Truck64
-
Numero contenuti
885 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Modifica doppio estrusore anycubic prusa i3
Truck64 ha risposto a Alessandro998 nella discussione Software di slicing, firmware e GCode
Prima cosa devi dire alla stampante quanti motori E hai: // This defines the number of extruders // :[0, 1, 2, 3, 4, 5, 6, 7, 8] #define EXTRUDERS 2 fatto questo con i valori di base il firmware si attiva già per riscaldatori e nozle indipendenti, che andranno configurti indicano dove è collegato il sensore di temperatura dell'estrusore n. e quale pin gestisce il riscaldamento. Se ti va bene nella definizione della tua scheda hai già pronta la configurazione dei pin per TEMP_1_PIN e HEATER_1_PIN. Se ti va male la cosa comincia a essere complicata, in quel caso serve sapere prima di tutto che scheda hai tu. Per quanto riguarda gli offset tra i due nozle meglio configurare il tutto nello slicer. Se i nozle sono fissi poi dovrai regolare molto bene le altezze relative e anche così prevedo grossi problemi. In genere si usa il nozle singolo o un sistema che alza quello non in uso per evitare che l'hotend non attivo "raspi" sul pezzo. Tanto per curiosità, quale hotend hai preso? e chi te lo ha fornito non da nessun indicazione (tutorial, istruzioni ecc.)? -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Truck64 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
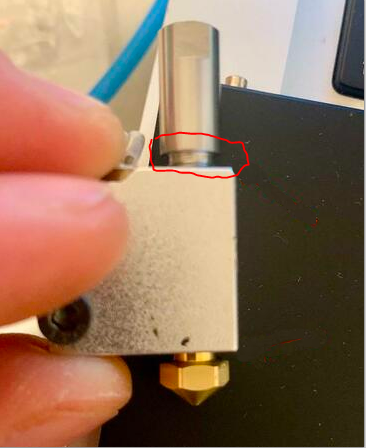
Vale per tutti gli hotend: il restringimento della gola serve a isolare termicamente il blocco riscaldante dal resto dell'estrusore. Quindi la gola va inserita nel blocco riscaldante il minimo indispensabile, solo la parte filettata, fino a che non va in battuta sul nozle.
-
Veramente le regole ci sono e anche abbastanza restrittive. Se fai un giro in rete trovi un mucchio di informazioni, tipo questo articolo che cita diversi riferimenti normativi da seguire riguardo ai macchinari per alimenti e quali materiali possono o non possono entrare a contatto con il cibo. Sulle condizioni di produzione poi scommetto che USL e NAS avrebbero da dire la loro. Mi ripeto, se stiamo parlando di oggetti ad uso personale di chi li stampa amen. Ma se è una produzione per vendita ci scherzerei poco.
-
Scusa se insisto. Ci saranno pure i materiali stampabili, ma la meccanica di una stampante da hobbista non è adatta all'uso alimentare (lubrificanti nello spingifilo, tubi in teflon di dubbia provenienza, materiali con cui è fatto il fusore e in genre uno mucchio di anfratti nel percorso del filamento che sono difficili da igenizzare) di conseguenza non si può garantire la salubrità di quello che ne esce. Se uno ci gioca a casa propria va anche bene, ma mi pare ovvio che stiamo parlano di un ambito professionale e quindi le regole sono un tantino più complicate. Piuttosto quoto la nota di @eaman riguardo il trattamento finale dei manufatti con un coprente adatto all'uso alimentare, vernice o resina che sia, solo che anche in quel caso mi affiderei all'inidcazione di un professionista.
-
Non ci sono pocessi di fusione di materiali plastici adatti al contatto con alimenti a questo livello. Penso non ci siano nemmeno in ambito professionale, dove casomai si procede con stampa a iniezione. Al limite so ci sono kit per costruire strutture estrudendo paste di zucchero a freddo, o cioccolato.
-
Thermal Runaway - Suggerimenti?
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
L'errore "Thermal Runaway" avviene quando non c'è una variazione significativa di temperatura in un determinato periodo (ci sono dei parametri nel firmware per impostare o modificare questo controllo ma non mi ricordo quali) mentre la difficoltà a ripristinare la temperatura, al netto di guasti del termistore e della cartuccia riscaldante, è sintomo del fatto che il PID non è impostato correttamente. Il fatto è che il PID si autotara nelle condizioni in cui lo fai, ma se poi metti/togli l'isolatore in silicone, o hai un flusso d'aria abbondante che interessa una parte dell'hotend che non è presente durante l'autotaratura mandi in crisi tutto il sistema che si trova ad operare in condizioni anche molto diverse da quelle per le quali è stata fatta la tartura. In sostanza quindi devi fare la taratura del PID con la copertura se poi decidi di usarla, e secondo me anche con la ventola in funzione. Riguardo a quest'ultima però io controllerei dove va il flusso d'aria, che dovrebbe essere indirizzato sul pezzo, non sull'hotend. -
Klipper su Ender 6
Truck64 ha risposto a thedragonflyer nella discussione Software di slicing, firmware e GCode
Stampare bene ad alta velocità ha poco a che fare con l'elettronica ma tanto con la meccanica della macchina. Se pensi di migliorare così tanto le prestazioni di una macchina che ha già un procesore veloce e dei buoni drive solo cambiando il controlore di movimento stai buttando tempo più che soldi. -
Mesh mixer
Truck64 ha risposto a Leonardo27 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Hai provato a sezionarlo direttamente nello slicer? E' una cosa abbastanza semplice in PrusaSlicer e mi pare anche in Cura. Poi, visto che lo hai già aperto con 3ds non è più semplice sezionare/modificare l'oggetto lì prima della conversione in .STL? -
Stampa difforme
Truck64 ha risposto a PopiTech nella discussione Problemi generici o di qualità di stampa
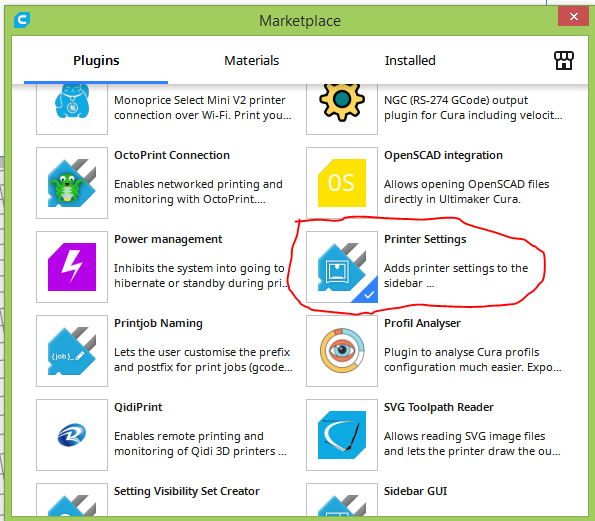
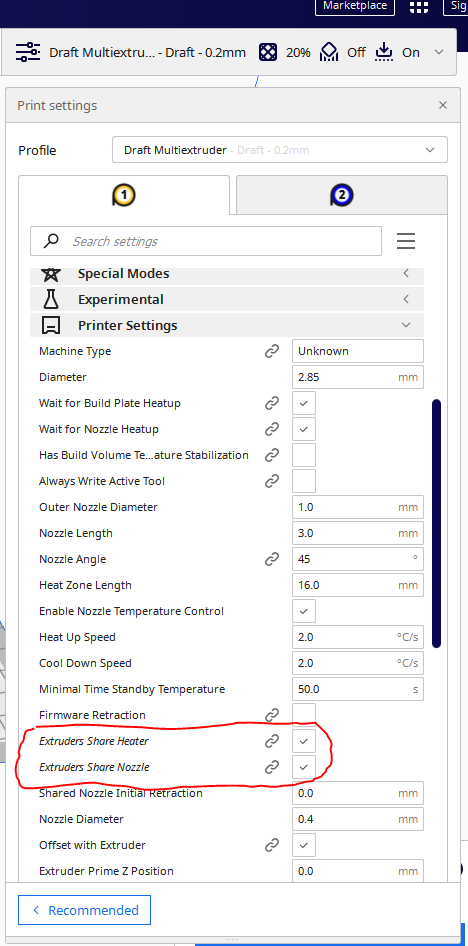
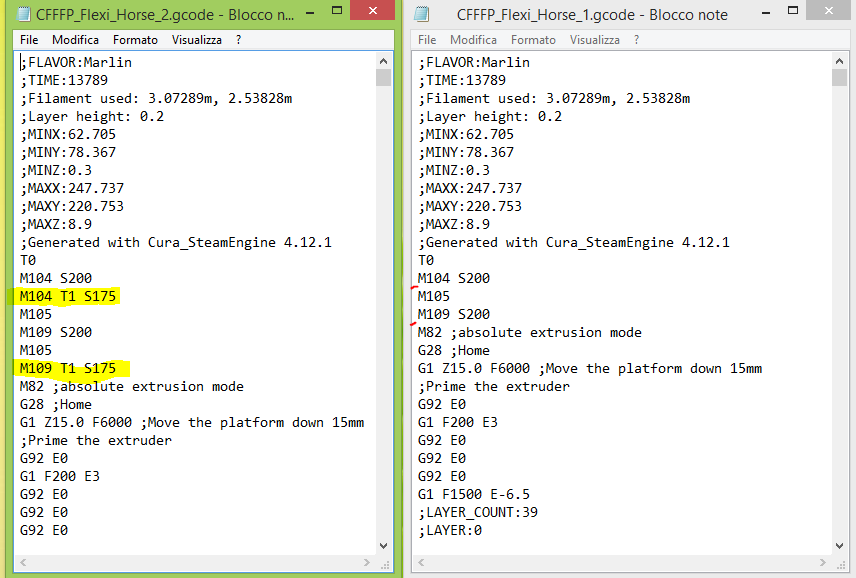
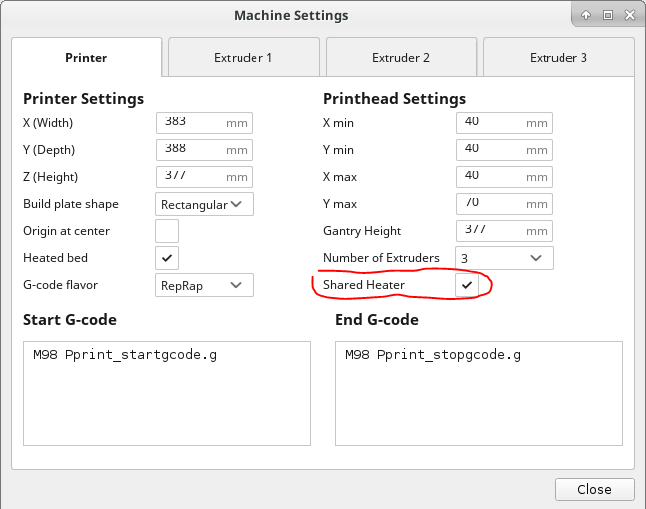
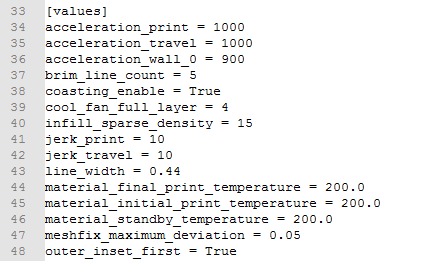
OK, ho fatto un po di compiti a casa (Cura 4.12.1 ma ho letto che è la stessa cosa su 4.13). La voce è sparita dai settaggi della macchina, ma si può ancora impostare nel profilo di stampa. Questi i passaggi: 1) istalla il plugin Printer settings 2) nel profilo di stampa espandi l'ultimo pannello (Printer settings) e spunta le due voci che indicano la presenza di un unico riscaldatore e di un unico ugello Fatto questo il codice viene generato senza i comandi per il secondo riscaldatore: a sinistra il codice pre modifica, a destra dopo. Nel codice a destra l'unico cambio di temperatura e il raffreddamento a fine file.
-
Cura, o non sono capace o non l'ho fa?
Truck64 ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
E se ti manca la rotella o il pulsante sulla rotella: - il pan (spostamento dx-sx-su-giu) si fa tenendo premuto Shift + tasto sx del mouse + muovi - l'orbita con tasto dx del mouse + muovi - lo zoom con tsati + e - -
Stampa difforme
Truck64 ha risposto a PopiTech nella discussione Problemi generici o di qualità di stampa
Anch'io, e non capisco la tendenza a fossilizzarsi su un solo slicer. Ognuno ha i suoi pregi e i suoi difetti. Saperne usare più di uno non può essere altro che un bene. -
Stampa difforme
Truck64 ha risposto a PopiTech nella discussione Problemi generici o di qualità di stampa
Non sono sicuro ma probaibile che nel firmware iniziale ci fosse attiva l'opzione #define SINGLENOZZLE, ed in quel caso è il firmware che dovrebbe gestire le richieste di cambio temperatura sempre sullo stesso riscaldatore. Normalmente però è una cosa che dovrebbe essere gestita dallo slicer. Cura ha l'opzione di riscaldatore condiviso ma solo fino alla versione 4.7, poi da quanto ho letto l'hanno tolto ed è configurabile solo editando il file di profilo della stampante. Sembra ci sia coumque un baco ma stando a questa discussione ed ad altre che ho letto non è prevista una pach essendo un problema che affligge le stampanti terze, non quelle di Ultimaker, che hanno hotend separati. Mi pare che qualcuno accennava a mettere un M104 S{material_print_temperature} nello Start Gcode dell'estrusore, ma mi sembra strano che funzioni. Invecie se vai nei file di configurazione dal sito Geeetech trovi che la temperatuta di lavoro e di standby per i materiali è la stassa: quindi immagino che questo eviti il raffreddamento dell'estrusore anche in assenza dell'opzione corretta di Cura. Dovrebbe spegnere solo al raggiungimento dell'ultimo cambio colore ma forse non crea troppi problemi.
-
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Vuol dire solo che il firmware che hai istallato è quello per il CR Touch (e già le cose mi tornano di più). Il fatto che non ti andasse il BL collegato al pin 4 e 5 del connettore bianco è perchè Il BL touch per quanto ne so ha un sensore Hall internamente e elettricamente si comporta come un finecorsa meccanico. Ha quindi bisogno di attivare il pullup nel firmware per il suo segnale. Il CR invecie ha un sensore ottico, che ha un uscita attiva quindi nel firmware il pullup deve essere disattivato. Quindi il problema era semplicemente che il firmware che hai istallato era per CR, non per BL, non cambia il fato che il sensore è probabilmente funzionante e con il firmware compilato nel modo giusto lo potresti far andare. Comunque se hai la possibilità di tenertelo il CR fallo, tutto sommato è fatto meglio e la misura è più ripetibile anche se la differenza si apprezza solo nei test di laboratorio. Uno dei tanti articoli di comparazione: https://the3dprinterbee.com/bl-touch-vs-cr-touch/ -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Ieri sera ero troppo stanco per finire la ricerca, ma stamattina ho trovato una buona fonte per lo schema della 4.2.2 e della 4.2.7: https://github.com/Jyers/Marlin/discussions/814 Confermo che il pin di ingresso (marcato come OUT tanto per fare confusione) del connettore per il sensore di livellameno (PB1) non corrisponde a quello del connettore Z- (PA7), ma ora sono ancora più confuso perchè anche l'uscita di comando (IN, PB0) non corrisponde a quella che verrebbe fuori dall'uso dello schedino su connetore EXP1 (PC6) come si vede nel video. Quindi siamo da capo: non si sa come sia stato compilato il firmware. Resta valido il suggerimento di provare a mettere i due fili blu e verde su Zmin. Foto che ho trovato anch'io su Ali. E' un collegamento valido, dipende da come hai compilato il firmware. Lo hai scaricato da li? -
Ventola hot end non parte in fase di stampa
Truck64 ha risposto a Johnny96 nella discussione Problemi generici o di qualità di stampa
che, come per gli estrusori, interpreto come numero ordinele della ventola di raffreddamento, non come quntità di ventole. Nella traduzione in italiano c'è un plurale di troppo. Ma probabile che io soffra della stessa sindrome di quelli che hanno scritto l'interfaccia. -
Ventola hot end non parte in fase di stampa
Truck64 ha risposto a Johnny96 nella discussione Problemi generici o di qualità di stampa
Uno dei tanti motivi per cui i programmi li tengo sempre in inglese. Classico esempio di errore da traduttore automatico. Per fortuna ci sono i forum! -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Non penso che ci sia differenza. Penso invecie che ci sia un problema di cablaggi e connettori: ol sensore di cui hai scritto sembra essere quello che trovi sul sito Creality: https://creality3d.shop/products/creality3d-bl-touch-auto-bed-leveling-sensor-for-cr-10-ender-3-ender-3-pro?lang=it. Il video è piuttosto vecchio, non è certo riferito alla tua scheda madre ma come vedi il sensore è cablato sul connettore Zmin, e sospetto che il firmware che trovi precompilato sia fatto per quel cablaggio. Anche perchè se vai a vedere il sensore versione ultima: https://creality3d.shop/collections/auto-bed-leveling/products/creality3d-32-bit-bl-touch-auto-bed-leveling-sensor-for-ender-3-ender-3-pro-ender-5-ender-5-pro trovi il video con la tua scheda (o la 4.2.2) che pur avendo il connettore dedicato vengono cablati ancora con lo schedino sul connettore del display e sul connettore di Z-, non su quello a 5 pin dove lo hai cablato tu. Il pin 5 del connettore bianco potrebbe anche non essere lo stesso ingresso di Zmin, anzi non avrebbe senso lo fosse, quindi proverei a spostare i fili blu e verde sul connettore Z-. Le foto sono scure ma il cablaggio sembra giusto (pin 5 sensore > bianco > blu > pin 5 connettore scheda). Comunque ho letto di connessioni crimpate a rovescio, quindi tutto può essere. Prova a darti una letta anche a questo link e a quelli collegati: https://www.reddit.com/r/ender5/comments/l4rx60/ender_5_pro_and_bltouch_using_the_custom_port_on/ -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Anche questo non l'avevo capito. Giustamente a differenza di molti altri casi quì staimo parlando di un aggiornamento previsto dal costruttore. Perchè sta eseguindo la seconda fase dell'azzeramento avendo trovato il sensore occupato sale fino a liberarlo, ma dopo un po si ferma (dovrebbe andare in errore ma non lo fa). Ma hai un BL Touch o il sensore da livellamento della Creality? E il firmware che hai scaricato è quello per il BL Touch generico (hai fatto questa procedura di istallazione) o è quello per il sensore da collegare al connettore bianco in fondo alla scheda: Sarò tonto ma scorrendo la lista dei firmware disponibili non mi è mica chiaro quale sia il file giusto per questo caso. Contino a preferire l'autocompilazione. -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Chiedo scusa per lo sfogo, non era mia intenzione offendere ne urtare la sensibilità altrui. So che spesso mi scappano dei commenti un po taglienti. Cerco di limitarmi ma non sempre ci riesco. Detto questo da collega a collega (io mi occupo di programmare maccinari industriali, PLC, CNC, HMI e qunto ci gira attorno) si, penso seriamente che se perndi una macchina progettata e realizzata da altri la dovresti usare senza modifiche. Andare a metterci mano seguendo un tutorial visto in rete vuol dire il più delle volte non colprendere quello che si sta facendo e mancare degli strumenti per capire i propri errori qualora se ne faccia. Prima cosa il selftest del bltouch vuol dire solo che hai cablato la parte di comando al posto giusto (connettore a 3 fili) non che il segnale del tocco (connetore a 2 fili) sia ricevuto correttamente. Poi ti ripeto. G92 non ha nulla a che fare con la regolazione degli offset. Quelli casomai li devi impostare tramite M206 ma nel tuo caso specifico va regolata l'offset tra tastatore e nozle, che si fa con M851. Ma prima di tutto questo devi riuscire a tastare il piano nella direzione giusta. Se con G28 non ti va a sentire il piano di stampa non puoi nemmeno cominciare a regolare la macchina. Non so quale sia il tuo problema, ci sono molte combinazioni possibili, ma il comportamento è quello di quando Marlin sente il finecorsa premuto quando in realtà non lo è. Verifica di aver decommentato #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN, poi dagli un M117 e vedi lo stato dei sensori. Poi se vuoi posta i file di configurazione che gli si da un occhiata E' il bello e il bruto dell'Open Source. Per trovare le informazioni bisogna smazzarsi la rete e riuscire a scremare le informazioni buone dalle fesserie. Ma visto che stiamo parlando di un passatempo tutto sommato la cosa ha anche un senso. In ditta abbiamo una stampante che SLS, e per quella chi ce l'ha fornita ci ha anche fatto il corso e si occupa della manutenzione... ma stiamo parlando di altri buget. Pardon mi era sfuggita questa frase: hai il motore di Z che gira al contario -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
M00 non salva nulla, il salvataggio è M500. G92 cambia temporaneamente la quota dell'asse, ma non è persistente. Nessuna delle due azioni ha senso rispetto ad un problema del tastatore. Per prima cosa devi specificare se il BL Touch l'hai istallato al posto del finecorsa Z- o in aggiunta. Il comportamento che descrivi è quello del sensore in sostituzione del finecorsa di Z- ma il fatto che salga indica che il segnale non ariva o è in logica negata (a meno che nell'aggiornamento non si sia invertito Z). Poi cosa vuol dire "scatta il bl touch". Qualcosa di più descrittivo tipo il touch si accende o la punta del touch scende/sale sarebbe più chiaro. Aggiungi magari un paio di foto del'istallazione, dei cablaggi e magari anche i file config di Marlin, che di spazio per sbagliare a fare questo tipo di aggiornamento ce n'è tanto. Ma visti tutti i post recenti, sempre inerenti il medesimo argomento non è ancora abbastanza chiaro che per modificare una stampante serve un minimo di preparazione? Nel dubbio non è meglio tenersela comè originale? -
Perdita passi durante il bed levelling
Truck64 ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Ho sempre il dubbio che i collegamenti esterni inseribili nel testo di questo forum siano abbastanza visibili (nel messaggio precedente basta che clicchi su "link"). L'informazione viene da un altro forum: https://reprap.org/forum/read.php?424,885320 Magari in centro, ma dubito che sui lati fletta essendo poggiato alla struttura. -
Perdita passi durante il bed levelling
Truck64 ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Non è un errore di configurazione, penso sia un difetto di Marlin, in particolare del motion planner. Ho letto di un altro caso analogo al tuo (tasteggio con sensore piezzo sull'hotend) in cui il problema si è risolto dando un minimo in più di elasticità alla meccanica montando il piatto su gommini. Ti lascio link se vuoi dargli una letta. -
FB Ghost 5 - Stampe circolari non corrette
Truck64 ha risposto a roby3d76 nella discussione Flying Bear
Ti manca la regolazione del flusso. Senza quella magari hai una larghezza delle pareti diversa da quanto impostato nello slicer e basta poco per mandarti fuori le dimensioni del "cubetto". -
Problemi di estrusione a inizio stampa
Truck64 ha risposto a Jocman nella discussione Problemi generici o di qualità di stampa
Magari prima usavi l'estrusore in posizionamento relativo. Marlin può gestire gli assi in assoluto ma mantenere E in posizionamento relativo, vedi M82 e M83. E' una voce nella configurazione macchina presente in Slic3r, PrusaSlicer, Cura, e penso anche tutti gli altri. -
SuperSlicer supporti manuali
Truck64 ha risposto a Wolf12 nella discussione Software di slicing, firmware e GCode
Questo lo puoi fare anche con PrusaSlicer. Concordo in pieno.