Slevin
-
Numero contenuti
20 -
Iscritto
-
Ultima visita
Obiettivi di Slevin
")





-

Anycubic Photon M5s
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
Hai perfettamente ragione, non ho pensato all' LCD che ha i pixel come un TV e noi vediamo le immagini a seconda di come si accendono i Pixel . Ho sempre pensato che ne sai tanto....... ma, quella motherboard Canadese che mi hai suggerito dove si compra ? Perché sul sito parla di Dowload -
Anycubic Photon M5s
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
@FoNzY devo riconoscere il tuo enorme bagaglio tecnico, pensavo che bastasse una semplice motherboard da aggiungere solo per comandare l'asse Z in modo perfetto, tanto l'asse Z si deve occupare solo dell'esatto posizionamento della piastra, escludendo così il sensore ottico ed il sensore di pressione. Le righe di scrittura di un qualsiasi slicer è un G-code nel quale ci sono delle coordinate e vero o falso per l'accensione dei led dove c'è il tempo in cui Z si muove, al quale in base a questo tempo vendono fornite le coordinate di spostamento e della velocità di detto spostamento. Probabilmente mi sbaglio ma, il funzionamento di una stampante 3D è come il funzionamento di una CNC a differenza che l'utensile, anziché essere una fresa, è la luce . Quindi in conclusione non c'è una soluzione pratica per apportare migliorie ? Tipo collegare la stampante ad un PC e cercare di violentarla un po' ??? -
Anycubic Photon M5s
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
Grazie -
Anycubic Photon M5s
Slevin ha pubblicato una discussione in Problemi generici o di qualità di stampa
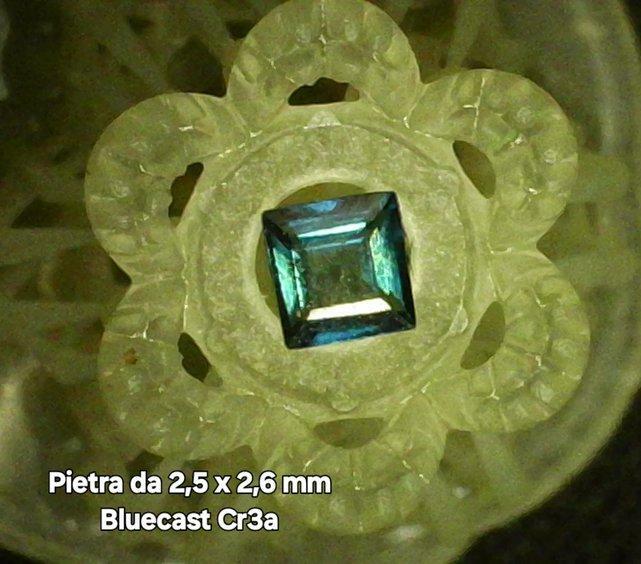
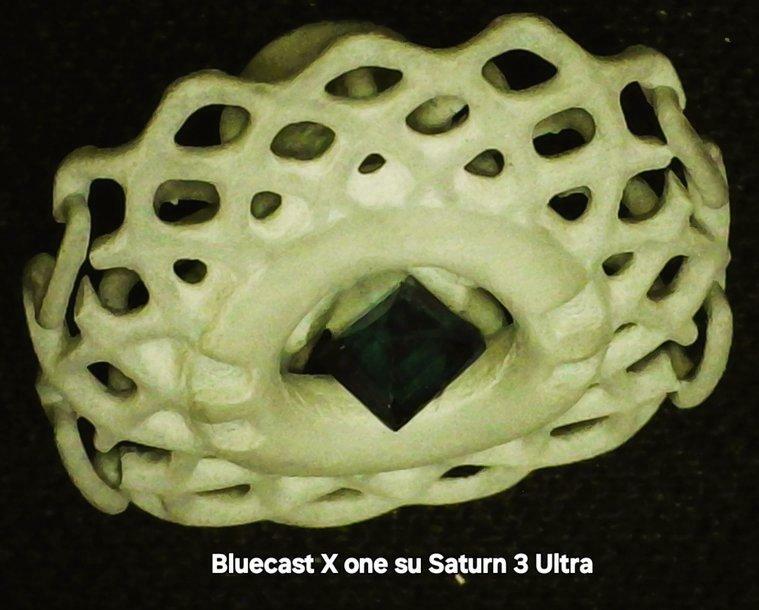
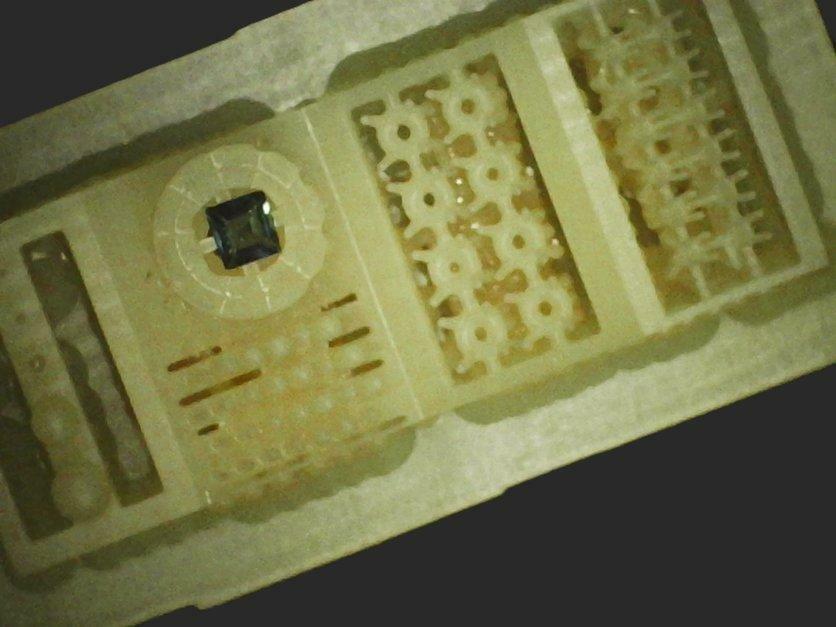
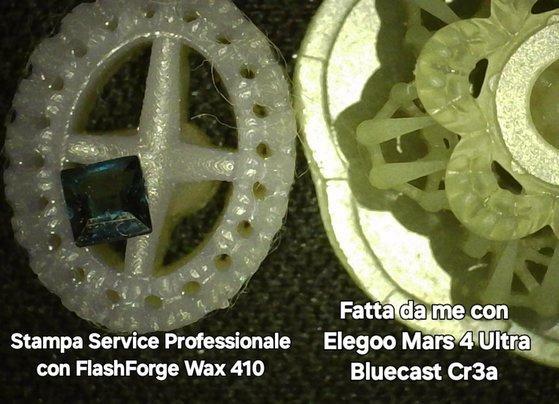
Buongiorno Signori dopo, purtroppo molto tempo di assenza forzata, ricomincio una discussione su questo Forum con in argomento " Anycubic Photon M5s". Come tutti coloro che l'hanno acquistata sanno, l'asse Z di questa macchina, non puoi regolarlo, manualmente, in modo che, sia perfettamente a contatto con la pellicola di rilascio per cui il risultato delle stampe, spesso, non è confacente alle aspettative intanto chi se ne frega se su una miniatura di 20 cm , 2.5 mm di stampa base, sia compresso o delaminato. Ovviamente la pubblicità sul prodotto vanta il pregio di una velocità incredibile a 100 micron di layer e la cosa assolutamente accattivante è che il neofita non deve neanche perdere il tempo per l'azzeramento dell'asse Z tutto regolato da un sensore di pressione e da un sensore ottico. Leggo su altri Forum di persone che hanno risolto questo problema di azzeramento utilizzando una piastra magnetica ma, sostanzialmente stampano alla " spera nell' Altissimo " che in quel giorno, sia magnanimo e faccia il miracolo perché, il sensore ottico ed il sensore di pressione, fanno sempre il lavoro per cui sono stati messi e cioè per farvi fallire le stampe, così comprerete sempre resina questa , ovviamente, è una mia opinione ma, se guardo l'aspetto finanziario della cosa vedo che , il costo della stampante presuppone una redditività molto bassa per l'azienda, mentre il guadagno sulle resine, low cost, è incredibile, considerando che il prodotto più costoso della resina low cost è sostanzialmente la bottiglia e l'etichetta e non quello che c'è dentro. Detto questo, pongo agli esperti questa domanda, secondo voi è possibile eliminare i sensori della Photon Ms5 , caricargli un altro firmware e farla lavorare come dovrebbe lavorare, visto che la struttura è ben fatta e robusta e la precisione dello spostamento dell' asse Z effettivamente è di 10 micron ? Ritengo di non essere per niente un neofita della stampa 3D ed i risultati che ottengo con stampanti commerciali da pochi euro, paragonati a quelli ottenuti dai Service di stampa professionali con stampanti oltre i 100 k, me de danno conferma, a questo proposito allego alcune immagini delle stampe ottenute ovviamente non con la Photon M5s. Aspetto ansioso un vostro commento su questa discussione e consigli interessanti per far lavorare come si deve la Photon M5s ......grazie Un saluto a tutti.
-
Antialiasing
Slevin ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
No no è arrivato nulla.
-
Antialiasing
Slevin ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
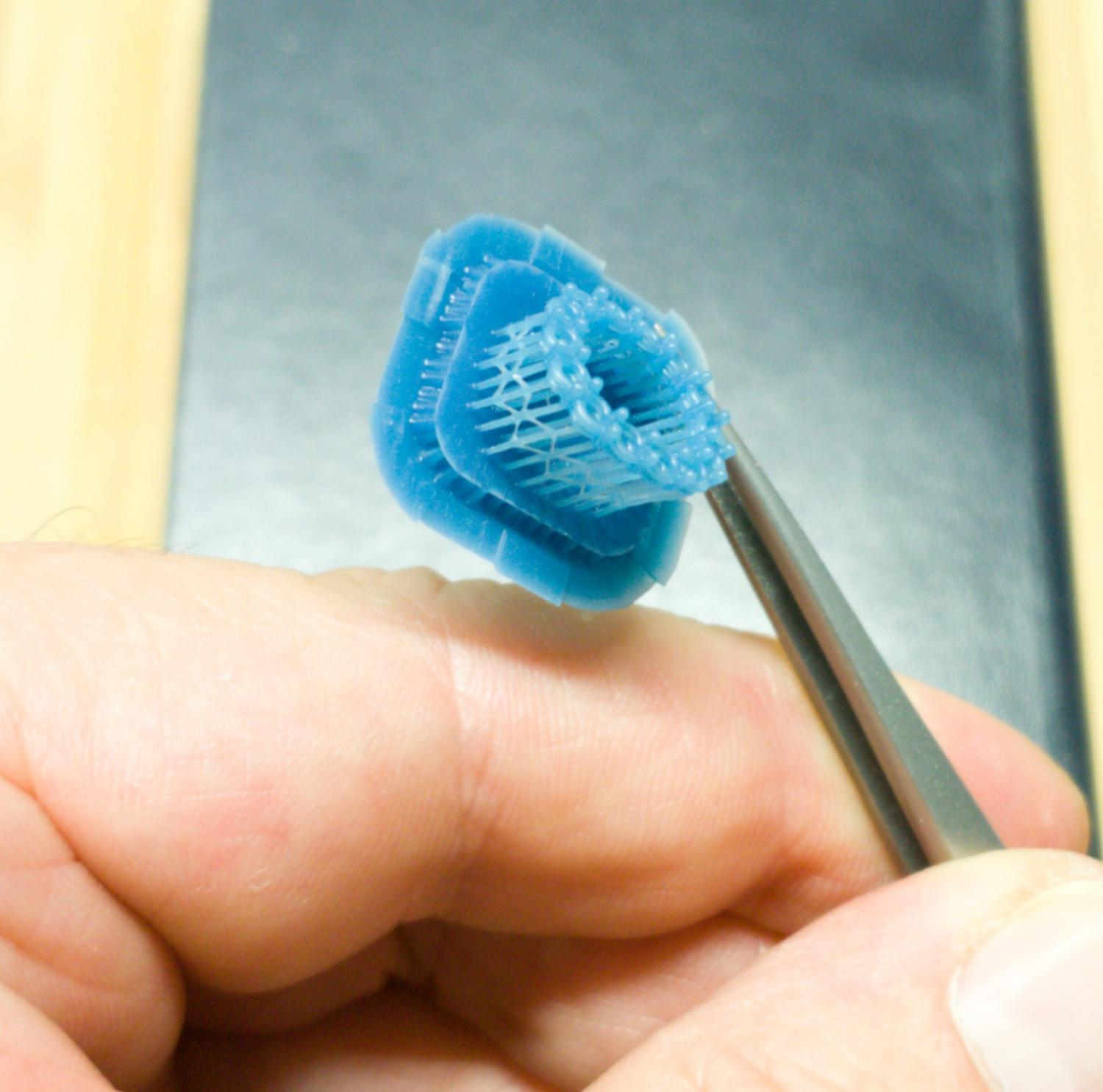
Ormai mi hai catturato, se mi permetti vorrei mandarti un prototipo (ovviamente gratuito) almeno mi dici che ne pensi 😅 , scommetto che non hai mai visto niente di simile 😁 -
Antialiasing
Slevin ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
-
Antialiasing
Slevin ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
Non parliamo di DWS il pezzo più dritto uscito da quel piatto era storto 🤣🤣🤣 non me ne voglia l'azienda vicentina ma, per averlo dritto non devo spendere 100k e spendendone SOLO 40k non ti dà l'optional adatto alla squadratura 🤣🤣🤣 Formlab..... spot laser da 80 micron , focalizzato a 25 micron , più o meno .....forse meno, buona per dentale ma sui sottosquadri grandi limiti e che non si muova dallo squadro della macchina se no non esce niente , costa poco ma, con le resine proprietarie a centinaia di euro ,con un litro di castable si va a fare un week end 5 stelle. Possiedo la Formlab 3+ e per le stampe a singolo elemento fa il suo lavoro con scarti dimensionali minimi . Solidscape buona macchina ma, stampa una tavola di STL asci a 0,0001 di risoluzione in circa 3 giorni e non potevi stampare pezzi di uno stesso gioiello su macchine diverse, per cui in ditta ne avevo 6 che costavano come una squadra corse di formula uno. Su kickstarter hanno provato a fare una low cost con il piatto che scende ma, non ha avuto successo. Ero tentato da Asiga ma ho trovato che ha grossi limiti. Per quando riguarda la tua offerta sono lusingato , in privato mandami la tua mail così ti posso inviare un file di prova e li mi specifichi il formato object che preferisci e se non sei distante vengo a vedere anche le macchine. Grazie infinite per le tue spiegazioni sulle macchine e sui materiali, uso molto blue cast e la model hr per produrre pezzi da gommate dopo un immersione in nano tubi, la trovo molto buona. Slevin19 -
Antialiasing
Slevin ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
Ma perché, ragionamento assurdo, non si leva il Fep dalle LCD e si utilizzano le vasche con fondo rigido magari in vetro borosilicato o in policarbonato ?? -
Antialiasing
Slevin ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
FoNzy ti ringrazio per la spiegazione dell'antialiasing di fatto non conoscendo i dettagli costruttivi delle macchine , a naso e per esperienza ho capito che anche nelle stampanti professionali, certi argomenti sono utilizzati sostanzialmente come gadget per permettere ai venditori di raccontare tante cose. Di fatto il mercato offre DLP chiamate 8k ma, sostanzialmente sono proiettori 4k che con un po' di hardware e un buon software posso fregiarsi del famoso 8k. Tu dici bene che a livello industriale le tolleranze sono maggiori ma, in alcuni settori vedi l'alta gioielleria purtroppo , queste tolleranze non vanno assolutamente bene. Un oggetto deve essere disegnato con la consapevolezza dell'assemblaggio e purtroppo deve essere diviso anche in 8 o 10 parti per minimizzare il tempo al banco ecco perché c'è la ricerca spasmodica delle accuratezza e precisione e di avere una polimerizzazione assolutamente liscia assottigliando sempre più i layer stampati . Tra una stampa a 50 micron ed una stampa a 10 micron di layer c'è una differenza di circa due ore di oreficeria , per eliminare le stratificazioni ed a volte ti rendi conto che le decine di migliaia di euro spese per una macchina professionale non restituiscono gli investimenti fatti. Se ho bisogno di stampare fili che siano perfettamente cilindrici a una dimensione di 0, 70 mm apriti cielo . E seguire annualmente la tecnologia con i prezzi proposti, sarebbe da fuori di testa e bisogna stare anche molto attenti al plagio visto che io produco linee dedicate e pezzi esclusivi . -
Problemi nel settare i valori perfetti delle resine
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
Ciao Peppe, la X 10 l'ho abbandonata subito, perché ha il vizio di espandersi troppo quando polimerizza e quindi non è adatta per stampare piccoli e dettagliati pezzi tipo parti di anelli. Le stampe delle foto che ho pubblicato nelle foto le ho realizzate con la Cr3a e poi ho trovato che la X 5 è perfetta per quello che stampo. Con la Cr3a questo è il settaggio per altezza layer 30 micron. Layer iniziali : 10 tempo di cura : 5 s tempo di cura base : 55 s ritardo cura: 8 s Ritardo cura base : 11 s stacco alla base : 5 mm distanza di stacco : 5 mm velocità stacco base : 60 mm/min velocità stacco : 80 mm/min velocità di retract : 100 mm/min. Fai alcune prove girando su questi valori Buone stampe -
Problemi nel settare i valori perfetti delle resine
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
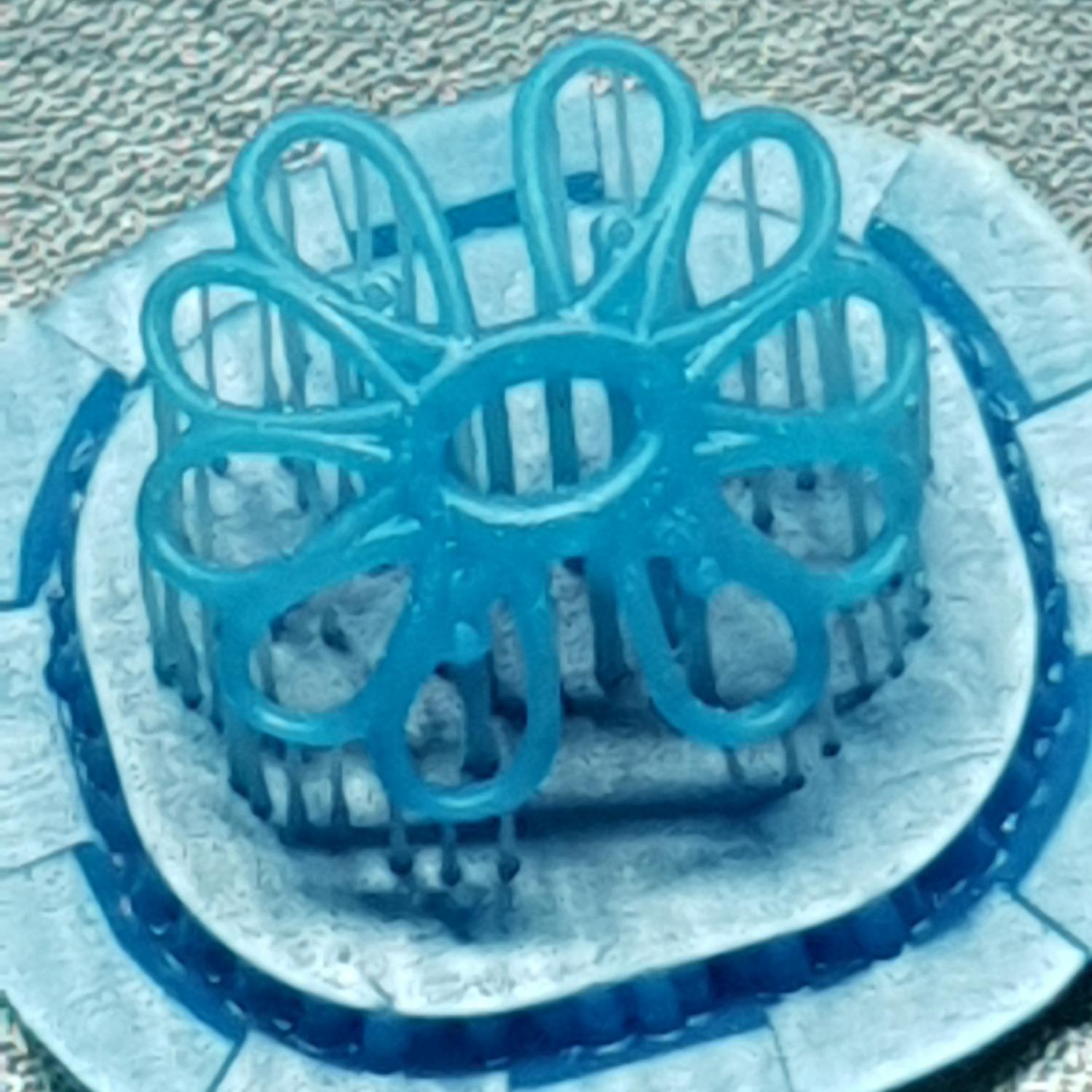
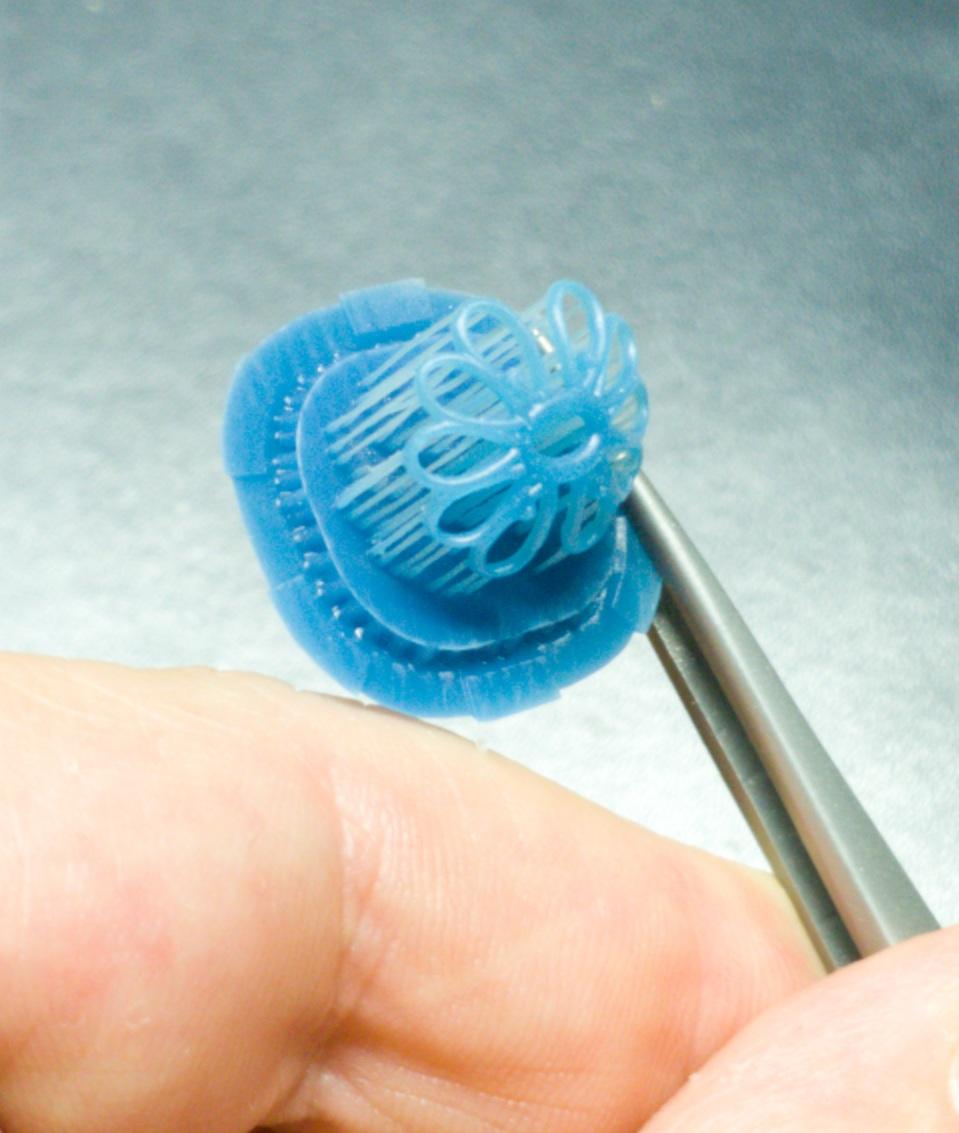
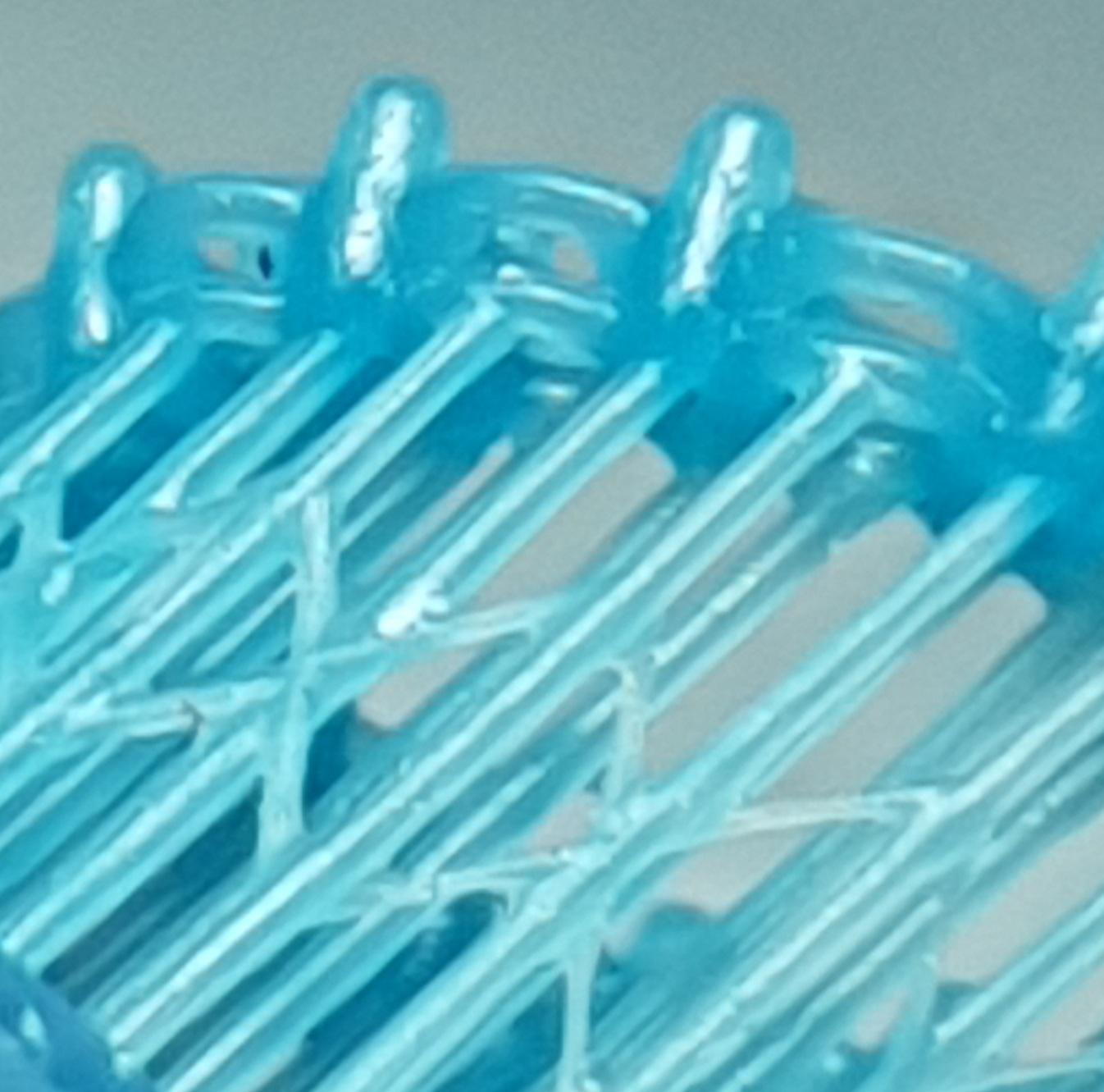
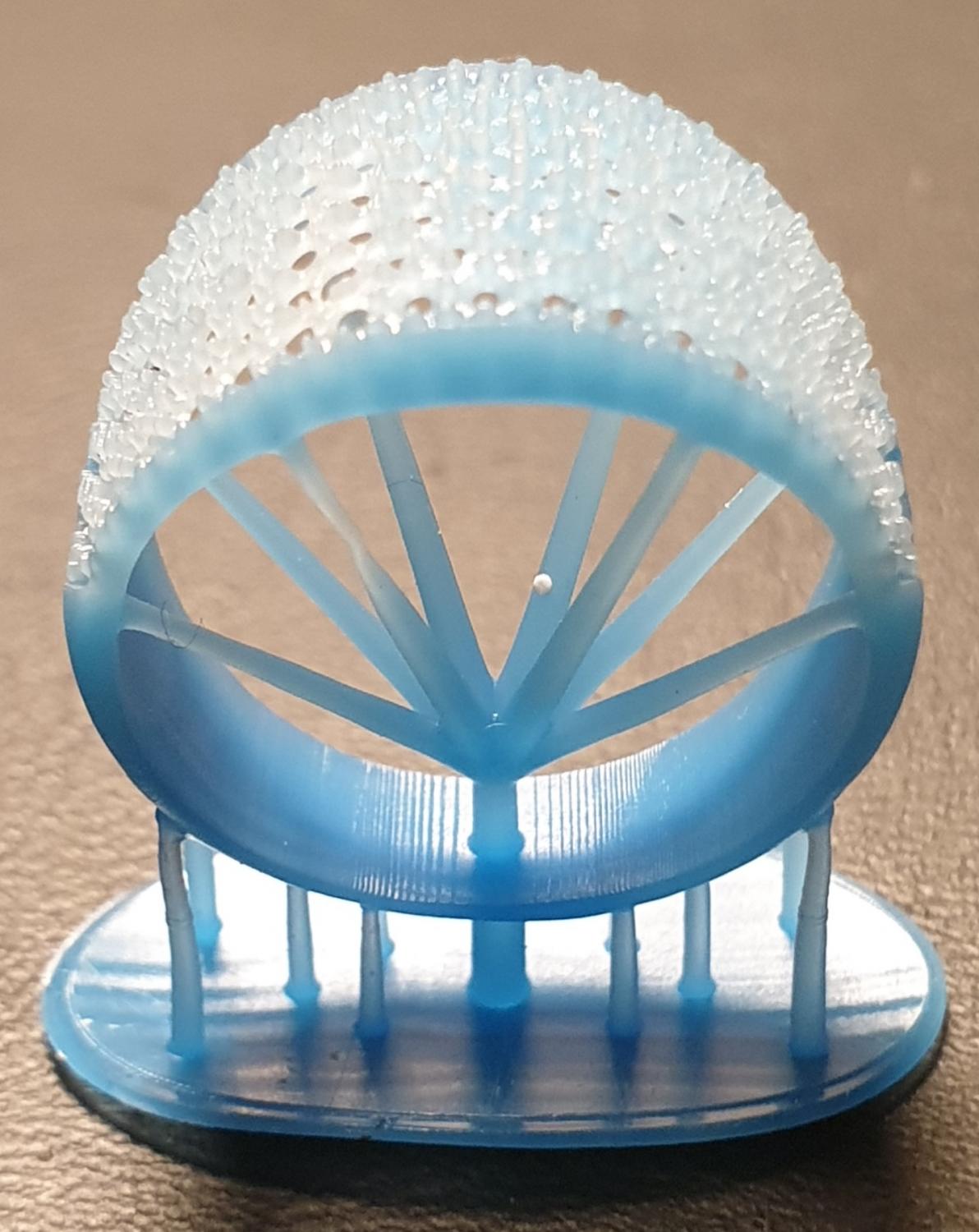
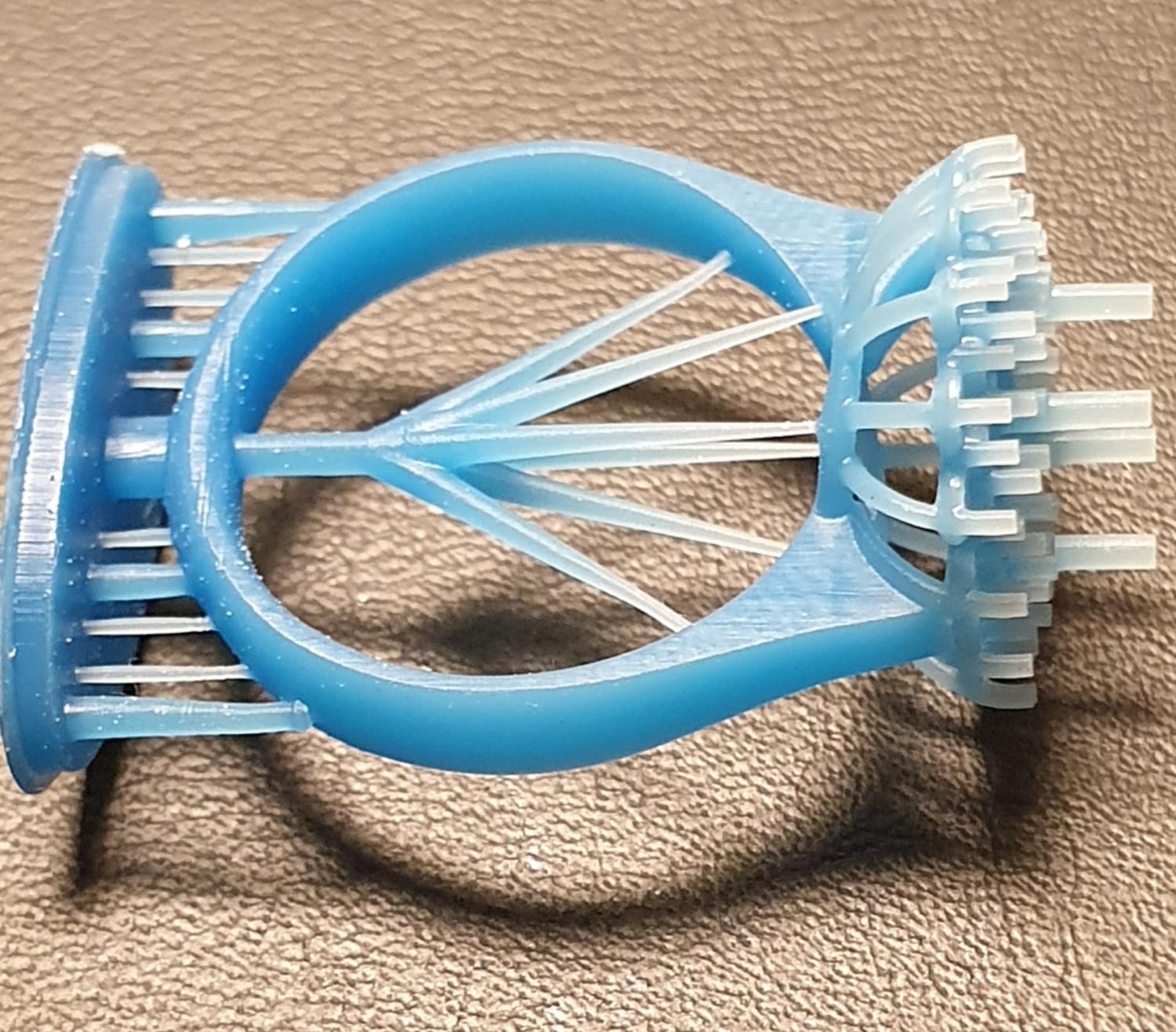
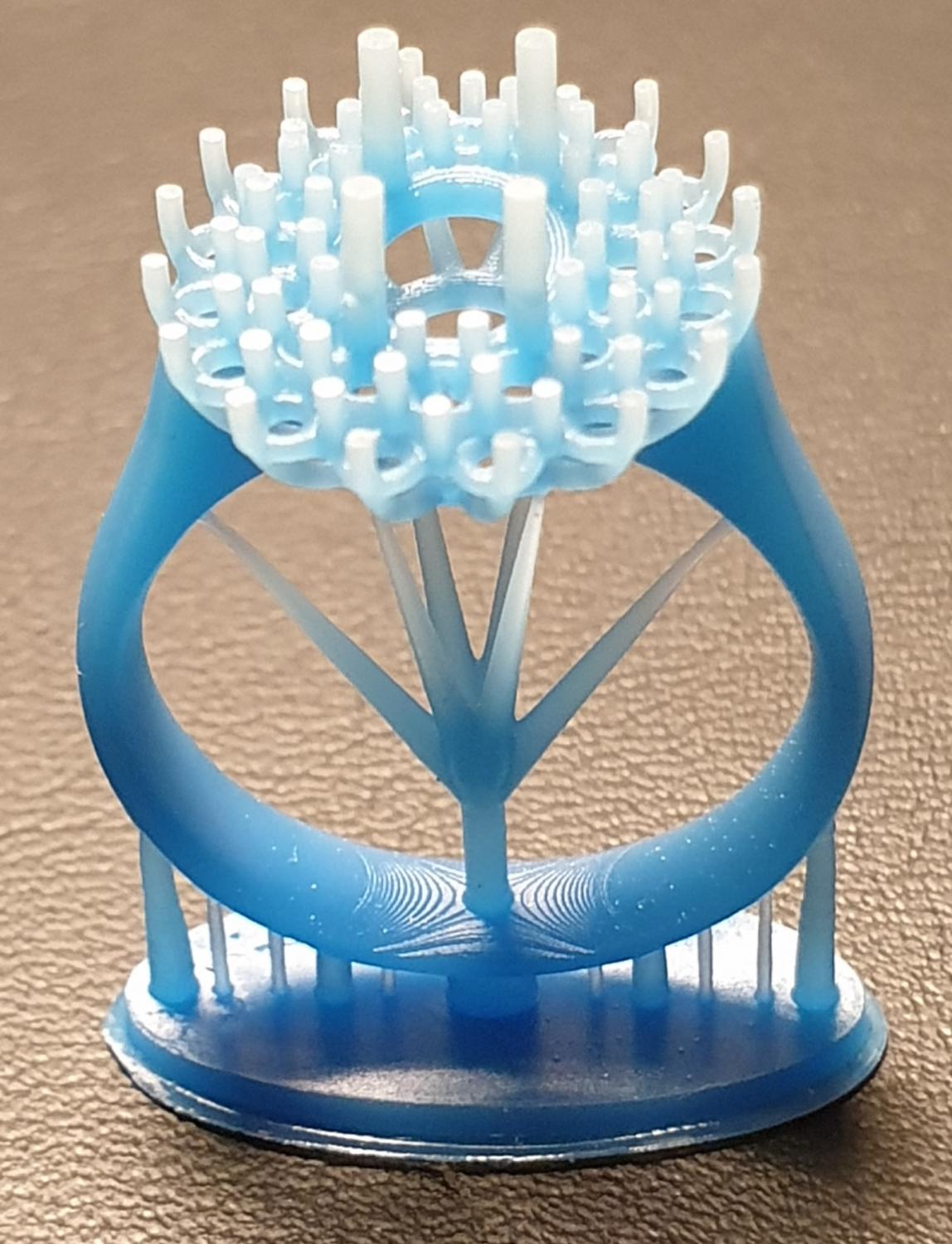
Dopo aver studiato le varie tipologie delle resine che utilizzo, finalmente qualche risultato decente. Premetto che stampo a 20 e 30 nm per cui la scelta dei parametri è stata una serie di prove. Ringrazio chi cortesemente mi ha dato dei consigli e sono aperto a qualunque suggerimento. Allego alcune foto dei risultati.
-
Problemi nel settare i valori perfetti delle resine
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
Scusa il ritardo Lucamac ma, ho fatto qualche giorno di vacanza, tra un tre giorni torno e ti mando le immagini dello slice con piantoni e parametri. -
Problemi nel settare i valori perfetti delle resine
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
Grazie farò così adesso comincerò ad alzare i tempi di esposizione di un paio di secondi diminuendo le velocità lavoro lungo visto che se stampo con la densa siamo intorno alle 12 / 13 ore. Grazie della tua pazienza e cortesia -
Problemi nel settare i valori perfetti delle resine
Slevin ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
Ho contattato il distributore ufficiale della resina , quello che mi ha venduto la stampante , il quale mi ha fornito dei parametri ma , il risultato è sempre stato fallimentare . Ho stampato anche il file di esempio presente in macchina e anche se con molte imperfezioni la stampa è riuscita. Allego i parametri forniti e le foto dei fallimenti e di quelle riuscite SETTAGGI A.xlsx