Katanza
-
Numero contenuti
27 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Katanza
-
Vendo stampante 3D Sunlu S8 NUOVA, ancora imballata, mai aperta. Area di stampa: 310x310x400 Doppio asse Z Filamenti: 1.75mm PLA ,ABS, PETG, HIPS, WOOD, PLA-CF etc. Accuratezza: 0.01mm Diametro estrusore fornito: 0.4 Velocità di stampa: 20-100mm/s (Raccomandato 50mm/s) Per ogni altra informazione potete andare sul sito della Sunlu Prezzo: 180€

-
- 1
-

-

Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Ho risolto!! Come immaginavo il problema non era software, ma hardware: si erano allentate un po' le rotelle dei carelli X e Y e questo faceva avere gioco al piatto. Ora va alla grande! -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Ma quindi è quello il problema? Pensavo che con tutte le prove che ho fatto negli ultimi giorni, anche solo per la legge dei grandi numeri, almeno una volta avrei dovuto azzeccare la calibrazione! Ma invece, il bltouch potrebbe essere una soluzione? -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Quel cubo l'avrò stampato una decina di volte, sempre dopo un livellamento fatto a mano col foglio di carta. Ci sta che non siano state tutte uguali, ma che adesso siano completamente diverse rispetto ad un mese fa... mi sembra un po' strano. Proverò a modificare il primo layer, vediamo se cambia qualcosa -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Il file gcode è lo stesso da tempo ed è sempre andato bene, quindi non credo sia quello il problema -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Altezza layer: 0.2 Altezza layer iniziale: 0.4 -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Io non riesco a capire quale sia la causa e quale l'effetto: se si stacca dal piatto quindi segue l'estrusore, oppure l'estrusore non si alza a dovere e quindi si porta dietro anche la parte già stampata... -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Forse è un po' veloce, ma fa capire la situazione CE3PRO_xyzCalibration_cube_20201026134617-fail.mpg Come si vede quasi metà cubo l'ha fatta come si deve, poi... -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Ho regolato gli step per l’asse Z, con una modifica minima. Ma non è cambiato nulla... bene i primi layer, poi si attacca tutto all’estrusore -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
L’unico dato che avevo cambiato erano gli step dell’estrusore e l’ho reimpostato sulla nuova dando per scontato che il resto fosse uguale ai dati di fabbrica -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
È una settimana che provo a stampare il cubo! Però non è un problema di adesione perché i primi layer li fa bene. Ci sta invece che sia un problema di step su z perché magari non sale quanto dovrebbe e si attacca a quanto già stampato E comunque dare un’occhiata anche agli altri assi male non fa! -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
No, non ci avevo pensato in effetti! Stasera provo, grazie mille -
Ender3 Pro - Problema di livellamento
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Il livellamento lo faccio con un file gcode che fa due volte il giro fermandosi nei 4 angoli ed aspettando il mio ok per proseguire. Io infilo un foglio e regolo l'altezza del piatto per fare un po' di attrito. Si, a volte lo alzo ed a volte lo abbasso -
Ender3 Pro - Problema di livellamento
Katanza ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Io ho una Ender3 Pro alla quale ho cambiato la motherboard (4.2.7). Da una settimana non riesco più a stampare come si deve: dopo i primi layer, il filamento si attacca all'estrusore e si ammassa tutto lì (vedi allegato). Ho già cambiato tutto il gruppo estrusore, l'ho pulito, ho regolato l'altezza del piatto, ho controllato che fosse tutto in bolla... ma niente da fare. La cosa strana è che dopo ogni stampa fallita, il piatto è da regolare "pesantemente", con diversi giri di ogni rotella. Cosa può essere?
-
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
A me non sembrava così diversa, ma quando gli facevo estrudere 20 cm, in realtà ne tirava fuori 7,5 La temperatura è quella indicata sulla bobina (dice tra 205 e 230, io l'ho impostata a 210) mentre al retrazione è impostata a 5mm, dici di provare ad aumentarla? -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Innanzitutto grazie mille per i consigli. Regolando gli step per mm ho dovuto quasi triplicare il valore (da 97 a 232). Adesso la stampa è strutturalmente solida, ma permane ancora l'effetto ragnatela. I test li ho fatti sia in estrusione che in ritiro e sono precisi, come posso risolvere? -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Capito, grazie mille! -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Scusate l'ignoranza... ma cosa intendete per "estrusione a vuoto"? -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
A livello software non ho cambiato nulla. Provo a vedere se il noozle ha qualche occlusione seguendo il metodo di Carsco. Lo step dopo sarà cambiare il filamento... -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Proverò -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
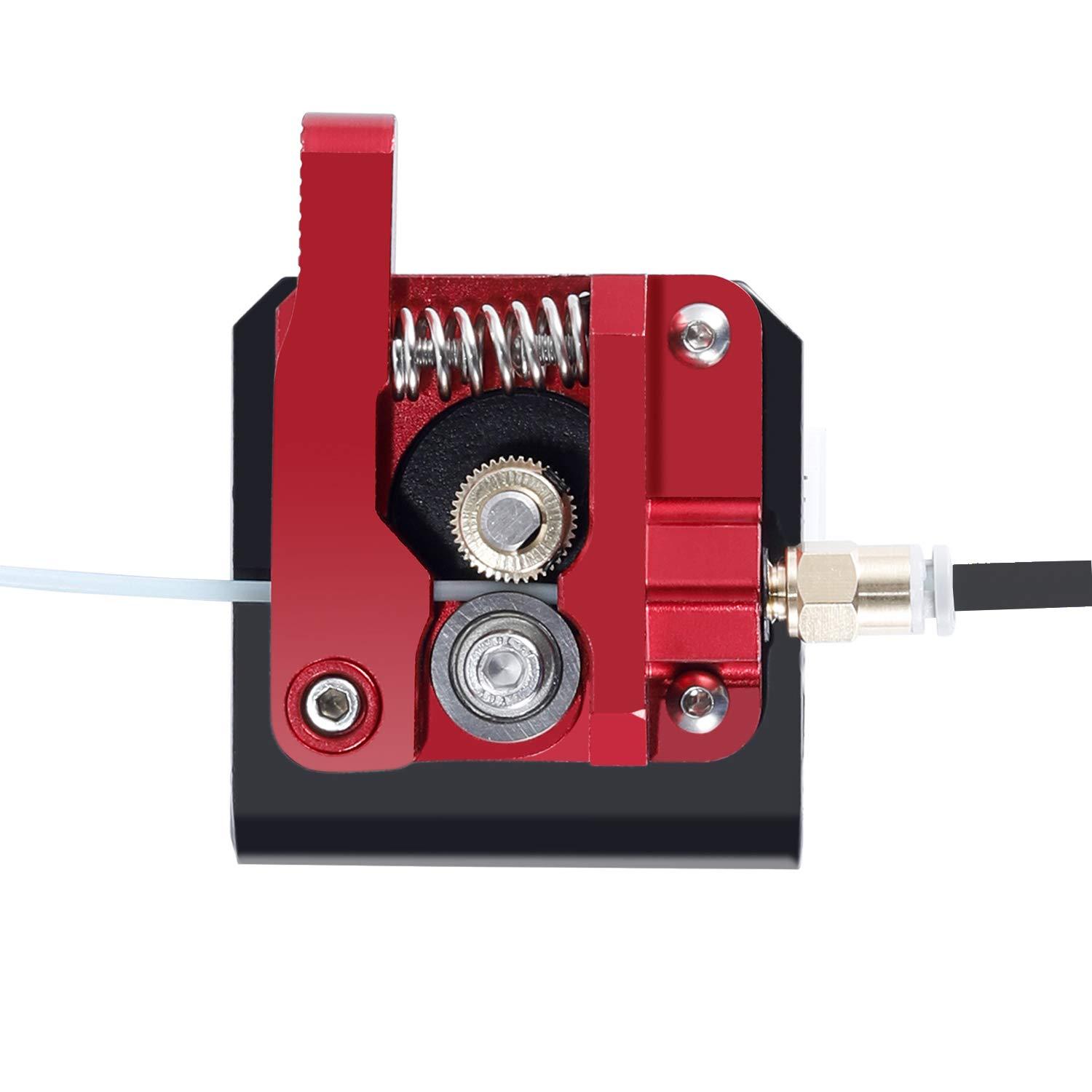
Un po' segnato rimane, ma magari non abbastanza. Nel sistema che ho appena messo (immagine allegata), la pressione viene fatta dalla molla e l'unico modo che mi viene in mente per aumentare la presa è tirare un po' la molla, è corretto?
-
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Ma quindi i "sintomi" sono compatibili con una problematica di filamento umido? -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
PLA https://www.amazon.it/gp/product/B073P9NNTZ/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1 -
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
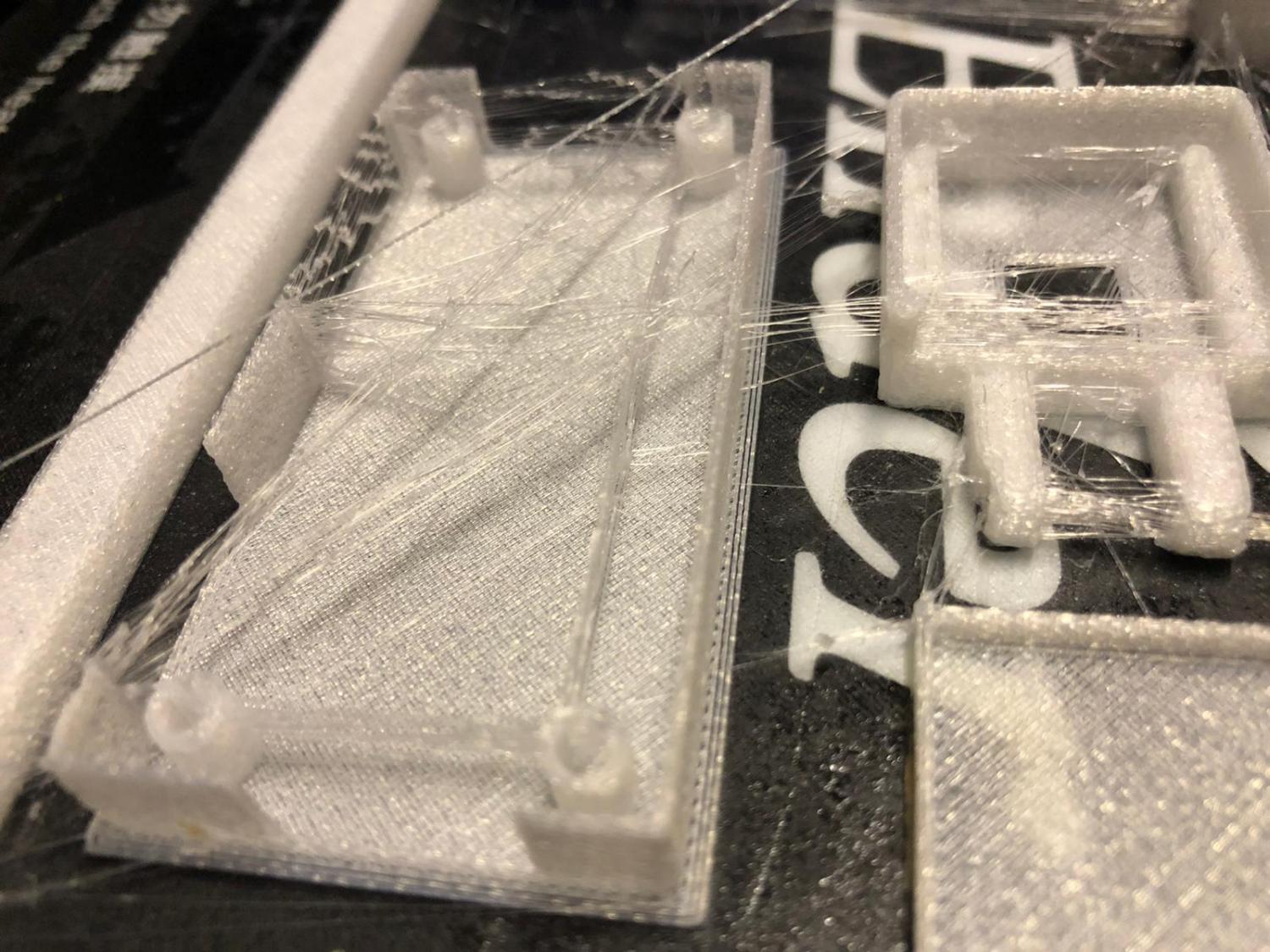
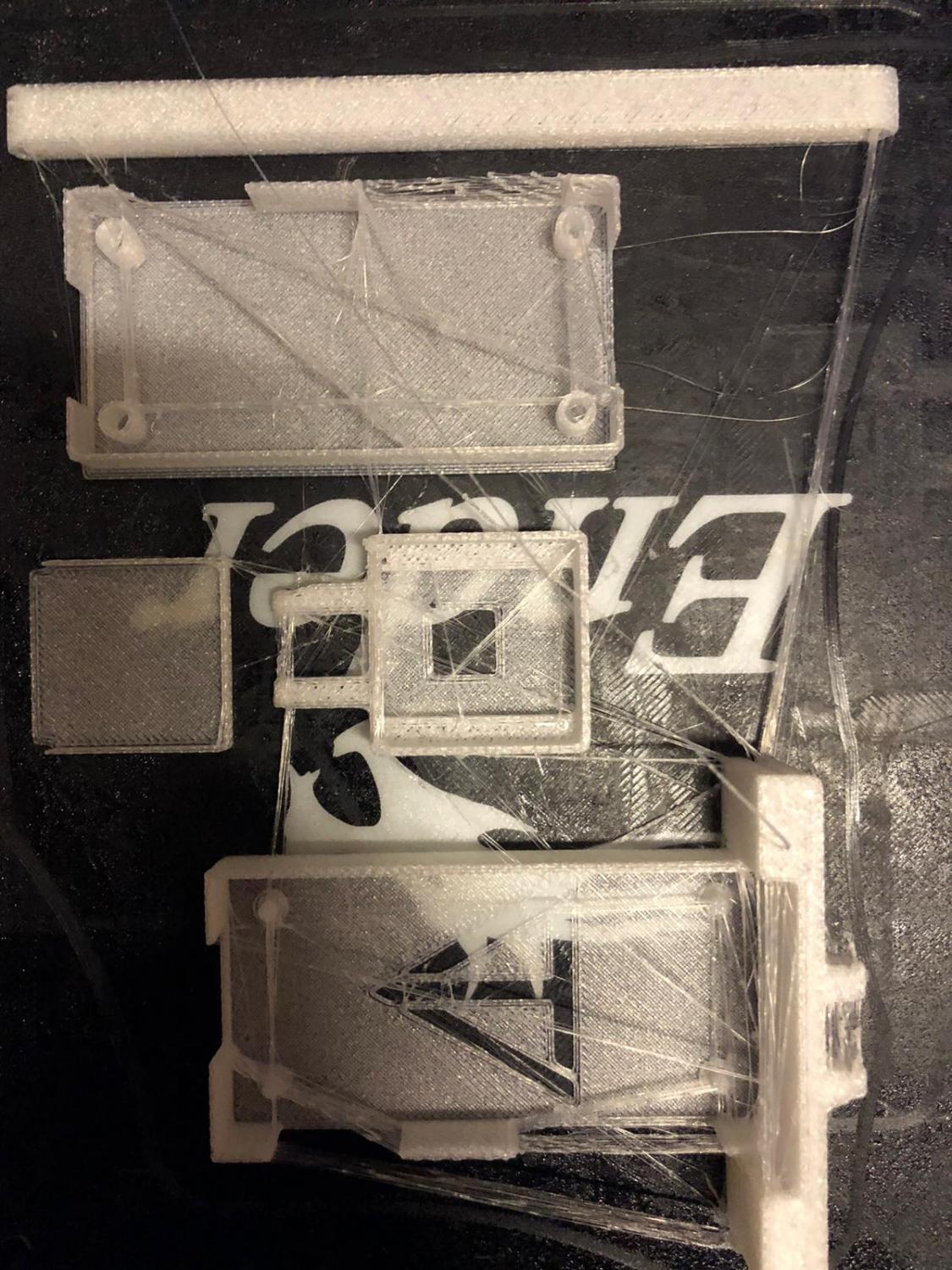
Eccomi di nuovo. Ho controllato tutto: il tubo in ptfe è dritto ed arriva fino in fondo, l'estrusore è pulito ed il filamento esce bene, la ruota godronata funziona tirando il filo senza maltrattarlo. Quindi a livello hardware dovrebbe essere tutto a posto. Adesso sto stampando un file di test, ma come prima prova del week end ho fatto un case per il P0 ed in allegato trovate le foto del risultato: oltre all'effetto "ragnatela" (anche se l'opzione di retrazione è attivata), c'è una debolezza strutturale generale! Ho fatto fatica a staccarlo dal piatto senza romperlo! E l'avevo già stampato prima di tutti i problemi ed era venuto perfettamente, quindi il file STL e lo slicer (Cura 4.6.1 con le stesse impostazioni) non dovrebbero essere il problema. Mi è venuto un dubbio: che sia il filamento che nel frattempo si è compromesso? Non so, prendendo umido, o viceversa seccandosi... Grazie ancora e mi scuso per la mia ignoranza in materia, mi sono avvicinato a questo mondo da poco e sto ancora imparando! Buona giornata
-
Ender 3 Pro, cos'è cambiato?
Katanza ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Bhe, non mi sono posto il problema del tubo perfettamente dritto perché c’è il connettore pneumatico che lo tiene fermo (e anche dritto) per qualche cm. Fuori da quello è mobile esattamente com’era prima.