Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Problema ugello stampante 3d
Truck64 ha risposto a Frafazio nella discussione Problemi generici o di qualità di stampa
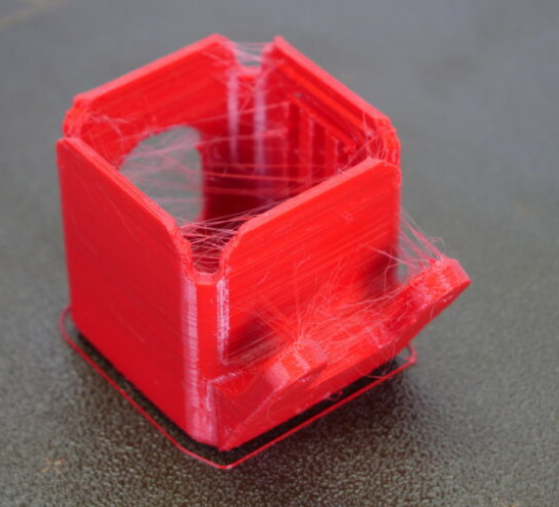
Un paio di immagini del problema magri sarebbero state più chiare, ma da quello che dici non si tratta di stringing: ma di cattiva adesione al piatto. La Hornet per quanto ho letto ha un vetro ricoperto da un materiale di adesione, incollato al riscaldatore in metallo (piatto bicomponente, pessima scelta). Se stampi senza adesivo (lacca, dimafix colla, ecc..) va curata la pulizia del piatto, il livellamento, che può cambiare tra una stampa e l'altra a causa delle sollecitazioni per staccare il pezzo precedente, ed è molto importante la velocità del primo strato che non deve essere eccessiva. Nello specifico del tuo piatto non ti so aiutare, sappi però che toccando la superfice con le mani puoi compromettere l'adesione ma anche pulendolo con sostanze troppo aggressive. Riguardo alla teperatura del piatto quoto @Killrob perchè una temperatura eccesiva fa male al PLA che in genere si ammorbidisce già attorno agli 80°. E verifica quale velocità usi per il primo strato, tipo 40mm/s dovrebbero garantire una buona adesione. Poi con l'esperienza imparerai a trovare il limite.
-
Problema ugello stampante 3d
Truck64 ha risposto a Frafazio nella discussione Problemi generici o di qualità di stampa
Se scaldi il filamento è naurale che coli, gravità e pressione sono forze che si applicano anche alle stampanti 3D. Un poco di percolato durante il riscaldamento succede a tutti. Quello che devi trovare è il giusto compromesso tra temperatura e ritrazione, soprattutto visto che la hornet ha l'estrusore bowden. E comunque a inizio stampa l'ugello o lo pulisci a mano (pinzetta) o devi avere un sistema per togliere quello che cola al primo riscaldamento, tipo una strisciata a lato al piatto come fanno molti utenti o lo skirt nel profilo di stampa. Domande di rito: che filamento stampi? A che temperatura? Hai configurato la ritrazione? Ma soprattutto le hai fatte le calibrazioni/verifiche dopo aver montato la stampante? -
Domanda da perfetto ignorante di elettronica
Truck64 ha risposto a Killrob nella discussione Hardware e componenti
Se il corto è solo tra i fili del termistore è improbabile. Vuol dire mettere a GND il terminale dell'ingresso analogico ma tanto l'alimentazione del circuito passa da una resistenza da 4,7k quindi poca corrente ci passa e al DAC lo 0V non fa sicuramente dispiacre. Diverso è se il corto lo ha fatto a massa (parte metallica dell'hotend) che spesso è flottante quindi potenzialmente ha qualsiasi tensione rispetto al GND della scheda. Ho già visto però casi in cui vanno a contatto i fili del termistore con quelli della cartuccia riscaldante, e in questo caso si che puoi buttare tutto. -
CAMBIO SCHEDA MADRE GENIUS MA NON VA PIU NULLA
Truck64 ha risposto a Peppone nella discussione Hardware e componenti
Può essere tranquillamente che il fimware non parta o che si sia corrotto durante il trasporto, ammesso che ci sia mai stato. O se ti è andata male che ti si sia fulminato qualcosa a causa di scariche statiche, o che ci sia qualche connessione sbagliata, o ecc. ecc. Fai una cosa: prova a vedere se riesci a collegarla ad un PC e vedi se ti risponde. Altrimenti senti chi ti ha venduto la scheda. mi hai battuto sul filo di lana.... -
Problema strano con schermo LCD su Ramps 1.4
Truck64 ha risposto a enrikez nella discussione Software di slicing, firmware e GCode
L'ho solo visto nella documentazione, qundi prendi la cosa con il beneficio de dubbio: prima cosa devi dirgli che hai il driver per Z2: Configuration.h riga 869 decommenta #define Z2_DRIVER_TYPE A4988 Poi gli devi dire che i motori di Z sono 2: Configuration_adv.h riga 750 imposta il valore a 2 #define NUM_Z_STEPPER_DRIVERS 2 Ora la parte che è meno chiara: il livellamento automatico della barra di X (se stiamo parlando di macchine tipo Prusa i3), lo si ottiene o azzerando su due finecorsa, uno per vite/motore, o con un tastatore. Per la prima ipotesi dovresti attivare il multi finecorsa: Configuration_adv.h riga 758, decommenta #define Z_MULTI_ENDSTOPS Sotto vedi che usa il connettore XMAX, quindi il secondo finecorsa va cablato li e penso che vada attivato il sensore: Configuration.h riga 786, decommenta: #define USE_XMAX_PLUG A questo punto con M666 imposti l'offset tra il motore di Z e quello Z2. La macchina va a cercare entrambi i finecorsa poi si sincronizza. Se invecie vuoi usare il tastatore va per prima cosa configurato quello... Poi va detto alla macchina che deve usarlo per l'allineamento: Configuration_adv.h riga 931: decommenta #define Z_STEPPER_AUTO_ALIGN e sotto trovi le posizioni X,Y di tasteggio. Io comuque preferisco la soluzione "ignorante": motore unico, un paio di pulegge e una cignia chiusa di opportune dimensioni. Mi evito tutti i problemi di disallineamento sia da macchina accesa, sia da spenta e anche la Mega ringrazzia perchè con lo scherzo del doppio drive Z arrivi a saturare la memoria del processore.. -
Filamento PLA si rompe a macchina ferma.
Truck64 ha risposto a Chico nella discussione Problemi generici o di qualità di stampa
Il sottovuoto serve a poco, al massimo ti puo indicare che il sacchetto non è chiuso bene per stoccaggi lunghi. L'importante sono i sali igroscopici. Poi quì sul sito troverai sicuramente gente che ti dice che la bobina la tiene sempre in macchina e problemi zero. Dipende molto dall'ambiente in cui hai la stampante e in quanto tempo la consumi. Io nel dubbio per pause più lunghe di una giornata ripongo nel contenitore coi sali, tanto nel tempo che si scalda il piatto riesco tranquillamente a ricaricare la bobina. -
Problemi con i sensori di prossimità
Truck64 ha risposto a Doctor nella discussione Hardware e componenti
Prima di dare comandi alla macchina è meglio che verifichi lo stato dei sensori. Colleghi la stampante al PC e mandi un M119. Dovresti vedere una cosa così: > M119 Reporting endstop status x_min: open y_min: open z_min: open z_probe: open Poi attivi il sensore e vedi se cambia stato. -
problema estrusore per blocco stampante.
Truck64 ha risposto a maddog2501 nella discussione Anycubic
Per come la racconti sembra un corto circuito sulla cartuccia riscaldante dell'hotend. Hai la possibiltà di verificare con un multimetro? -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Sono contento che hai risolto. -
temperatura piatto vari layer
Truck64 ha risposto a Francesco_3d nella discussione Problemi generici o di qualità di stampa
{material_bed_temperature_layer_0} è un codice interno di Cura. Visto che non viene convertito è possibile che il firmware faccia confusione, quindi prima cosa sostituisci nello startgcode la parte tra graffe con [bed0_temperature]. O togli tutta la riga, che tanto è inutile. Poi datti una letta a questa discussione, dovrebbe chiarirti un po come si preparano startgcode, endgcode ecc. in Simplify3D perchè ogni slicer ha i suoi codici e i suoi modi di procedere. Dopodichè se la cosa non si risolve penseremo al resto- 12 risposte
-
- 1
-

-
- temperatura
- piatto
- (and 1 più)
-
temperatura piatto vari layer
Truck64 ha risposto a Francesco_3d nella discussione Problemi generici o di qualità di stampa
Scusa ma questa istruzione cosa ci fa nel file su SD? Per caso la hai uguale nello star gcode? -
temperatura piatto vari layer
Truck64 ha risposto a Francesco_3d nella discussione Problemi generici o di qualità di stampa
Prima cosa per cominciare ad escludere qualcosa prendi un file generato dallo slicer, se lo hai ancora uno di quelli delle stampe fallite, e fai una ricerca per M140 e M190. Di seguito ci trovi un Snumero che è la temperatura impostata per il piatto. Dovresti trovarne una coppia a inizio file, un M140 S55 a inizio secondo layer poi niente fino a fine file. Se invecie trovi M140 S25 da qualche parte prima dell' ultimo layer sai per certo che il problema è lo slicer. Usi Simplify... Non è che stampi da pc o comunque collegato alla stampante?- 12 risposte
-
- 1
-
-
- temperatura
- piatto
- (and 1 più)
-
Problemi ntc
Truck64 ha risposto a Claudio1954 nella discussione Problemi generici o di qualità di stampa
Buona sera @Claudio1954, intanto diciamo che se hai raggiunto veramente 350° il termistore è andato. Temperature così alte le può sopportare una PT100 o appunto una K che però non brilla per precisione. I termistori NTC normali fanno fatica ad arrivare a 250 se leggi i datasheet "ufficiali", poi sui siti di stampa 3D trovi certi spropositi da farti cadere le braccia. Detto questo la misura di temperatura è fatta con un partitore tra una resistennza da 4,7k e l'NTC che è 100k a 25° e poi si riduce. E lo stesso fa la tensione sui convertitore AD della scheda di controllo. Ora se apri il firmware e cerchi il file thermistor_1.h per esempio trovi la tabella del sensore di tipo 1 e puoi calcolare che tra 200° e 250° la corrente sul termistore varia di 0,063mA per le schede a 5V. Quindi basta veramente poco per falsare la misura di diversi gradi, un connettore crimpato male, una saldatura fredda ecc. E poi anche gli NTC che ti vendono come ricambi non hanno tutti la stessa curva, possibile che tu stia usando quella di un tipo diverso da quella che hai impostato nel firmware. Quindi come suggerito da @FoNzY fai un po di controlli sul circuito del sensore a partire dalla scheda (resistenza, tensione sui poli del connettore con sensore scollegato occhio ai cortocircuiti). E il suggerimento di prendere i sensori "di marca" è altrettanto valido, in genere sono di qualita migliore e comunque non si parla di chissà che cifre. Nel firmware (Marlin) non c'è molto da fare per correggere gli errori di lettura della temperatura, a parte cabiare tipo di sonda in Configuration_h o scriversi una tabella personalizzata. Dopo le verifiche elettriche casomai ci arriveremo. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ok ora bisogna capire come c'è finito, ma se nel programma di stampa ti parte un M92 X788.17 mi sa che la macchina da i numeri e con ragione!!! ;Sliced by ideaMaker 4.2.1.5321, 2022-02-17 11:50:18 UTC+0100 ;Dimension: 350.000 350.000 400.000 0.400 ;Plate Shape: 0 ;Origin Center: 0 ;Extruder Offset #1: 0.000 0.000 ;Filament Diameter #1: 1.750 ;Filament Diameter #2: 1.750 ;Filament Compensation #1: 100.00 ;Filament Compensation #2: 90.00 ;Filament Density #1: 1240.00 ;Filament Density #2: 1240.00 ;Bounding Box: 161.775 188.225 161.775 188.225 0.000 20.100 ;Model Gap: 0.000 M221 T0 S100.00 M140 S65.00 M104 T0 S230.00 M109 T0 S230.00 T0 M190 S65.00 M92 X788.17 M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home E' dopo il set temperatura del piatto (M190) ma prima dell'azzeramento (G28) assi. Da un occhiata allo startgcode. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Be ma allora forse c'è qualcosa nello startgcode dello slicer... Puoi postare almeno la parte iniziale del file di stampa del video qui sopra? Basta un centinaio di righe. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ok, sono confuso. Apparentemente gli step/mm sembrano apposto. Hai detto che il difetto te lo da quando lanci una stampa, nel senso che se appena accesa la stampnte dai il comando di home da pc o pannello va bene e poi impazzisce appena lanci una stampa? -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ma non hai detto che la hai appena cambiata? Io vedo che l'asse si muove, fosse un problema di hardware il primo sintomo è che non si muoverebbe. Quello che si vede sembra solo una scalatura sbagliata. Hai detto di aver impostato M92 ai valori giusti, si ma quali? Per X dovresti essere tra 78 e 82, almeno stando ai valori di default che ho trovato in rete per la Ender5. Prova a postare tutto il report di M503. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ma dopo che hai fatto l'azzeramento X e la stampante ti è resta a destra per fare la home di Z, poi si muove X in qualche modo? Perchè a me dal video sembra che si pianti l'asse sul finecorsa, probabilmente va in errore il TMC, e poi semplicemente il motore non si muove più. Se i passi/mm sono giusti è possibile che si sia spostato il finecorsa di destra, o che si sia piegata la sua leva o qualcosaltro. In tutti i casi non è normale che la macchina vada a cercare il finecorsa a quella velocità. Prova a spegnere la macchina poi azzerare con la testa di stampa tutta a destra e vedi se ti fa ancora il difetto. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
No se hai dato solo l'M301. Piuttosto come sei messo con gli step/mm di X e Y? E con i settaggi dei drive? Visto che hai la stampante collegata ad un PC dai un M503 e salvati in un file di testo il report dei dati di EEPROM, poi dai un M122 (sperando che nel firmware sia stato attivato il TMC_DEBUG) e aggiungi al suddetto file il report dei parametri dei drive silent. Fatto questo vedi cosa c'è nella riga di M92 per i passi mm di X e Y, e alla riga msteps per i drive. Poi cominciamo a ragionare. Sai quante volte l'ho letta sta storia? Il fatto che sul sito dei produttori di una stampante ci sia un firmware non garantisce che sia adatto proprio alla tua stampante, ammesso di aver schelto quello giusto tra le opzioni differenti. Personalmente sono dell'idea che se decidi di modificare la stampante devi imparare a configurartelo il firmware partendo dal sorgente, altrimenti tienila originale che è già complicato farle funzionare così. Comunque mediamente dopo ogni aggiornamento di firmware va verificato e/o ripristinato il contenuto dell'EEPROM quindi è importante sapere come è impostata la stampante prima del trapianto di sistema operativo, vedi sopra. E comunque sul sito trovi 2 versioni di firmware: ma sono per la scheda originale o per la silent? Visto che ti vendono una scheda madre come opzione mi sarei aspettato di trovare uno zip con le varie versioni... Azzz! ho appena trovato la pagina della cosiddetta scheda silent: Sul serio hanno il coraggio di venderti una 16bit come "aggiornamento" per una stampante da >€500 nel 2022, quando hanno già a catalogo la 4.2.7 che costa anche meno?
-
stampe con "segni superficiali"
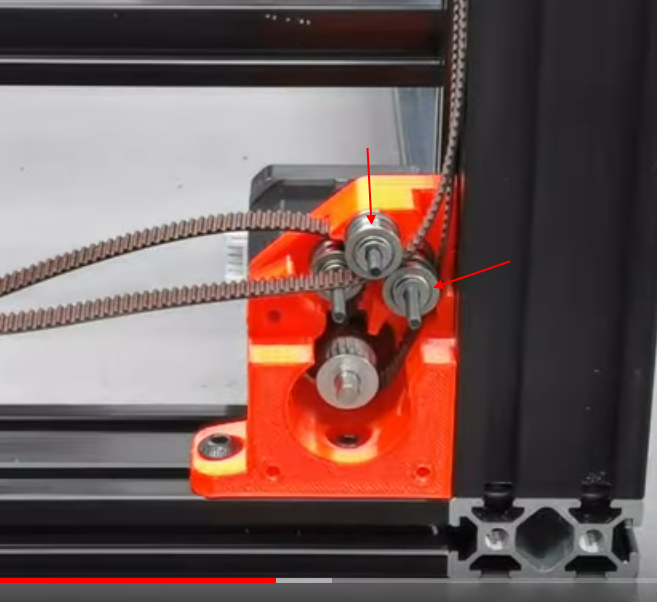
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
Ovvio. La soluzione "ignorante" è prenderla più lunga e allungare il filetto con una filiera: Sono appunto cuscinetti flangiati come dice @Killrob, ma sono diffusamente usati al posto delle pulegge "classiche" perchè più economici ma soprattutto perchè a parità di dimensione alloggiano sfere di diametro maggiore e non si bloccano con un granello di niente.
-
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Allora sono tutte impostazioni di firmware, sicuramente sbaglaite primo tra tutti la velocità di ricerca del finecorsa di home per l'asse X, quella per l'asse Y, la posizione di tasteggio per Z ecc. ecc. ecc. Da dove hai preso il firmware della scheda silent? -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Andiamo bene.... Cosa li spendo a fare tutti sti soldi per farvi studiare. 😜 Scherzi a parte durante la calibrazione del PID non dovrebbe dare allarmi. Unica cosa, ma questa è una sensazione mia, dal video la temperatura schende un po troppo in fretta. A meno che non vivi con i pinguini controllerei che la ventola di raffreddamento del pezzo non soffi anche sul nozle. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Visto che hai cambiato scheda di controllo, e anche hotend, hai rifatto la calibrazione del PID per l'estrusore? Perchè pare propio che smetta di scaldare quando dovrebbe modulare la potenza, come se l'integrale fosse troppo alto. Ops. Scusa... Derivativo troppo alto. -
stampe con "segni superficiali"
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
Come dice @Killrob. Nel senso che sulle istruzioni di montaggio sembra che sia lasciato a discrezione dell'utente usare pulegge dentate per i rinvvi lato dente del portale X In realtà su diametri di puleggia tanto piccoli girare la cinghia dal lato liscio o usare un profilo dentato per la puleggia è praticamente obbligatorio, sepcie se si usa un dente trapezoidale e non il classico GT. La domanda è quelle nel gruppo motore sono lisce o dentate?
-
stampe con "segni superficiali"
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
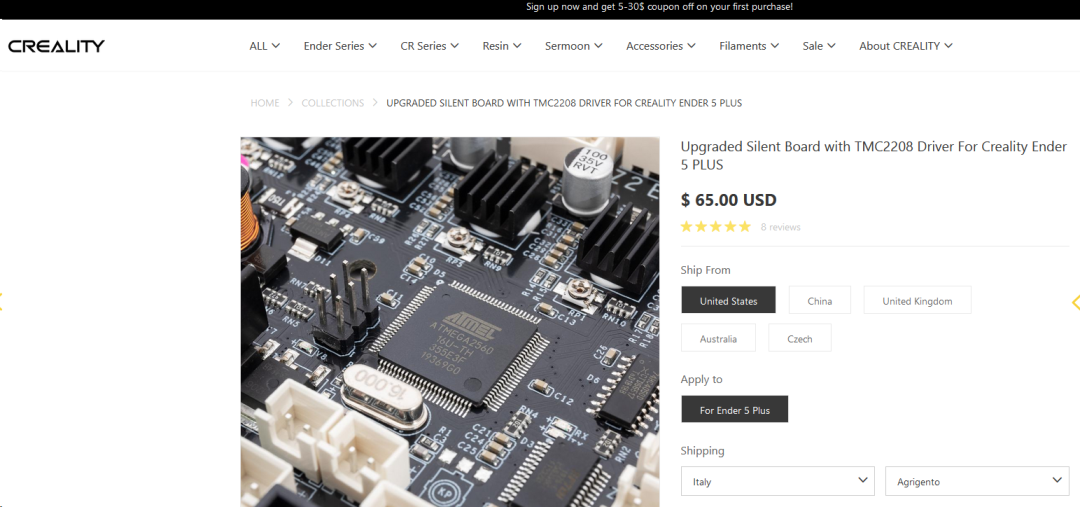
Quella degli alberi filettati si può risolvere in diversi modi, tipo prendi quelle parizialmente filettate, che saranno ovviamente più lunghe, e poi tagli il filetto in eccesso. Io ho anche provato a riempire il filetto sotto la puleggia con un trefolo/filo di ferro scelto di misura giusta e viene meno peggio di quanto non sembri a dirlo.... Ho dato un occhiata alla documentazione BLV e vista anche la cinghia dentata che usi hai per caso qualche puleggia dove scorre dalla parte dei denti?