Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

SLITTAMENTO ASSE Y
Truck64 ha risposto a Basotuz nella discussione Problemi generici o di qualità di stampa
E' un lavoro complesso, c'è da fare una marea di test in situazioni diverse di carico. Sulla mia ho trovato i limiti meccanici, e fino ad ora non ho mai perso un passo, ma ho ancora parecchio ghosting quindi ci sto ancora lavorando su. Ti consiglio per cominciare di fare un profilo in Cura con accellerazioni massime X/Y a 500mm/s^2 come suggerische @invernomuto e fare una nuova prova con la Bency. Se va bene puoi provare a salire un po alla volta. Sarebbe interessante anche sapere quali erano le condizioni originali visto che come dici la macchina prima funzionava bene. Hai cambiato elletronica? Firmware? Slicer o PC? Fossi in te poi caricherei i dati corretti di accellerazione e velocità massima per la tua stampante in EEPROM, se non li trovi quelli che ha indicato @Marco-67 sembrano più che adatti. Per prima cosa però ti consiglio di leggerti un po di documentazione in rete a riguardo. Tra i video ti consiglio questo, che spiega come verificare il giusto valore di accellerazione: https://www.youtube.com/watch?v=Mnvj6xCzikM Ottima è anache la pagina di Help3D: https://help3d.it/velocita-accelerazione/ -
SLITTAMENTO ASSE Y
Truck64 ha risposto a Basotuz nella discussione Problemi generici o di qualità di stampa
Ciao @Basotuz, premetto che la mia esperienza diretta si basa solo sui test fatti su macchine CoreXY, ma francamente un accellerazione di 5000 per Y mi sembra alta per una cartesiana. Anche il jerk non scherza. Mi piacerebbe in merito sentire il parere di qualcun'altro con una cartesiana. Ho fatto un rapido giro in rete e per le i3 ho trovato dati contrastanti, ma per la maggior parte si parla di valori più vicini a 1000, che a 5000. Non è detto poi che lo slicer non ci metta il becco, specie negli spostamenti di trasferimento. Fossi in te farei una prova con accellerazioni più basse, e comunque controllerei nel gcode della bency se ci siano M201 o M204 con valori strani. Casomai posta il file che ci si da un occhiata. -
SLITTAMENTO ASSE Y
Truck64 ha risposto a Basotuz nella discussione Problemi generici o di qualità di stampa
Ok, se interpreto bene per altezza layer 0,1mm usi il jerk di firmware e cambi l'accellerazione, per 0.3mm usi accellerazione e jerk di firmware. Ma i parametri del firmware quai sono? Se hai la stampante collegata al PC puoi leggere tutti i parametri con un M503, altrimenti devi recuperare i dati dal pannello. -
SLITTAMENTO ASSE Y
Truck64 ha risposto a Basotuz nella discussione Problemi generici o di qualità di stampa
Da quello che dici e mostri sembrerebbe un problema di risposta alle accellerazioni. A parte i controlli della meccanica sei sicuro che i parametri di accellerazione e jerk siano quelli che usavi in precedenza? e li hai impostati correttamente anche nello slicer? Tra l'altro che velocità usi? E quale slicer? -
BTT GTR 1.0 firmware si è cancellato
Truck64 ha risposto a Salvogi nella discussione Hardware e componenti
Strano che non ti sia mai capitato fino ad ora. Come giustamente dice @FoNzY i motori nella maggior parte dei casi si comportano come generatori in frenata o se forzati a muovere quando sono fermi, e i passo-passo non fanno eccezione. Visto che i drive permettono il passaggio di corrente inverso anche da spenti il tutto alimenta il circuito di potenza della scheda e può causare sovratensioni pericolose. In teoria si potrebbe aggiungere sulla scheda un circuito che limiti la tensione generata per preservare l'elettonica a 3,3..5V (i drive ne soffrirebbero comunque ma il circuito di potenza è fatto in genere per sopportare oltre 35V), in pratica è meglio evitare di muovere i motori troppo velocemente a macchina spenta o anche solo con i drive disattivati. Se ti capita comunque fai una prova: collega due motori passo-passo in parallelo tra di loro. Poi se ne giri uno sopra una certa velocità vedrai che l'altro copia esattamente gli stessi movimenti. -
Sai che dicevano la stassa cosa delle sigarette e dei cellulari? 🤪 Se proprio non puoi spostarla dalla stanza dove dormi potresti considerare di chiuderla in un box (che non da solo il vantaggio di contenere il particolato) collegato ad un aspiratore da usare a fine stampa o a un filtro epa.
-
Ciao @Bananafell3r, non è complicato. Al firmware della stampante interessa sapere quanti impulsi deve dare al driver di un motore (step) per muoversi di una certa unità (mm). Per arrivare al dato in questione devi sapere: - quanti impunsi servono per fare un giro di motore; - di quanto si muove realmente l'asse per ogni giro di motore Per rispondere alla prima i motori passo-passo "normali" hanno 200 passi per giro (se ne smonti uno vedrai che il rotore è una specie di ingranaggio, casomai vediamo il discorso più avanti) ma per "addolcirne" il movimento che a passo intero sarebbe molto nervoso di regola si usano driver che microsteppano. Quindi in funzione della configurazione si possono avere dal mezzo passo a frazioni molto piccole. Ovviamente questo significa che se ho il drive impostato a 1/16 di passo vuol dire che devo dargli 3600 impulsi per frgli fare un giro. Tieni conto però che in casi normali più aumenti la divisione del passo più il motore tende a diventare instabile, e risciare di perdere passi. Dal lato meccanica c'è anche li una complicazione, speso dovuta all'inadeguatezza della comunicazione o a traduzioni fatte male. Le viti trapezoidali delle stampanti cartesiane di solito sono passo 8, ma in passato spesso è indicato come passo 2 a 4 principi che è tecnicamente sbagliato e questo inganna più di una persona. Quindi nel caso tu abbia una vite passo 2, come quella della mia stampante, sarebbe giusto impostare 1600. Il 400 viene dal fatto che l'asse muove in effetti di 8mm per ogni giro vite. Non è tutto così lineare poi, come dice @FoNzY ci sono anche motori a 400 passi giro, o per esempio nella mia ho le due viti collegate la motore con una coppia di pulegge in rapporto 20/40 e per tenere un numero di impulsi gestibile alla mia scheda di controllo ho impostato i drive a 1/4 ottenendo 800 passi/mm. Quindi prima di partire con i calcoli è importatnte verificare esattamente le caratteristiche della meccanca, al limite misurando fisicamente passi delle viti o numero denti delle pulegge, in genere l'errore non è nella formula me nei valori di partenza.

-
Ho dato un occhiata alle immagini della Ender 3 e mi sono reso conto che l'asse Z ha una sola vite. Mi sbaglio? Cancella quanto ho detto in precedenza, esattamente come dice @Marco-67 verifica la meccanica dei carrelli di Z, in particolare controllerei quello dalla parte destra del ponte di X che secondo me si blocca quando la macchina esegue riempimenti solidi. Se fai una ricerca in rete "Ender 3 Z banding" trovi molti esempi, anche immagini di pezzi come i tuoi.
-
Concordo con @Marco-67: sembra fatto da un altra macchina. Sono curioso di vedere come viene ora. Domanda di rito: fatti tutti i controlli di base? In particolare il controllo che tutti i bulloni fossero serrati, soprattutto nelle parti che sono arrivate pre-asemblate? Controllato che il tensionamento delle cinghe dentate sia "decente" (non sodarti una misura, prova a vedere questo video se ti aiuta Axis Belt Tension featuring the Ender 3). Patto in PID Autotune (M303 https://marlinfw.org/docs/gcode/M303.html)?
-
Questo non lo so.. E a vederlo ti direi che l'asse Z è perfetto. Come sono gli angoli di quel pezzo?
-
I problemi con la vite di Z solitamnte si ripetono ciclicamente, sempre alla stessa altezza. Mi da più l'idea di flusso mancante/abbondante, tipo che lo spingifilo non lavora bene o il diametro del filamento non è costante. O appunto la tempetarura dell'ugello che fluttua.
-
Alcune righe possono essere causati dalla meccanica, ma qugli inspessimenti a occhio è una variazione del flusso. Hai verficato se la temperatura dell'estrusore varia poco/molto durante la stampa? Hai provato a cambiare bobina di filamento, magari di marca diversa?
-
verifica stampa
Truck64 ha risposto a gregorio56sm nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Francamente non dovrebbe essere un colpo di fortuna. Tolleranze di qualche decimo con la stampa FMD sono quello che ci si deve aspettare. Vuol dire che hai settato bene la tua stampante, conosci il materiale con cui stampi e il processo fabbricazione. I miei complimenti. Il fatto poi che tu possa usare un giocattolo non propriamente economico come una FARO per verificare il pezzo mi dice che la meccanica di precisione fa parte delle tue competenze. Visto dove siamo però aggiungerei qualche informazione in più, tipo che stampante hai usato e quale materiale, in modo che se ci fosse qualcuno interessato a replicare gli stessi risultati possa sapere dove partire. -
Problemi di autolivellamento del piano z su sul piano in vetro
Truck64 ha risposto a albatros nella discussione Hardware e componenti
Scusa ma se dopo l'autolivellamento aggungi una lastra di vetro sopra il piatto per bravo e delicato che tu sia vanifichi l'effetto del livellamento. Tanto varrebbe non farlo. Ho fatto un rapido giro in rete e di gente con la tua stampante che ha sostituito il sensore originale con un capacitivo ce ne sono diversi, e mi pare anche con il bltouch. Quindi con un po di ricerche dovresti trovare le istruzioni da seguire per la tua stampante. Ma non te la sentissi e il tuo problema è solamente il piatto rovinato perchè non provi a metterci sopra un pad (soluzione costosa ma di certi c'è chi ne parla molto bene) o anche solo del kapton adesivo? -
Velocità di stampa che si modifica da sola.....
Truck64 ha risposto a architect nella discussione Problemi generici o di qualità di stampa
Oltre all'interferenza tra i cavi ti consiglio di valutare anche eventuali disturbi generati nell'alimentatore. A volte capita che i condensatori elettrolitici che flitrano la corrente continua si deteriorino e lascino passare l'ondulazione del regolatore, ed e' una cosa che senza oscilloscopio è difficile da diagnosticare ma che tira matto i circuiti digitali. Provare con un alimentatore nuovo sarebbe la cosa migliore ma secondo me potresti provare a fare una stampa a vuoto (senza filamento) e con il piatto spento e vedere se ti fa ancora il difetto, tanto per escudere qualcosa. -
Anche a mè piace l'estetica e la progettazione di parecchie parti, in particolare l'estrusore, lo spingifilo e tutta la ventilazione. Non apprezzo invece la compicazione della meccanica dovuta al corexy mobile e il fatto che ti costringe a tenere i motori dentro ad un eventiale copertura.
-
Infatti ci speravo visto che sto tentando di tenere l'estrusore il più leggero possibile per spingere sulla velocità. Però il mio tubo è 750mm (meno non arriva a coprire tutto il piano) e lo stringing mi tira matto. Stavo pensano di attivare il pressure advance ma prima volevo cabiare la gola dell'estrusore che è un all-metal "economica" e a occhio gli servirebbe una lucidata.
-
Peccato, ottimo inizio comunque. Mi fai quasi venir voglia di montare un direct anche sulla mia.
-
Non ha tutta questa importanza, purchè rispetti la geometria degli assi. Per esempio sulla mia mi veniva comodo azzerare X e Y nell'angolo posteriore a destra quindi lavoro con tutto il piano cartesiano ruotato di 180°. L'importante è saperlo (io mo sono fatto due belle frecce sul piatto per ricordarmelo). Da quello che vedo però mi sa che lo spazio dietro al piatto è il posto giusto dove azzerare gli assi quindi sposterei il sensore su Y+. Ora che l'hai montata posso chiederti quanto flette il piano con pesi fuori asse?
-
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Mi spiace, li vai oltre la mia esperienza di Freecad. In passato ho fatto modelli "curvi", tipo delle parti che abbracciassero un tubo a Y per le morse di un robot, ma altrimenti niente di più di qualche rulded surface estrusa. Per cose più "morbide" forse è meglio usare Blender o Sculpris. Ho sento parlare bene di Rhinoceros, ma quello essendo a pagamento non l'ho mai provato. -
Ottimo, sono curioso di vederla montata.
-
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Infatti questo è il sistema più corretto se ti serve un profilo a sezione costante. E' un po più laborioso ma se ti serve il solido preciso fai così. -
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
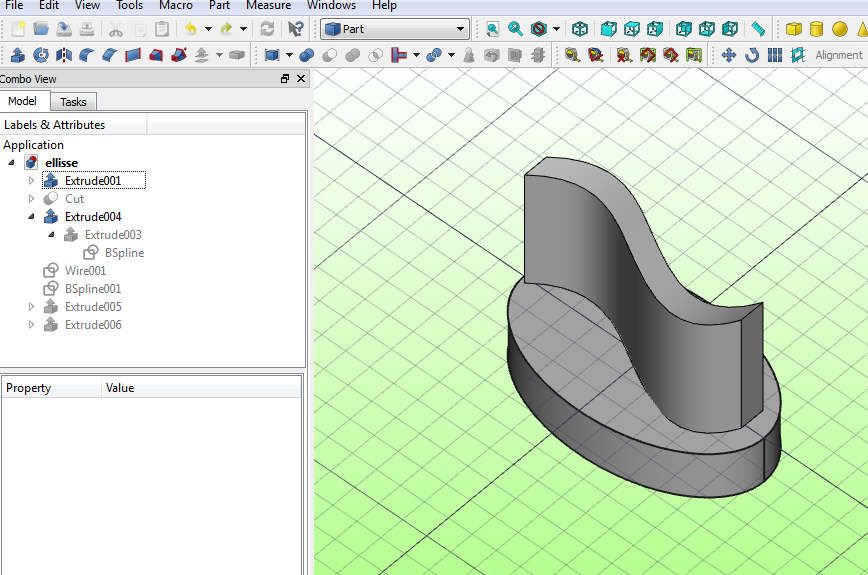
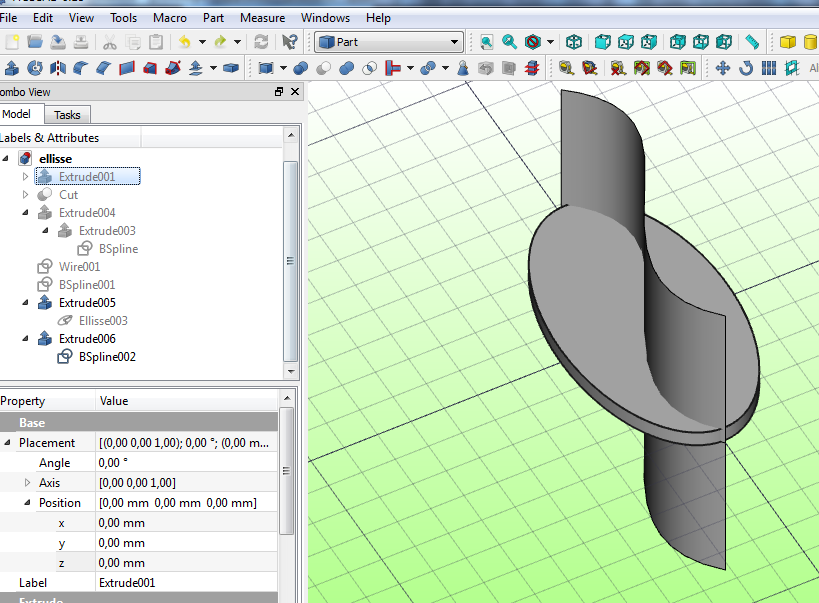
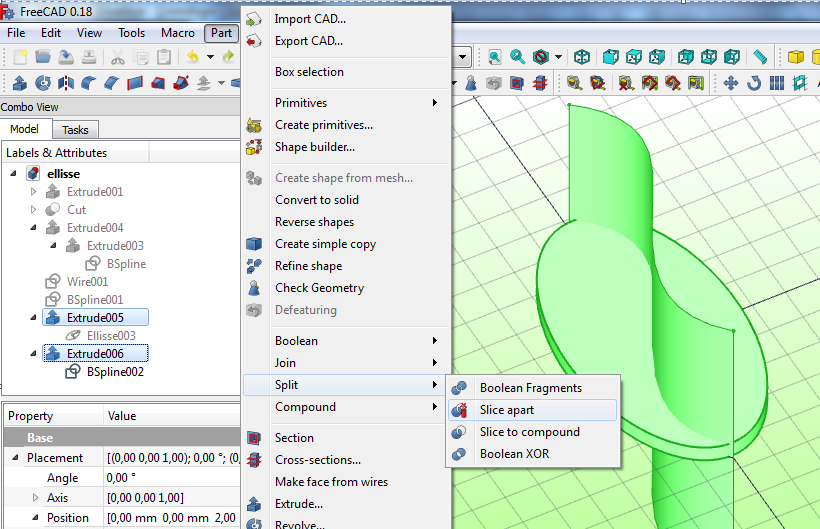
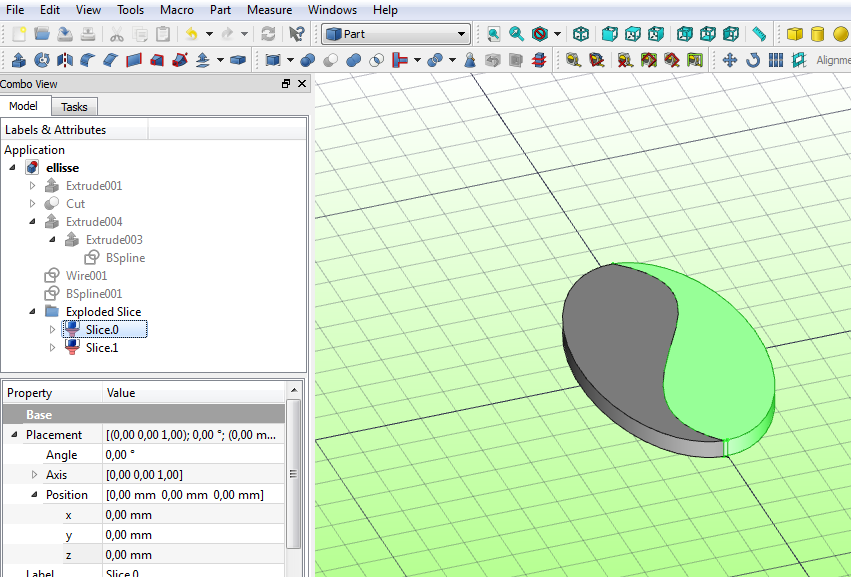
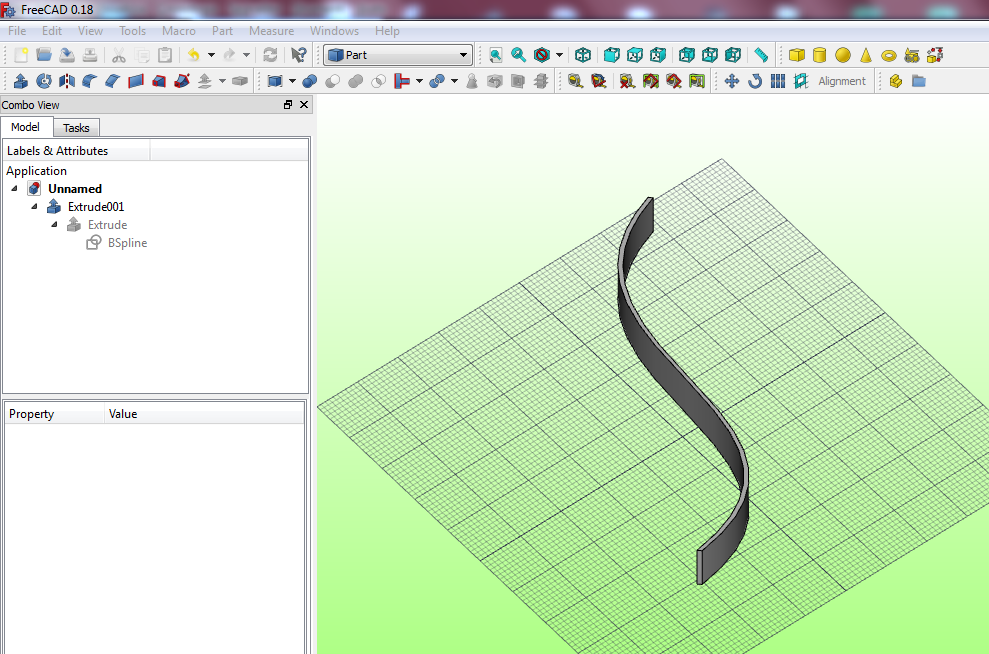
Riciao @Heda Non ho capito bene cosa vuoi fare con la linea inspessita e con le parti, quindi mi limito a descrivere i passaggi: - Per creare il solido della curva come detto in precedenza la estrudi prima in Z poi in Y. Nel tuo caso l'estrusione di Y la farei simmetrica. Funziona anche se la spline non ha tutti ipunti sullo stesso piano: Un mm di spessore mi sembra tanto viste le dimensioni del modello ma non sono affati miei. -Per dividere l'oggetto ho preso la curva, l'ho messa in piano e l'ho estrusa. Poi ho copiato l'oggetto che hai usato per fare la tasca. Ho stirato leggermente gli estremi della curva per creare un intersezione netta con l'ellisse (ho fatto 0,1mm in X, ma basterebbe anche meno. L'importatnte è che sporga dall'oggetto da tagliare), Ho selezionato i due solidi, prima l'ellisse poi la curva (l'ordine è importante) e ho usato la funzione "Slice apart" Ti risulta un oggetto composto da due parti separate. Ora puoi selezionare la singola parte, farne una copia rifinita e usarla per sommare o sottrarre volume al resto dell'oggetto. Spero di esserti stato utile. Allego il file ellisse.FCStd
-
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Ciao Freecad non è il massimo per il convertire il disegno 2D in 3D ma nel tuo caso con due estrusioni si fa abbastanza in fretta: Una in Z, l'altra nel mio caso a metà tra X e Y (metti 1 e 1 nei coefficenti di direzione). Ovviamnete non è a spessore costante ma di più la funzione Extrude non riesce a fare. Ci sono molti modi di ottenere quello che vuoi, di solito se devo fare cose del genere parto dai solidi di base e unisco/sottraggo/interseco fino a raggiungere la forma voluta, o faccio uno sketch quando ho dimensioni precise. PS. Visto adesso il file. Lo apro e gli do un occhiata.
-
Problemi stampa oggetto circolare
Truck64 ha risposto a Capitantino nella discussione Problemi generici o di qualità di stampa
La calibrazione con il cubo è indicativa per oggetti della stessa dimensione del cubo. Se vuoi essere sicuro della calibrazione stampa un oggetto a base quadrata (bastano anche solo pochi mm di aletezza) di almeno 70mm di lato e verifica con quello che gli step di X e Y siano calibrati. Riguardo alle scritte sul bordo l'errore è abbastanza piccolo (1/70) da non dare deformazioni apprezzabili su particolari di quel tipo.