Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

flying bear ghost 5
Truck64 ha risposto a Samuele.Z. nella discussione Problemi generici o di qualità di stampa
Oltre a tutto quanto detto se non sbaglio la stampante è bowden, quindi la difficoltà di alimentazione potrebbe essere causata anche dalla resistenza di scorrimento nel tubo bowden (pieghe, scarsa qualità). Prova a verificare anche quello, e magari posta un'immagine di estrusore, tubo e spingifilo. Potrebbe fare maggior chiarezza. -
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Truck64 ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
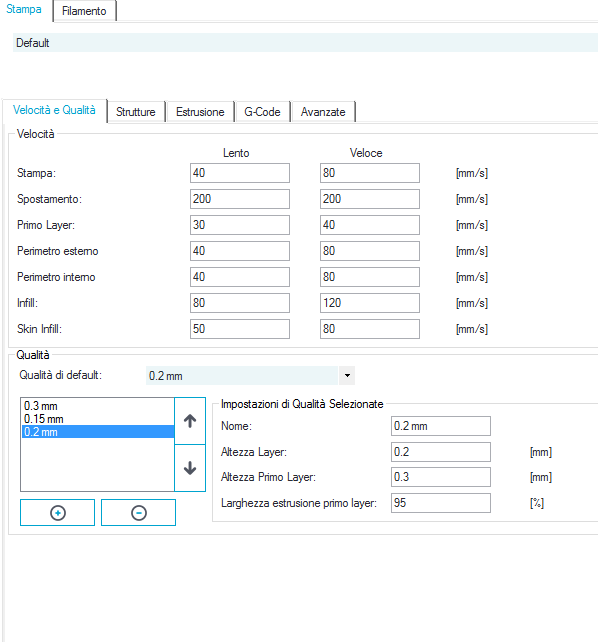
@Matteo Galli su due piedi vedo solo due cose strane: altezza layer 0,1 con flusso non perfettamente calibrato è critico. Hai fatto prove con altezza 0,2? 2,4mm cioè 24 strati di top/bottom layer pieni potrebbe essere un problema se fai pezzi piccoli pechè potrebbe far collassare il materiale per eccesso di calore. Fai una prova con 1mm o meno. Prima di passare a PrusaSlicer 2.x io il PLA stampavo così:
-
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Truck64 ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
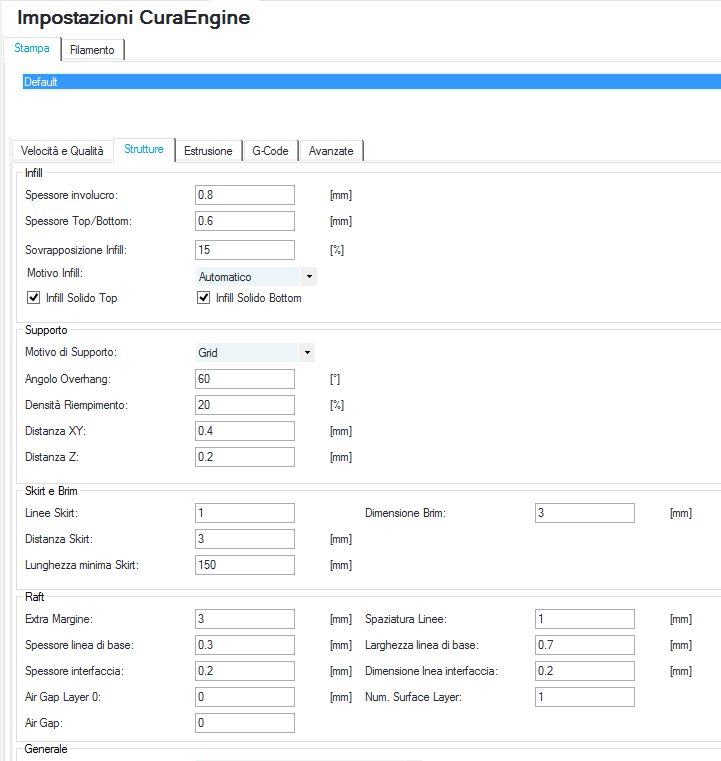
Ciao @Matteo Galli, oltre a tutto quello che ti è stato suggerito, che quoto in blocco, quanti profili esterni hai impostato? Se puoi carica anche il contenuto della tab Stampa. -
Cambio firmware...riparto da zero?
Truck64 ha risposto a nervine nella discussione Software di slicing, firmware e GCode
Se parli di Marlin non sempre, ma ci sono delle versioni che richiedono il reset della EEPROM, in quel caso perdi tutto, quindi sempre meglio (ma non solo in caso di cambio firmware) avere salvato l'output di M503. -
Buon Natale a Tutti 🎄. Che l'anno prossimo porti più serenità.
-
Ho visto alcuni progetti che puntano in alto con la temperatura, e in quel caso le cinghie erano isolate dalla camera di stampa: Questa è una custom, se siete interessati e masticate tedesco trovate le informazioni qui Nitro´s PPSU hochtemp drucker. Ne ho visto un modello industriale con lo stesso principio ma non ricordo come si chiama.
-
La stampante si riavvia alla prima accensione (problema o non problema?)
Truck64 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ciao @Meldro, prova ad accenderla senza Raspberry collegato. Non so che elettonica monti ma la maggior parte delle schede con programmazione via USB quando si attiva la connessione ricevono un reset. Vedrai che succede quando il raspberry ha finito di bootare. -
Pezzi il più robusti possibili
Truck64 ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Ciao @Goku , è quasi un quesitone esistenziale perchè i fattori che determinano la robustezza sono tanti, ma soprattutto è importante scegliere il materiale, l'orientamento di stampa del pezzo e la forma. In generale la stampa dovrebbe non essere ne troppo fredda ne troppo magra, altrimenti l'adesione tra i layer va a farsi benedire. Poi nessuno può darti una risposta univoca, si può aumentare i perimetri, inspessire l'infill, usare ugelli più larghi o più fini. Io per esempio ho stampato diversi pezzi meccanici per prototipazione con ugello 0,4mm e altezza layer 0,3 e tutto sommato mi andava bene. Poi ho cambiato marca di PLA e con gli stessi parametri ottengo pezzi molto meno consistenti. Ora ho cominciato a fare esperienza con il PETG che è più resiliente (!.!.!) del PLA, quindi non si spezza come un grissino ma si piega prima di spezzarsi. Altri materiali li proverò quando ho tempo. Ti consiglio di porre il quesito magari specificando cosa vuoi stampare e che resistenza vuoi ottenere. Nel frattempo, se non li hai già visti, ti consiglio un paio di link: https://help3d.it/costruire-oggetti-resistenti-stampati-in-3d-anisotropia/ Comparing PLA, PETG & ASA (ABS) -
Autospengimento e/o Controllo Remoto
Truck64 ha risposto a TeusTheMage nella discussione Hardware e componenti
L'ho già detto più di una volta, ognuno è libero di farsi male come vuole. La norma CE, visto che nel 99% dei casi è un autocertificazione per le stampanti che arrivano in scatola di montaggio lte la raccomando. E io non parlo di caricabatterie in genereale, ma visto che lui ne ha usato solo il guscio, tu prova a fare quello che dici con i suoi.... -
Problema di stampa
Truck64 ha risposto a borwin63 nella discussione Problemi generici o di qualità di stampa
Intendevo che il bed è più alto. Stiamo dicendo la stessa cosa? -
Problema di stampa
Truck64 ha risposto a borwin63 nella discussione Problemi generici o di qualità di stampa
A occhio quel punto è più alto. Spessore del primo layer? -
Autospengimento e/o Controllo Remoto
Truck64 ha risposto a TeusTheMage nella discussione Hardware e componenti
Ciao @Whitedavil, dare per scontato che l'alimentatore della stampante ne abbia già uno è quantomeno ardimentoso, ma a me fanno più paura quei filetti che vengono da una presa per cellulari rimaneggiata attaccati ai pin di un relè piegati e scaldati molto. Se per caso si stacca qualcosa (e non palo di saldature fatte male) ora che interviene l'automatico dell'appartamento.... -
Autospengimento e/o Controllo Remoto
Truck64 ha risposto a TeusTheMage nella discussione Hardware e componenti
Magari anche un isolata alle saldature, qualcosa per evitare che se si tirano i cavi a resistere non sia solo i trefoli saldati, e se fai uno sforzo ci fai stare anche un fusibilino lato 220V, che i corti sulle prese sono veramente una brutta cosa. Poi non so che stampante sia la tua ma se hai il classico alimentatore boxato in metallo la terra è d'obbligo. -
Cura e il diametro del filamento
Truck64 ha risposto a Drvo nella discussione Software di slicing, firmware e GCode
Scusa, ho detto una fesseria: quel post è per il firmware della stampante, io invece dovevo cercare direttive da dare all'o slicer.... Va be, stiamo andando un po fuori tema. Comunque visto che siete in tanti a usare Cura se trovi il modo di fare la stessa cosa sarebbe importante. Stesso dicasi per gli altri slicer. -
Cura e il diametro del filamento
Truck64 ha risposto a Drvo nella discussione Software di slicing, firmware e GCode
Hai ragione: ho appena verificato in rete e in effetti sembra che l'alternativa più citata per Cura sia usare un postprocesore o correggere il codice a mano. Ho letto anche che l'elaborazione condizionale negli Gcode non è implementata. Support for conditional G Code in start & end GCode #7056 Mi confermate? -
Cura e il diametro del filamento
Truck64 ha risposto a Drvo nella discussione Software di slicing, firmware e GCode
Ciao @Drvo , ciao @Killrob , riguardo alla temptower girando in rete ho scoperto che con quattro righe nel gcode di cambio layer si riesce a far cambiare la temperatura allo slicer in autonomia. Unico neo: bisogna mettere nel gcode la quota Z esatta del layer e impostare la temperatura iniziale della tower nelle caratteristiche del materiale. Io l'ho provato su PrusaSlicer e sarei curioso di sapere se funziona anche con Cura. Per esempio ho preso questa temptower Temptower 220-180° , fatto un "affetta", visto a che altezza passa da un modulo all'altro e inserito questo Gcode "prima nel cambio layer": {if layer_z==0.7} ; T tower floor 1 M104 S220 {elsif layer_z==7.5} ; T tower floor 2 M104 S215 {elsif layer_z==14.3} ; T tower floor 3 M104 S210 {elsif layer_z==21.1} ; T tower floor 4 M104 S205 {elsif layer_z==27.9} ; T tower floor 5 M104 S200 {elsif layer_z==34.7} ; T tower floor 6 M104 S195 {elsif layer_z==41.5} ; T tower floor 7 M104 S190 {elsif layer_z==48.3} ; T tower floor 8 M104 S185 {elsif layer_z==55.1} ; T tower floor 9 M104 S180 {endif} Rifatto lo slicing che questa volta contiene il cambio temperatura e i commenti, ma usando il resto delle mie impostazioni (velocità, ritrazioni, ecc). Provato in stampa e tutto OK. -
Problema dimensionamento
Truck64 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
E' l'oggetto che uso per verificare come stampa (temperatura, flusso, ritrazione, ghosting, e anche dimensioni). Lo stampo in vase mode così ho un piano e un perimetro. Il foro mi serve per forzare il lo stop/start dell'estrusore nel passaggio tra perimetro interno ed esterno. Se mi vengono bene poi li uso per tenere in ordine il ciarpame che ho sempre sulla scrivania. -
Problema dimensionamento
Truck64 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
Vi riporto la mia esperienza, poi vedete voi. Quando è stato il momento di regolare la scala degli assi per X e Y ho plottato (ho progettato l'attacco dell'hotend in modo da poterlo sostituire con penna, comparatore e in futoro non si sa mai...) una serie di quadrati e linee graduate tipo quelle dei calibri manuali in modo da verificare quadratura e scala in X e Y. Per lo Z ho messo il comparatore a 0 sul piatto, poi ho alzato di 100mm e messo un Jonson da 100mm per vedere dove ero andato. Da allora non ho più dovuto toccare la scala degli assi, anche ieri sera ho stampato un paio di cubi (50x50 con foro 30x30) per verificare la larghezza di estrusione e le dimensioni erano precise al decimo di mm... Fino ad ora sto trovando grossi problemi ad avere un flusso costante alla velocità che vorrei stampare, e su inizio/fine dei layer mi lascia degli "sputacchi" inguardabili, ma per quanto riguarda le dimensioni dei pezzi non vedo dove stia il problema. -
Problema calibrazione flusso Creality cr10s5
Truck64 ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ciao @Leonardo B., ho cominciato anch'io ieri a provare il PLA Azurefilm. Ho stampato una temptower ma a 185° la temperatura mi sembrava ancora alta. Tieni conto che prima ho stampato PLA della Anycubic e quello a 205.. 208° mi dava dimensioni coerenti, flusso costante e solo qualche filetto.. Questo "fila e fonde" come il famoso formaggio... Non è che sei semplicemente alto di temperatura? Una cosa poi: flusso a 50% è plausibile? -
Settaggi Prusa Slicer
Truck64 ha risposto a Marco-67 nella discussione Software di slicing, firmware e GCode
Concordo. -
Problema dimensionamento
Truck64 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
Ci ho stampato mezza bobina di PLA fino ad ora. Ho cominciato ad usarlo perchè con Cura Engine non riuscivo a migliorare la precisione dei pezzi. Ora va meglio. Non conosco altri slicer, immagino che ce ne siano di migliori per certi aspetti. Insegnare magari no, ma un confronto va benone. Prima cosa: non sono riuscito a evitare che impostasse accellerazioni, jerk e gli altri parametri di dinamica degli assi, quindi nella scheda "Limiti macchina" vedi che ci siano quelli giusti... Le prime stampe sono state un disastro quando con Cura Engine andava tutto benone... -
Problema dimensionamento
Truck64 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
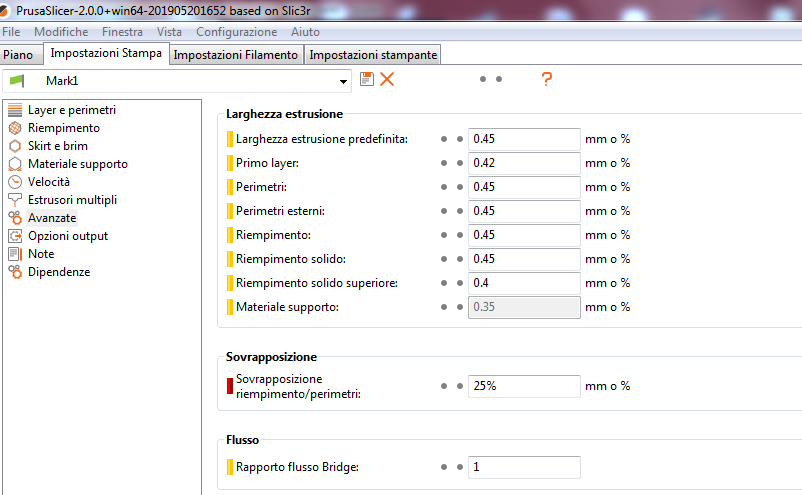
Più o meno quello faccio anche io, e pezzi senza in castri me ne sono capitati davvero pochi. Volevo provare a differenziare i perimetri esterni da quelli interni, visto che si può
-
Problema dimensionamento
Truck64 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
Francamente calibrare la risoluzione di una stampante su un oggetto lungo meno di un giro motore, e mediamente meno del 10% dell'area stampabile mi sembra assurdo. E comunque tolleranze di qualche decimo anche dalla migliore stampante professionale c'è da aspettarsele. Troppe variabili in gioco, anche ambientali. -
Problema con Cura per la multi estrusione
Truck64 ha risposto a immaginaecrea nella discussione Software di slicing, firmware e GCode
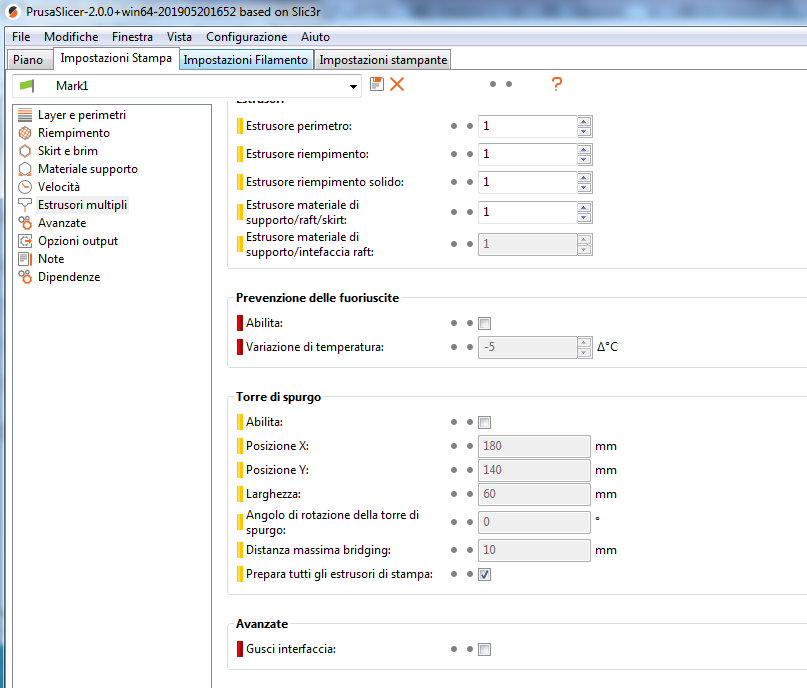
A me sembra che si possa escludere la torre di spurgo: Poi magari ci sono altre cose che non ti vanno bene, come detto fino ad ora ho esperienza diretta solo di stampe a materiale singolo.
-
Sharebot Rappy da edicola aggratis, ne vale la pena?
Truck64 ha risposto a ildirettore nella discussione La mia prima stampante 3D
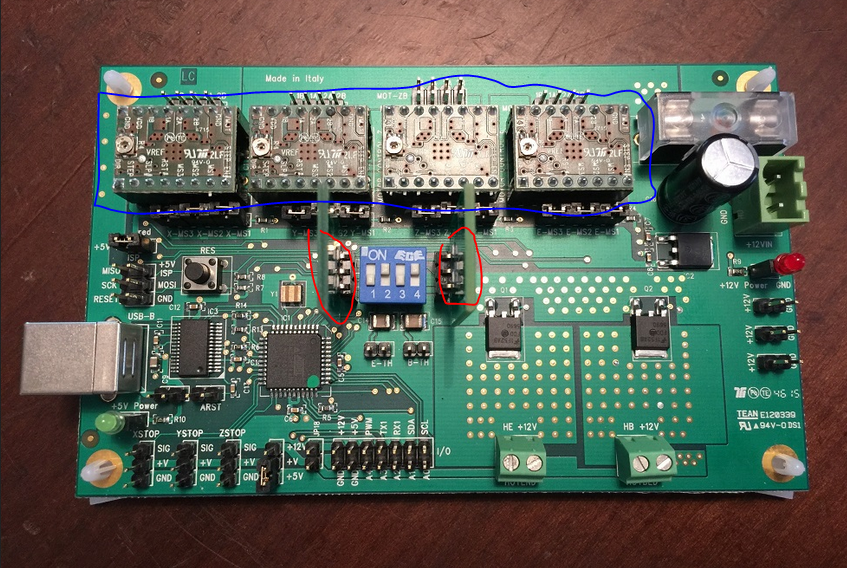
Vuol dire che hai gia anche i driver dei motori (cerchiati in blu) e ti manca una delle due schede centrali (in rosso)? Per la cronaca l'autore del post dove ho presol'immagine (ADRIANO3D) ha aperto una discussione citando un gruppo facebook sull'argomento che però mi risulta chiuso (Giugno 2016). Un paio di settimane dopo ho ha aperto un altra discussione per chiedere consigli su di un elettronica alternativa per una stampante simile, forse la stessa. Ripeto secondo me ti risparmi molto tempo perso e molte delusioni passando direttamente a un elettronica "standard" (Arduno + Ramps), che almeno di quella trovi informazioni e pezzi di ricambio ovunque. PS: E' questa la stampante che stai realizzando? https://www.youtube.com/watch?v=cbug6FnsXC0