Tarn00
-
Numero contenuti
11 -
Iscritto
-
Ultima visita
Obiettivi di Tarn00
")
Newbie (1/14)
0
Reputazione Forum
-
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Inizio ad essere un po' frustrato 😔 anche con il jerk a 10 il risultato sul mio cubo a "spigolo vivo" è sempre lo stesso... -
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Non avendo paragoni mi risulta difficile valutare la scorrevolezza, il carrello ed il piatto mi oppongono un po' di resistenza ma mi sembra uniforme e compensabile con una leggera pressione. Non so quanto aiuti a capire ma ho provato a fare un breve video. https://streamable.com/7kihgd Alla luce dell'esperimento fatto con il cubo smussato potrebbe essere che effettivamente sia un problema di jerk o accelerazione? Dai commenti precedenti mi è parso di capire che siano gli unici valori che vi risultano esagerati. -
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Per quanto sono riuscito a capire le cinghie mi sembrano abbastanza tese -
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Ho stampato il cubo che mi hai dato e con il tuo il difetto è quasi del tutto assente come puoi vedere dalle foto. Scusa l'ignoranza ma come faccio a stabilire se sono sufficientemente in tensione?
-
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Ho ristampato un nuovo cubetto da SD provando ad aumentare la temperatura a 200 gradi dato che sull'etichetta del rocchetto (PLA) è indicata come temperatura ottimale 200-210°. La situazione non è però cambiata di una virgola. Di seguito le due foto, una presa da sotto (appoggio sul piano) e l'altra sulla faccia frontale.
-
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
ero già partito e ne ho fatto una metà all'87% di flow ma il risultato non cambia...
-
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Ho usato M500 per salvare le impostazioni e una volta spenta e riaccesa ho trovato i valori aggiornati. Ho stampato sia da pc (via usb) che da sd, francamente non ho prestato caso ad eventuali differenze di qualità perchè non ho pensato potesse influenzare, meglio usb o sd? Oltre alla riduzione del flusso mi consigli di ridurre accelerazione e/o jerk? -
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Il test sugli step/mm l'ho fatto e risultava che il filo estratto era corto rispetto a quello previsto, così l'ho corretto. Lo spessore era 0,43 e ho abbassato il flow a 93%. Però non ho modificato accelerazioni. Sullo spessore sono piuttosto sicuro che sia a posto, sulla lunghezza estratta in relazione agli step/mm potrebbe esserci un errore di qualche decimo perché la misura accurata non è semplice. Cosa mi consigli di fare? Edit: mi viene in mente una cosa riguardo al parametro step/mm, seguendo la guida per la calibrazione mi sono accorto che il mio valore di step/mm era molto alto paragonato a quello dell'esempio, io avevo di default E 403.5 mentre nell'esempio della guida il valore era approssimativamente di 97 step/mm -
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Questi valori non li ho toccati, erano presenti di default. Le accelerazioni: echo:Maximum Acceleration (mm/s2): echo: M201 X3000 Y2000 Z60 E10000 echo:Accelerations: P=printing, R=retract and T=travel echo: M204 P4000.00 R3000.00 T4000.00 -
Cubo con spigoli in rilievo
Tarn00 ha risposto a Tarn00 nella discussione Problemi generici o di qualità di stampa
Presumo siano i valori indicati in questa riga: echo: M205 S0.00 T0.00 B20000 X20.00 Y20.00 Z0.40 E5.00 -
Cubo con spigoli in rilievo
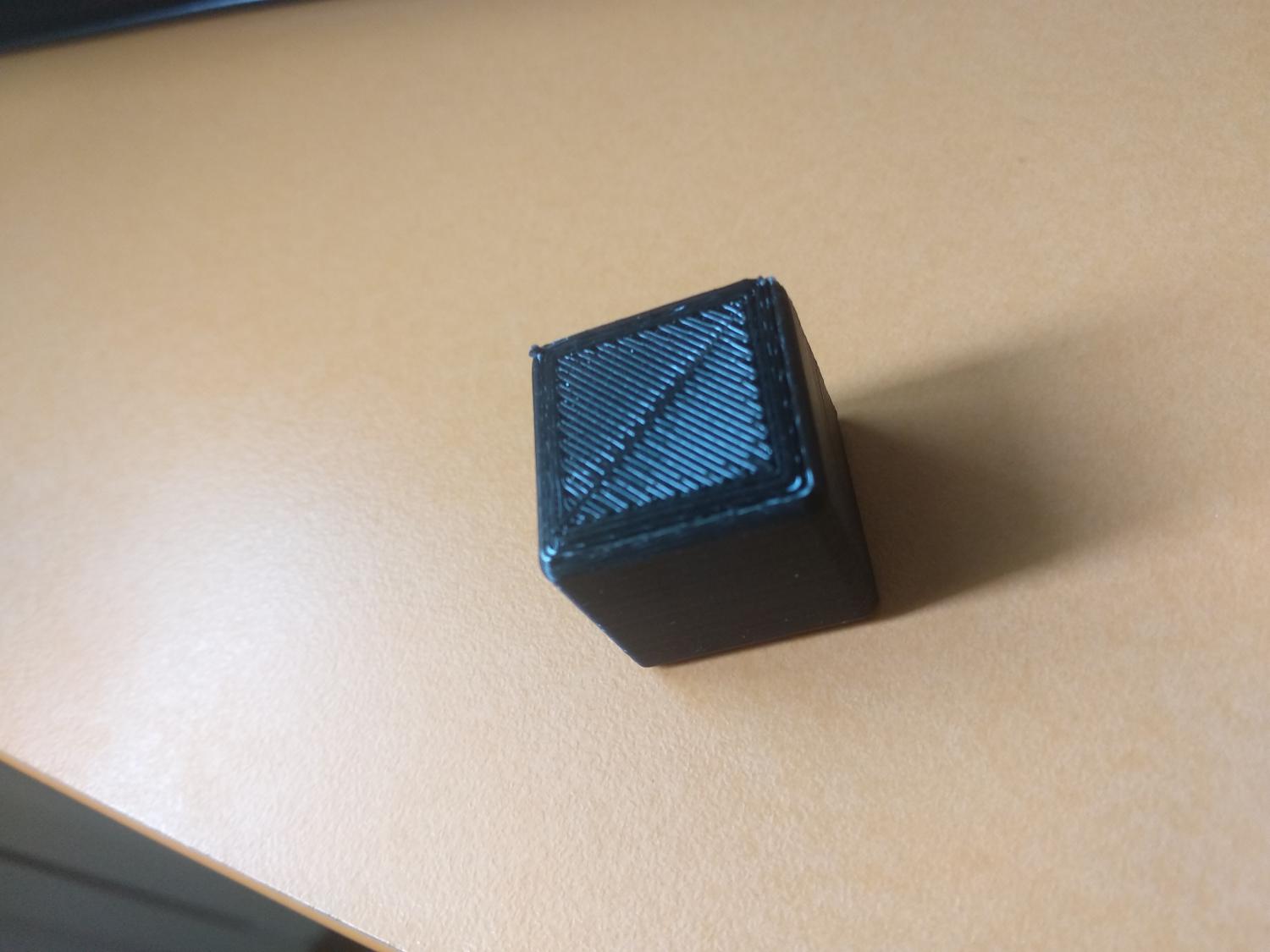
Tarn00 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, sono nuovo nel forum e nel mondo delle stampanti 3D. Ho appena acquistato una Anycubic i3 Mega S e sto mettendo a punto la macchina seguendo varie guide. Ho allineato il piano, regolato i parametri dell'estrusore e degli assi e ho stampato un secondo cubetto di regolazione per verificare se tutto è in ordine. Mi sono però accorto che presenta ancora un difetto che imputavo alla mancata calibrazione, mi riferisco al fatto che gli spigoli laterali delle facce del cubo risultano essere non perfettamente allineati ai piani delle facce. In foto si nota il difetto su uno spigolo ma la cosa riguarda anche gli altri laterali (su X e Y). Se infatti misuro il cubo su X e Y ho misure differenti a seconda che con il calibro prenda la zona centrale delle facce (dove misuro 19.96 mm) o gli spigoli (20.03 mm), sono esenti dal problema le due facce in Z che risultano piane al centro come sugli spigoli. Per completezza specifico i parametri principali impostati tramite Cura: Flow: 93% (settato precedentemente in base alla misurazione della parete a 1 line che dava 0,43 mm) Line width: 0,4 mm (con nozzle 0,4 mm) Layer Height 0,15 mm Wall thickness 1,2 mm (3 wall line count) Bottom and Top layers: 8 Initial Layer Height: 0,3 mm Print speed 50 mm/s Printing temp 190° (PLA) Plate temp 60° Fan speed 90%, al 10% nei primi 6 layers Infill density 25% Retraction 5 mm a 40 mm/s Build plate Adesion: Brim Avete idea da cosa possa dipendere?