'estrusore da più o meno 18 mesi, ne vedo il motivo per farlo. -
Sto impazzendo con la modellazione di una parte di un pezzo
Truck64 ha risposto a Drvo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Mai trovato un programma che lo molli per qulche mese e poi lo riprendi come niente fosse. Il discorso è che se come me stampi solo roba che ti progetti da solo il cad non lo molli mai per più di mezza giornata. -
Sto impazzendo con la modellazione di una parte di un pezzo
Truck64 ha risposto a Drvo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Il giorno dopo che l'ho istallato mi è arrivata la notifica che non si sarebbe più potuto esportare in .step. So che ora è nuovamente possibile ma oramai Fusion mi è andato di traverso. Uso FreeCad dalla versione 0.16 e ci ho sempre fatto tutto quello che mi serviva dal singolo pezzettino al modello completo di macchine tipo la mia stampante 3D. Come funzionamento è un po "originale" ma non per questo è meno usufruibile di altri, specie su PC non proprio freschi. E continua ad essere sviluppato. -
Scaricare o non scaricare... questo il dilemma.
Truck64 ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Personalmente no: pochi secondi per infilarlo sotto la ruota godronata dello spingifilo, un G1 E770 F2000 e arriva da solo fino all'hotend, max 10..15mm di spurgo e avvio la stampa. Fine stampa la macchina chiude con una ritrazione di 50mm quindi se devo stampare nuovamente porto a vanti di quel tanto e riprendo, altrimenti ritrazione di 700mm e tolgo la bobina. Mai avuto problemi di umidità o di materiale degradato. Nemmeno intasamenti del nozle che cambio solo quando il foro si rovina. Francamente non vedo il motivo per lasciare la ruzzola in macchina, se non per pigrizia. max un paio di cm di filamento per stampa, non mi sembra molto. -
Vale la pena sottituire una stampante?
Truck64 ha risposto a Lorenz_Keel nella discussione Nuove idee e progetti
é sempre un aggregato di legni teneri. Ottimo ma sensibile al calore. Si quello. Una volta il rivestimento era di bachelite, ultimamente con la mania che è venuta a tutti della formaldeide non co con cosa li faciano, ma sono comuque meno sensibili a calore e fiamma del compensato. -
Vale la pena sottituire una stampante?
Truck64 ha risposto a Lorenz_Keel nella discussione Nuove idee e progetti
Per la protezione da innesco si, insultati pure. Non evita la trasmissione del calore quindi è inutile. Chiariamo il concetto: un pannello di truciolare, magari nobilitato, ha pochissime possibilità di prendere fuoco anche se a contatto diretto con la fiamma di una impianto elettrico da stampante che si incendia (posto che tutti i componenti e i cavi dovrebbero essere in materiale autoestinguente, quindi anche l'ipotesi della fiamma è remota). Sicuramente ne ha meno di tutti quegli stupendi box in PLA così di moda in rete. Se invecie si usa legno di abete, o anche solo multistrato di pioppo... Il policarbonato è un altra alternativa, da quel che vedo i pannelli che trovi in rete sono tutti di tipo autoestinguente. Ma costa sempre molto. -
Vale la pena sottituire una stampante?
Truck64 ha risposto a Lorenz_Keel nella discussione Nuove idee e progetti
Anche se non sono del tutto contrario all'uso del legno (pannelli in aggregato, mai a fibra intera) per la costruzione di una macchina ad uso amatoriale di sicuro è da evitare per il vano tecnico della parte elettrica, per bene che sia fatto il cablaggio e per buoni che siano i componenti. Se non trovi nessuno che ti può fornire/tagliare i pannelli in metallo puoi sempre arrangiarti con lastre di alluminio che trovi comodamente anche su ebay e sono comode da tagliare/sagomare. Meglio sarebbe bachelite che è anche un isolante elettrico e costa meno ma che è decisamente più difficile da lavorare. Ovvio che a occhio ti costerà comunque di più che farti tagliare i pezzi in lamiera.. -
Piatto si alza dopo il primo strato
Truck64 ha risposto a Bryan nella discussione Software di slicing, firmware e GCode
Intendi che hai il display tft al posto di quello simil "reprap full graphic". Ero convinto che anche su quel display ci fosse una schermata che indica in tempo reale le quote degli assi. Comunque non trovo nulla di strano nel gcode Riga 29= Z0.3 per lo skirt e il primo layer, riga 1289= Z0.5 per il secondo layer, 2248= Z0.7 per il terzo layer e via discorrendo. Non ho visto ne comandi per livellamento ne altro di anormale quindi dubito che il tuo problema derivi dallo slicer. Sicuro che se comandi da pannello Z in positivo il piatto scenda?
-
Piatto si alza dopo il primo strato
Truck64 ha risposto a Bryan nella discussione Software di slicing, firmware e GCode
Già questa è un anomalia. In genere la quota Z del primo layer corrisponde allo spessore del primo layer, al secondo la somma del primo + altezza layer (il primo può essere di spessore differente) ecc... 2,7mm è parecchio anomalo. Del file che mietti sulla SD. Anche su Cura ci dovrebbere essere un modo per esportarlo sul Desktop del PC. Se fai un oggetto piccolo puoi allegarlo anche tutto. Come esempio sotto ho messo i primi 3 layer di un cubo. xyzCalibration_cube.gcode -
Piatto si alza dopo il primo strato
Truck64 ha risposto a Bryan nella discussione Software di slicing, firmware e GCode
Scusa @Bryan ma sei partticolarmente criptico. Come al solito: che stampante, che slicer, quale materiale? hai fatto modifiche alla macchina? Cercando di leggere tra le righe mi sembra di capire che hai una stampante con il piano che si muove in verticale. Le misure 2.7mm e 1mm solo la quota di Z letta dal display? Visto che ci sei posta i primi 2..3 layer di un programma come esempio, magari è più semplice da capire. -
sostituzione noozle bruciato
Truck64 ha risposto a minocchio nella discussione Problemi generici o di qualità di stampa
Sono dell'idea che in preparazione alla stampa vanno usate le stesse temperature della stampa, almeno se c'è un problema te ne accorgi prima di partire. 5..10° più della temperatura corretta di estrusione può servire sul primo layer con qualche tipo di filamento per migliorare l'adesione al piano, sempre che non dia "piede" ad altri problemi. 20° è decisamente tanto. -
ABS & HIPS ...da sciogliere
Truck64 ha risposto a luca63 nella discussione La mia prima stampante 3D
Premetto che non ci ho ancora provato, ma potresti fare anche solo la superficie di interfaccia con il solubile come spigato in questa pagina Funzione che ha anche Cura (Support interface extruder) e Simplify3D -
Marblemachine
Truck64 ha risposto a giacomo1 nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Complimenti, bel lavoro. Riesci a postare un video del funzionamento? -
Difficile da dire se la ventola sia o meno adeguata in mancanza di altri dati tipo potenza o l/min. E anche con quei dati sarebbe comunque un casino. Mi puzza invecie il PETG estruso a 200°... non è che hai il termistore montato male o configurato sbagliato? Puoi provare a misurare la temperatura reale dell'hotend?
-
Filamento non esce dopo ore di stampa, stampa interrotta
Truck64 ha risposto a StenoX nella discussione Flying Bear
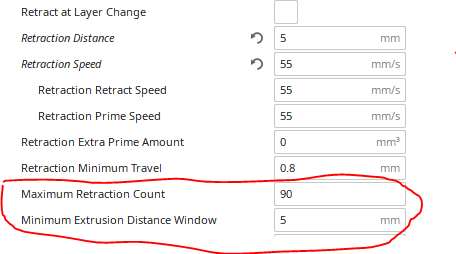
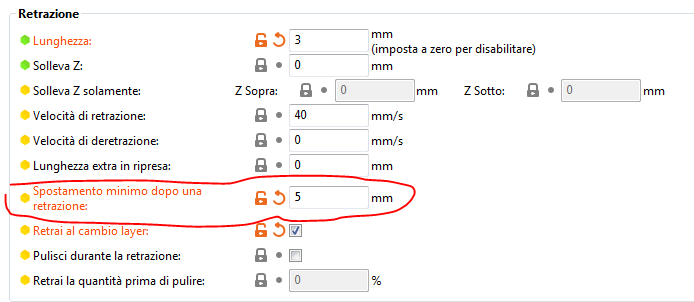
La ritrazione è infida. Serve ma va controllata bene e il comportamento varia in funzione delle gole degli estrusori e del filamento. Per esperienza va limitata al minimo la lunghezza di retrazione, cercando di evitare che la parte quasi-fusa del filamento entri troppo nella zona fredda della gola. Invecie io punto molto sull'accellerazione del motore dello spingifilo per interrompere il flusso ed evitare stringing. Poi negli slicer ci sono metodi diversi per limitare la frequenza delle ritrazioni: in Cura se non sbaglio si può impostare un massimo di ritrazioni ogni tot di filamento Io uso PrusaSlicer e li si da un minimo percorso di estrusione tra una ritrazione e l'altra.
-
Filamento non esce dopo ore di stampa, stampa interrotta
Truck64 ha risposto a StenoX nella discussione Flying Bear
Ciao @StenoX. Quoto tutto quanto detto da @Alessandro Tassinari, ma aggiungerei che l'intasamento dell estrusore può essere causato da ritrazioni troppo frequenti e/o lunghe. Visto che il pezzo è probabilmente piccolo può essere il motivo per cui uno viene fatto e una serie no. -
Se non appaiono è perchè non è correttamente configurato. Questo spiega anche perchè non funziona la taratura. Il report dei parametri (vedi M503) non è modificabile a piacimento. Dipende da come è stato configurato il fimware. Prova a controllare nuovamente la voce #define PIDTEMPBED e le righe seguenti