Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-
Per esperienza motori passo-passo + vite a ricircolo + velocità = pessima combinazione. Con i nema17 che si trovano di solito sulle stampanti mediamente non puoli andare tanto sopra i 1000 step/s quindi con vite passo 5 hai max 25..30mm/s, con passo 10 il doppio. Basse per stampare. Per salire di velocità ti servono driver e motori diversi da quelli normali, quindi prestaci molta attenzione. E escluderei l'uso di un drive e due motori. L'opzione di usare il driver E2 dovrebbe essere supportata da Marlin (cerca #define Y_DUAL_STEPPER_DRIVERS), così come ho letto da qualche parte che si può collegra una coppia di drive usando lo stesso canale step/dir, usando la CNCshiel di ArduinoUNO. Io resterei comunque sul motore unico per le due viti se vuoi usare degli stepstick ma dipende dalla meccanica che vuoi costruire. Un esempio pratico di applicazione con vite a ricircolo su Y lo puoi trovare qui: Replacing Belts with a Ball Screw on a 3D Printer dice di essere arrivato a 160mm/s. Sembra invitante e con una vite sola muove un piatto considerevole ma non mi convice. Personalmente se dovessi fare una stampante con le viti in X e Y ci metterei dei brusless industriali, o almeno qualcosa come quersti Integrated servomotors. Posso chiederti perchè viti invece che cinghie dentate?
-

G code per estrusore
Truck64 ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Cura Engine, lo slicer integrato in Repetier Host fa così. Slic3r e PrusaSlic3r fanno prima la quota in Z poi muovono sul punto di inizio stampa, cosa pericolosa ma che per il momento sfrutto per pulire il nozle sul bordo del piatto..... Altri non ne conosco ancora. Questo weekend istallo Cura e vedo com'è. -
G code per estrusore
Truck64 ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Buongiono @Tanbruk, potresti mettere qualcosa del genere: G92 E0 ; Azzera posizione estrusore G1 F200 E5 ; Estrude 5 millimetri di filamento a 200mm/min G92 E0 ; Azzera posizione estrusore Se fai così però quel fllamento te lo trovi appeso all'estrusore durante il posizionamento iniziale, ed è una cosa che personalmente mi tira matto. Se ti serve per mettere in pressione il nozle io aumenterei il Brim nelle impostazioni di stampa. -
stampa non piena
Truck64 ha risposto a Arkint nella discussione Problemi generici o di qualità di stampa
Dipende anche dall'algoritmo dello slicer (non hai detto quale usi). Posso dirti per esperenza che PrusaSlic3r se fai una linea sottile che rientra nello spessore dei perimetri tende a mentterti materiale in più del necessrio, se il riempimento deve essere fatto di infill invecie lascia un vuoto. Cura mi pare che sia più "fiscale" sui perimetri, ma ci gioco da poco quindi posso sbagliarmi. In ogni caso se ti lascia un vuoto imprevisto hai un problema di taratura di flusso, ma è più probabile che quel vuoto sia visibile nel preview dello slicer, quindi come dice @FoNzY controlla prima di mendare in stampa e eventualmente correggi il modello o i settaggi di stampa. Si vede male ma mi pare che hai 2 linee di perimetro, quindi una scorciatoia potrebbe essere metterne una e lasciare il resto al riempimento... -
perchè e come usare Repetier-Host
Truck64 ha risposto a bigpitch nella discussione Software di slicing, firmware e GCode
Fatto quelche volta (versione 2.1.6): carico Gcode fatto con altri slicer e vedo anteprima del pezzo. Mando in stampa e tutto ok. Quindi la risposta è si su puù fare. Il comportamento dell'estrusore a mio avviso è causato da altro. Il codice che carichi in Repetier è lo stesso che metteresti sulla SD? Tra l'altro se usi Cura se non sbaglio dovresti poter controllare la stampante direttamente dallo slicer Print with Cura over USB.. -
Vscode e compilazione
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Mi state mandando in confusione. Io ho seguito questo tutorial alla lettera SKR 1.4 - SKR 1.4 Turbo Firmware load ed è andato tutto giusto... Mi fate davvero pensare che non ho capito niente ho che ho avuto una botta di c...o. -
Oh un problema, non riesco a verificare il codice G su cura.
Truck64 ha risposto a mhhaxt3o nella discussione Software di slicing, firmware e GCode
dai un occhiata a questo video Cura Projecy. Non ne ho ho trovato uno per la versione corrente di cura ma poco cambia. -
Vscode e compilazione
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Approvo in pieno la politica di avere sempre pezzi di scorta. -
Vscode e compilazione
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Non so. Quella l'ho tirata fuori dalla scatola ho anch'io caricato Marlin con l'SD e provato a comunicarci con Pronterface. Poi è qualche mese che prende polvere in attesa di avere tempo per fare altre prove.... Mi fa specie chiederlo proprio a te, ma hai provato con un SD nuova?. A parte tutto ho letto che il bootloader della scheda può corrompersi se si flasha via USB o con un codice errato, e in quel caso bisogna ripristinare prima il bootloader ma non ho approfondito il problema, come detto ho altri lavori in ballo. -
Vscode e compilazione
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
No, la scheda in questione non lo ha proprio il lettore sd. E' quanto di più simile esista ad un Arduino Mega ma con un 5V decente e alimentabile a 24V. Tu che scheda volevi programmare? -
Vscode e compilazione
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Io ho flashato la MKS GEN 1.4 Con Marlin 2.x (non mi ricordo la versione) dirattamente da VScode. Però non mi chiedere come ha fatto a capire che Com usare, mi sono limitato a collegare la scheda la PC e VS code si è arrangiato a identificarla.... Si può fare, ma non sono ancora riuscito a capire se e dove si imposta il tipo di collegamento. -
Piramide di Giza
Truck64 ha risposto a invernomuto nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
E' comunque un buon risultato. Bravo -
Velocità di stampa e quantità di materiale
Truck64 ha risposto a Junior73 nella discussione Hardware e componenti
Accelerare con gli assi è relativamente semplice, anche se non economico. Il problema è riuscire a depositare il materiale in maniera decente. Se ti interssano un po di esempi: 300mm/s 400mm/s <8min Benchy Io con un V6 e nozle da 0.4, sia con PLA che con PETG sopra gli 80..100mm/s non riesco a far venire stempe accettabili. Ma ci sto lavorando.... -
Installazione binari al posto di ruote ed eccentrici
Truck64 ha risposto a MaxP4 nella discussione Hardware e componenti
Che la Ender 3 satmpi bene ci credo anche. Che gli eventuali ricambi siano della stessa qualità delle parti originali a €7 ne dubito. Probabilmente ci sono posti più economici per trovare le ruote, io quando me ne sono interessato ho trovato queste Derlin weel complete e mi conveniva rischiare a prendere queste MGN12H che poi si sono dimostrate quasi perfette. -
Installazione binari al posto di ruote ed eccentrici
Truck64 ha risposto a MaxP4 nella discussione Hardware e componenti
Rispetto alle guide per uso industriale è vero. Sul lavoro uso SNR o THK per quella taglia. + piccole sono + costano. Io però ho provato a fare i conti tra guida di seconda scelta, ma prese da fornitori "meno anonimi" come quelle che ho usato sulla mia stampante, e 3 ruote + piastra + perni + eccentrico tipo OpenBuilds. Alla fine si arriva sempre a €25..40 a guida. -
Anycubic chiron impazzita dopo aver usato prusa
Truck64 ha risposto a Fraale nella discussione Software di slicing, firmware e GCode
Ciao, se te le sei segnate da qualche parte verifica che le impostazioni di eeprom (M503) siano le tue perchè PrusaSlic3r ne sovrascrive parecchie a inizio stampa (accelerazioni, velocità max....). -
Flyngbear ghost 5 problema primo layer
Truck64 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
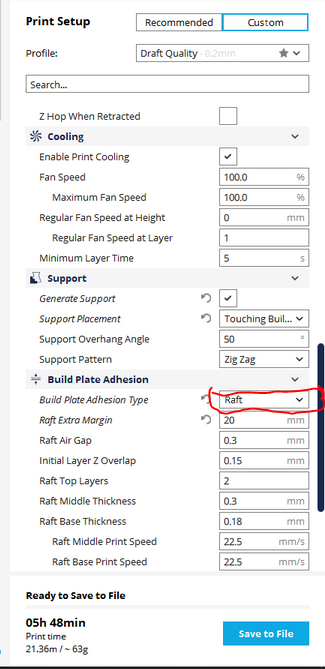
A occhio hai il raft attivo. Io uso un altro slicer ma se nel profilo di stampa cerchi "raft" lo dovresti trovare. Metti "brim" o niente.
-
Installazione binari al posto di ruote ed eccentrici
Truck64 ha risposto a MaxP4 nella discussione Hardware e componenti
Prese anch'io non marcate, su ebay da un paio di siti tedeschi specializzati in componenti per stampanti. €25..40 al pezzo di qualità sufficente considerati i carichi irrisori. Dopo disassemblaggio, bagno nel WD40 e lubrificazione non posso lamentarmi. Tenute pulite e lubrificate quando serve vanno ancora benone. -
Io l'ho presa https://www.amazon.it/Miwaimao-Timing-Printer-Anti-Wear-Reinforce/dp/B08DY4M5KC/ref=sr_1_2?__mk_it_IT=ÅMÅŽÕÑ&crid=31IS10QJQ93GY&dchild=1&keywords=gt2+timing+belt+steel&qid=1611744560&sprefix=gt2+tim%2Caps%2C222&sr=8-2 Io l'avevo prese su Ebay, ma il fornitore ha chiuso. Comunque non sono adatte per le pulegge standard delle stampanti (diametro 12..13mm). Servono pulegge di almeno >60mm di diametro.
-
Utilissima per evitare che il filamento quando spurghi il nozle si attacchi sull'esterno dell'hotend, e per evitare di scottarsi le dita.... mai successo che scivoli da sola, probabile che uno dei cavi la spinga giù. Prova a controllare e sistamarla, altrimenti levala.
-
Ctc i3 pro b guide hotbed
Truck64 ha risposto a Salva91 nella discussione Problemi generici o di qualità di stampa
I motori non sono mai liberi, a meno che non stacchi il cavo. Quando muovi anche da spenti generano tensione e il drive li frena. Occhio che se muovi troppo veloce potresti danneggiare la scheda di controllo. -
flyingbear e piccole modifiche
Truck64 ha risposto a mcmady nella discussione Problemi generici o di qualità di stampa
Ciao @mcmady, dubito che lo si possa trovare, anche in cina. Ho lo stesso tuo problema di cambiare tra configurazione bowden e direct, e viceversa. Io mi sono procurato un paio di coppie di connettori maschio/femmina a 4 poli uguali, ho tagliato il cavo del motore e inserito la prima coppia, poi ho intestato un cavo che avevo di scorta con la seconda coppia e lo uso come prolunga quando serve. Se hai manetta con connettori a crimpare la risolvi così. -
Linear Advance e velocita' di stampa
Truck64 ha risposto a ironman977 nella discussione Problemi generici o di qualità di stampa
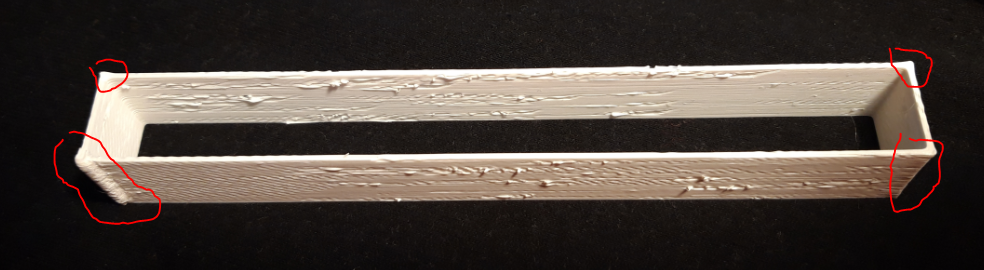
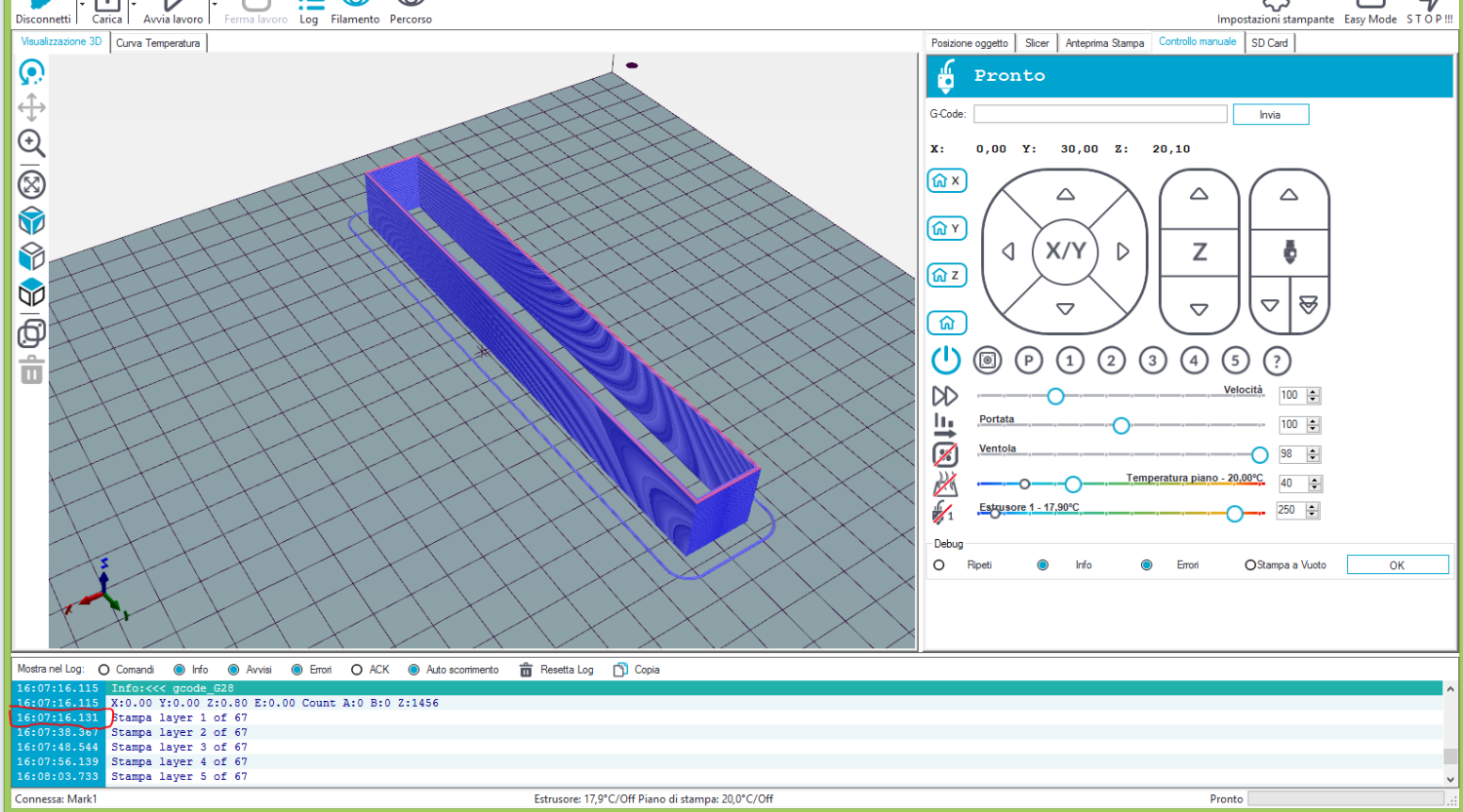
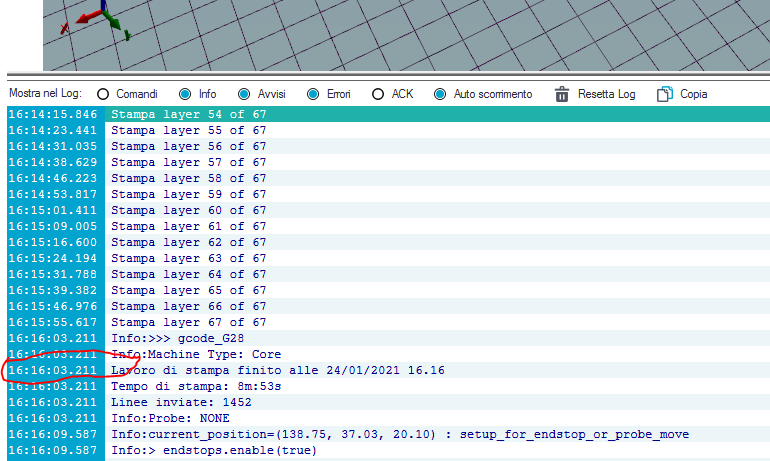
Ok, non so neanche perchè ho voluto farla sta prova, sapevo già che sarebbe venuta da schifo. Il Linear Advance è una funzione ottima per migiorare la qualità di stampa, per evitare obrobi come questi: Se vai a vedere la documentazione ufficiale però la funzione potenzialmente riduce la velocità di stampa, aumentando di fatto il carico di elaborazione della CPU e intervenendo direttamente sull'accellerazione Linear Advance La velocità di stampa che si può usare dipende molto più dal materiale e dall'estrusore, più che dalla velocità degli assi, e per quanto mi riguarda il PLA AzureFilm stampato a 240° 160mm/s con un V6 non ha minimamente la solidità che ha a 190° 80mm/s, non parliamo dell'aspetto... Magari quello che usi tu è più adatto a lavorare 30..40° sopra temperatura. Giusto per la cronana a 160mm/s lo slicer mi da il pezzo terminato in 10m, ma in realtà ce ne ha messo 9. ma io preferisco mettercene quasi 16 e stamparlo così, che almeno non si falda a guardarlo:
-
Linear Advance e velocita' di stampa
Truck64 ha risposto a ironman977 nella discussione Problemi generici o di qualità di stampa
E' da un po che sto battagliando per aumentare la velocità di stampa della mia, e non sono ancora arrivato a 100mm/s in modo decente (ammesso che ci si possa arrivare con la mia scheda 8bit). Giusto per togliermi uno sfizio puoi postare l'.stl di quel pezzo che faccio una prova? -
Piatto collegato alla 220
Truck64 ha risposto a Bananafell3r nella discussione Hardware e componenti
Il telaio delle stampanti non sempre è collegato a terra, e il silicone dei piatti riscaldanti non resiste a temperture superiori ai 200-250° per molto tempo, mentre una resistenza di 700..1000W se non controllata può arrivare molto oltre. Da considerare anche che se non è attaccata bene al piatto metallico può scaldarsi in maniera disomogenea arrivando a bruciarsi proprio in quei punti. Sarebbe opportuno aggiungere un interruttore termico o una PTC al piatto per limitarne il riscaldamento anche in caso di malfunzionamento dell'eletronica. Molti di quelli industriali li hanno già integrati. Direi che è il minimo, meglio su entrambe le fasi. Secondo me no. Avere più del 60% del piatto fuori dall'area riscaldata non ti darà minimamamte ua temperatura omogenea.