NCdotCom
-
Numero contenuti
24 -
Iscritto
-
Ultima visita
Obiettivi di NCdotCom
")





-

Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Ok, le allegherò, grazie! Le linkavo per averle disponibili a piena risoluzione. Ok, lasciando stare il jerk quindi e ripristinandolo com’era, tu procederesti a cercare di togliere quei difetti sulla base? Se si, come? Oppure faresti altre verifiche e calibrazioni? Se si, come procederesti e con che modelli da stampare? La stampante sarà dedicata esclusivamente a stampare ABS di prototipi meccanici (piccoli componenti), quindi mi interessa semplicemente sia precisa e senza difetti che possano influire su eventuali accoppiaggi. Vorrei quindi arrivare ad un punto in cui dico “ok, meglio di così il mezzo non riesce”, e sapere che è pronta a stampare al bisogno. -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
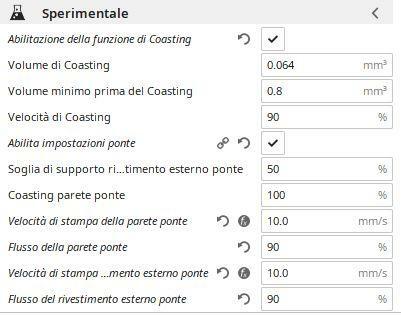
Allora, dovrei quasi esserci. Dopo 19 cubi stampati con ogni possibile combinazione graduale di valori, questo è il risultato: https://drive.google.com/drive/folders/1m-IkgKNX8olAVNjf2JyknMqF6M1Q3SNh?usp=share_link Nel dettaglio: 1. Attivato il Coasting, ma rispetto a quanto suggerito da Cura (velocità nel Coasting poco minore della normale, 90%) la velocità è portata al 130%, in modo da dare meno tempo al materiale di depositarsi. Il coasting però "risolve" il problema solo su uno degli angoli, dove c'è il salto di livello: non ha effetto a nessun valore sugli altri 3 angoli. 2. Diminuito quindi la temperatura di 5 gradi ed aumentato la velocità delle linee perimetrali esterne, portata da 20mm/s a 40. Così facendo come puoi vedere il risultato è molto migliore. Rimane quel difetto vicino alla base di adesione, che poi scompare. E' ricorrente su praticamente tutte le stampe, in misura minore o maggiore. Posso farci qualcosa? Nota di colore: spulciando nel menu della stampante, il Jerk è già compilato ed era già pure attivato, ho sempre quindi stampato con jerk a 10mm/s. Facendo delle prove, e portandolo a 16mm/s, la qualità migliora, seppur di poco, ulteriormente. Come procedo adesso? C'è modo di risolvere quel problemino nella parte bassa degli spigoli o va bene così e procedo a tarare altri parametri? Grazie mille! -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Ok, faccio un po’ di prove e vediamo se migliora. Leggendo qua e là si parla anche di Jerk: può servirmi? -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Abilitato il Coasting di Cura lasciando le impostazioni di default, non mi sembra ci sia troppa differenza. https://drive.google.com/drive/folders/1ZjrlJR950K0CF_m7psyK9-n-9obPgsMG?usp=sharing Magari devo aumentare i valori? Quali e di quanto?
-
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
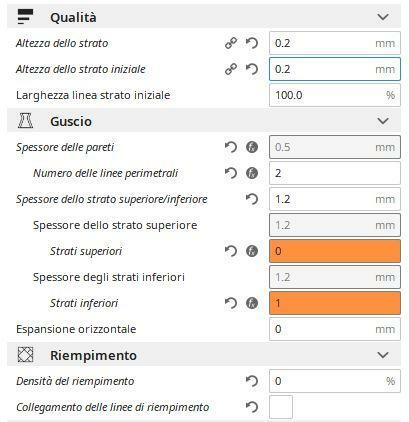
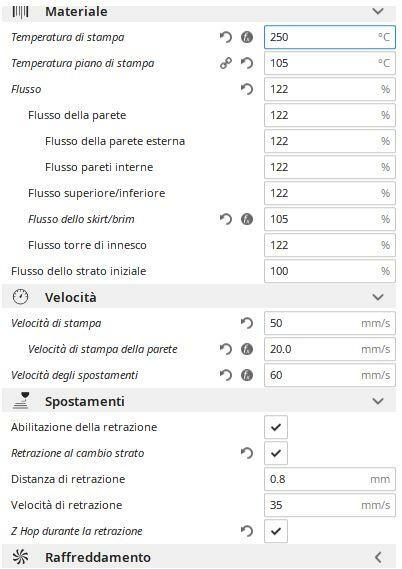
Eccomi quà. Dunque, seguito la guida, e nel dettaglio: Dato che chiedeva di verificare che il nozzle non fosse intasato l'ho sostituito proprio, poi rifatto un check di Zoffset e di adesione, tutto ok. Ho fatto l'Extruder Tension Calibration, impostato la tensione minima affinchè il filamento non slitti ma che lasci segni il più lievi possibili, e poi ho rifatto l'extruder calibration ed essendo meno teso prevedibilmente su 200mm sottoestrudeva di 6,4mm; ricalibrati li step e fatto doppia prova, tutto ok. Ho fatto la Flow Rate Calibration, il mio filamento ha un diametro medio di 1,73 e spicci, impostato in Cura; Stampato primo hollow cube, con spessore delle pareti 0,5 e due linee perimetrali (come suggerito nella guida), ed è risultato che la mia stampante sottoestrudeva di molto, lo spessore era in media 0,82mm invece di 1mm: https://drive.google.com/file/d/1k6aYWXK_dmlujnOkCyzAMeM9D6gZL5rC/view?usp=share_link Ci sono poi delle sovraestrusioni (credo) sugli spigoli, anche se non capisco perchè nella foto 4 in alcuni punti ci sono in altri no. Compensato del 22% come da guida, e stampato nuovo hollow cube: https://drive.google.com/drive/folders/17JvdbAPxvw8Wqh7DyEf_UXjJbaNUIYRm?usp=sharing Lo spessore delle pareti ora è perfetto (0,99-1,01mm), ma i problemi di sovraestrusione sugli spigoli sono ovviamente peggiorati. Allegate le impostazioni di Cura per la stampa degli hollow-cubes. Come posso correggere? Grazie mille!
-
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Errore mio, mi ha fuorviato il titolo: https://www.thingiverse.com/thing:271736 Ok, seguo la guida e vediamo come va! -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Ok, makes sense, andiamo avanti con le prove. A 245 gradi, e mantenendo comunque le opzioni ponte di cui sopra attivate, ho stampato l’hollow cube: https://drive.google.com/drive/folders/1-5pTinm8xvnoXceGX59Grca1clUcaOCs È un buon risultato? Non mi sembra affatto male. Il tetto ha un lieve cedimento sul centro, ma veramente minimo. Le pareti mi sembrano ok. Unica cosa, ci son piccole differenze di dimensioni lungo l’asse Z: quelle ondulazioni sugli spigoli per intenderci. Devo regolare il flusso? Come? Questo è un buon punto, non avendo metri di paragone non so come regolarmi e non so se le mie aspettative sono realistiche o no. Hai foto o link di pezzi in abs che consideri “buoni”, ovvero cosa potrei aspettarmi di ottenere dalla mia stampante ottimizzata? -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Dunque, prima di stampare la ventola ho attivato l’opzione “Ponte” su Cura, e riducendo al 90% il flusso e rallentando a 10mm/s la posa delle superfici sospese il risultato è molto migliore: https://drive.google.com/drive/folders/1-2MazC-0_eGL7K-X_taO0BhcYucM_XCJ Secondo te è accettabile o con la ventola migliorerei significativamente? Se invece andasse bene così, procedo con l’hollow cube? -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Ok, cerco qualche tutorial. Ricordo che al tempo stampai questa: può funzionare? https://www.thingiverse.com/thing:2856350 -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
ABS, uso sempre questo materiale per le mie necessita, quindi mi interessa sia calibrata per questo. Come faccio test più approfonditi? Il mio estrusore non ha ventola di raffreddamento. -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Allora, verificato l’estrusore, perfetto al decimo di millimetro su 200mm. Ricordavo di averlo fatto durante l’assemblaggio. Riguardo il cubo e la verifica dimensionale, ho solo dovuto correggere Z di circa l’1%, adesso è in ordine. Appena finito di stampare la TempTower: https://drive.google.com/drive/folders/1-04hmixGaHbwnvNjeBrQOeMN7tfPjwWd Non so leggerla benissimo, ma mi sembra che lo sweet spot sia attorno ai 240-245. Il problema enorme sono le superfici sospese: come risolvo? Ha senso abbassare la velocità? P.s.: infill 10%. -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Gli step/mm li calibro misurando tipo 50mm di filamento e verificando che se imposto di avanzare di 50mm la lunghezza effettivamente estrusa sia uguale? -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Ok, livellato bene il piano di stampa (diavolo se è storta la base acrilica), ricalibrato lo Z-Offset (ho girato la staffa che avevo fabbricato per il BLTouch in modo da avere valori più piccoli e semplici da vedere, sensore piu' vicino al piatto) che ora è -0,35 invece di -3,1 e l'adesione con il test linkato è perfetta. Passo due: pensavo di controllare se le tolleranze dimensionali fossero corrette. Avevo pensato di provare a stampare questo: https://www.thingiverse.com/thing:1278865 Ed in seguito, una volta corrette le dimensioni, mandare in stampa una roba del genere: https://www.thingiverse.com/thing:2656594 Pensi sia il modo giusto di procedere? Grazie! -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Ok, domani provo e ti dico come va! Devo solo trovare il modo di muovere l’asse Z in negativo, altrimenti non riesco ad avvicinarmi abbastanza al piano. -
Problemi di stampa con Prusa ferma da 2 anni
NCdotCom ha risposto a NCdotCom nella discussione Problemi generici o di qualità di stampa
Tutto chiaro. Nel mio caso ho indicato come assoluto solo perché non ho due piatti diversi, ho il vetro e basta, ed intendevo che una volta trovato l’offset fino alla prossima calibrazione o modifica hardware rimane lì. Comunque provo a eliminare la prima riga di GCode ed impostare l’offset direttamente dal menu della stampante. Già che ci siamo, altre cose da modificare nel GStart? Detto questo partiamo dal principio quindi, cerchiamo di risolvere il problema adesione. Per calibrare nel modo migliore possibile il piano c’è una una guida che mi raccomandi? Una volta messo in bolla il piano, per calcolare il nuovo offset uso il foglio di carta? Prima al centro e poi sui quattro angoli e da lì agisco di fino sulle viti con mille agli angoli del piano? Come test stavo usando questo: https://www.thingiverse.com/thing:34558 Vengono perfette le prime due colonne, la terza non riesce ad aderire.