AndreaG85
-
Numero contenuti
283 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AndreaG85
-
Salve a tutti, qualcuno ha provato le due superfici, saprebbe dirmi, a livello di aderenza, quale è meglio. Per il PEI non importa sia forzatamente Anycubic. Grazie
-
Buongiorno, da un paio di giorni ho montato un tubo capricorn XS al posto dell'originale Anycubic, e mi ritrovo con un grosso blob a fine stampa. Utilizzo Cura 4.13 , faccio stirare la superficie ma con pochissimo materiale, e nel GCODE finale, a differenza dell'originale per la stampante fornito da CURA, ho solo inserito una retrazione di 50mm per poter cambiare comodamente il filamento senza dover riscaldare l'hotend, se la stampa precedente è finita da ore ( ad esempio stampando la notte). Prima non avevo questo problema, invece con l'installazione del capricorn mi si verifica questa cosa. Qualcuno ha qualche idea su come posso evitare questo blob?
-
Esportare in excel, CSV o file id testo i profili di stampa di Cura
AndreaG85 ha pubblicato una discussione in Software di slicing, firmware e GCode
Buongiorno, avrei necessità di esportare i miei profili di stampa in un file di testo, così da crearmi un database esterno ma anche poter leggere alcuni valori e copiarli in nuovi profili per ugelli di dimensioni diverse. C'è un modo per farlo, con il software di slicing CURA? P.s. Qualcuno ha provato l'ultima beta di cura ? -
Per chi fosse interessato, alla fine ho preso un redrex da amazon (circa 19€). Online si trova sia un video sul montaggio che uno che spiega come sistemare un problemino del modello con un semplice pezzetto di tubo ptfe usato come rondellina spessorante, per tenere in posizione l'ingranaggio condotto. Per il momento sembra funzionare molto bene, silenzioso e incide molto meno il filamento rispetto al sistema a singolo ingranaggio.
-
Problema riempimento bottom/layer
AndreaG85 ha risposto a MANUEL_BOTUS nella discussione Problemi generici o di qualità di stampa
non è che senti dei rumori dall'estrusore tipo "stoc" ? Perchè non vorrei l'estrusore non spinga correttamente il filamento nell'hotend -
Buongiorno, mi son trovato ieri a cercare di estrudere un petg bianco con la mia mega S dotata di ugello da 0.6mm. Tutto bene fin quando l'estrusore non trova uno di quei punti in cui, per qualche motivo, scava e si interrompe il flusso. Ho visto che la Mega Pro monta un dual drive al posto del titan della mia stampante, mi chiedevo quindi se qualcuno aveva già fatto una modifica simile, quale modello di dual drive ha montato e se aveva consigli sul prodotto e sul montaggio.
-
Allora, son riuscito a far funzionare l'estrusore tramite comandi manuali una volta inibito la col extrusion prevent. Ora però ho un problemino con l'estrusore, a livello di prestazioni. Ma penso sia meglio aprire un post dedicato per questo.
-
Buongiorno, ho proprio ora collegato la mia anycubic mega S a repetier server, provo a comandare tramite repetier il movimento degli assi e dell'estrusore ( per vedere se le lunghezze estruse son giuste) ma l'estrusore non parte, mentre se faccio partire l'asse Z, comunque lui lo manda sempre verso l'alto senza fermarsi. A qualcuno di voi è mai successo? Che problema potrebbe essere?
-
Se monterai poi il marlin 2.0 di DavidRamiro, fammi sapere come va e la difficoltà nell'operazione, perchè sono molto interessato a saperne il funzionamento/miglioramento nell'utilizzo della stampante.
-
Per questo non so aiutarti, perché di compilazione non so nulla e io i 2209 li ho solo montati andando poi ad girare gli attacchi sulla scheda dei connettori. Comunque se ben ricordo, il firmware più famoso per la anycubic lo trovi su thingiverse, di un tale Ramiro mi pare. Ma non so se arriva a marlin 2.0
-
Ecco, stranamente Cura non mi ha avvertito della nuova versione. E l'ho usato anche ieri... Stasera lo scarico
-
Manualmente posso portarla tranquillamente a 245°C. Ma non capisco dove sia il problema.. perché sul profilo stampante di Cura non mi sembra ci sia un blocco alla temperatura, ed infatti non me la segnala rossa quando la scelgo. Non ricordo se arancione, ma di sicuro non rossa. Però ho notato problemi con cura 4.12, tipo che col primo layer riempito a linee, sottoestrudeva, col concentrico invece estrude perfettamente e non ho "buchi"... Io ho la 4.12.0, non mi ha segnalato ulteriori versioni.
-
Altro problema, ben più grave, che mi son dimenticato di scrivere è questo: non riesco a far prendere temperature di primo layer superiori a 240° alla stampante. Cioè in cura imposto la temperatura 1 layer a 245°, ma la stampante indica nello schermo e stampa a 240°. Ora non so se è colpa di cura 4.12 o della stampante, mi sembrava arrivasse anche sopra ai 240°. Qualcuno di voi stampa sopra 240°?
-
Io li ho cambiati. Vale la pena ma devi stare molto attento quando liregoli. Rischi (come ho fatto io) di friggere la scheda. Riducono di molto il "canto" dei motori passo passo. Ma ti rimarrà il rumore della ventola dell'alimentatore, e dovrai spostare la ventola di raffreddamento dei driver, perchè il corpo radiante è maggiore ( ma i 2209 dovrebbero riuscire a lavorare fino a 2A senza raffreddamento attivo avevo letto).
-
problemi di warping con pla
AndreaG85 ha risposto a 8lackjack nella discussione Problemi generici o di qualità di stampa
Io ho lo stesso problema, ma con pezzi medio/grandi in PETG. Generalmente tengo il piatto ad 82° per il primo strato, e poi a 75°. Con overflow a 120% per il primo layer. Eppure dopo una certa altezza si alza il pezzo. Secondo voi cosa mi conviene fare? alzare ancora la temperatura, o andare direttamente di lacca? -
Buongiorno, volevo chiedere se era capitato a qualcuno di avere i seguenti problemi: 1) nel menù axis, riesco a spostare gli assi solo in avanti ( +10 ad esempio) ma non indietro, se non facendo l'home dell'asse dall'apposito menù. 2) se la stampa va prima in pausa, poi viene fermata così, la ventola di raffreddamento ugello rimane accesa
-
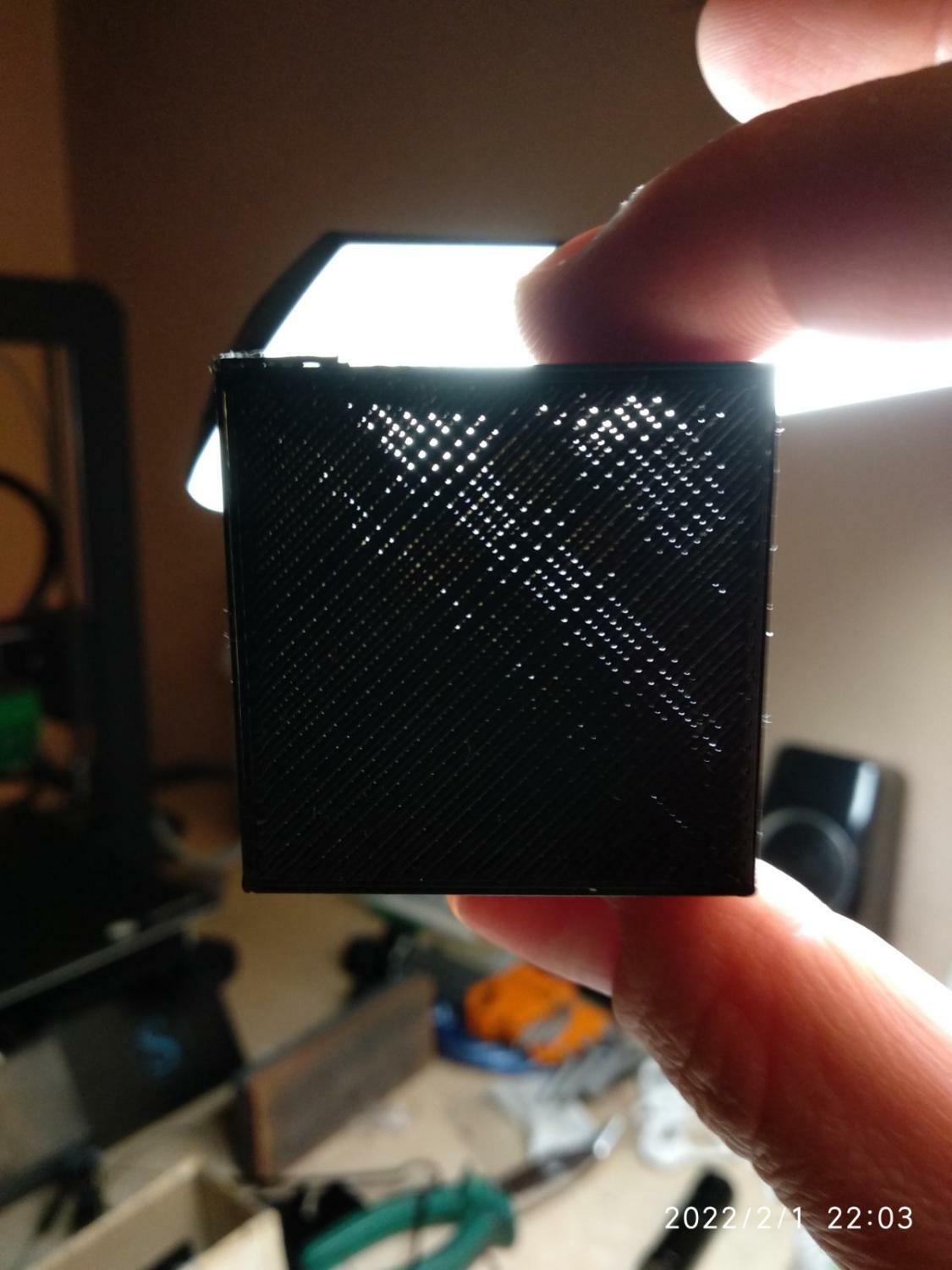
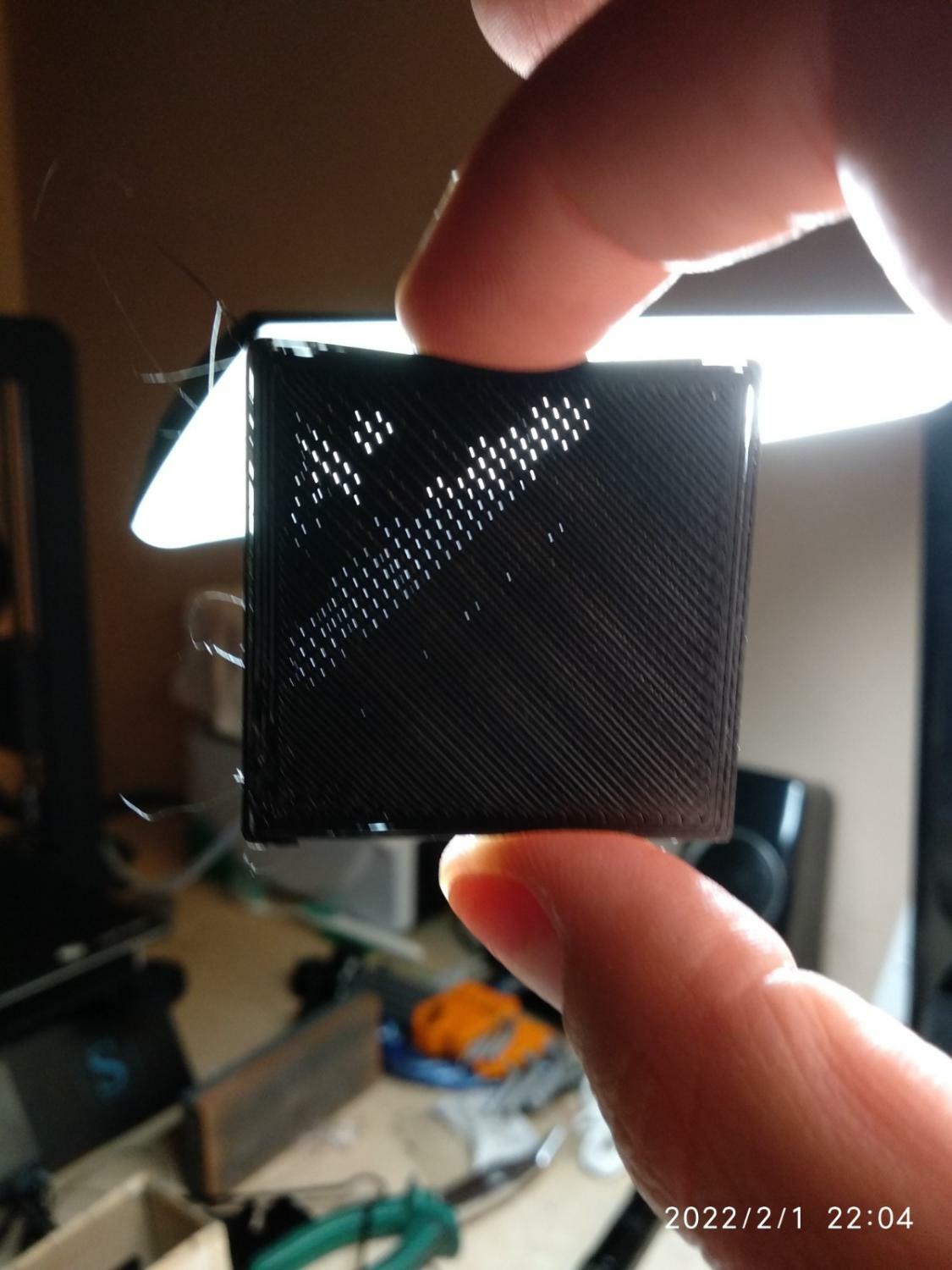
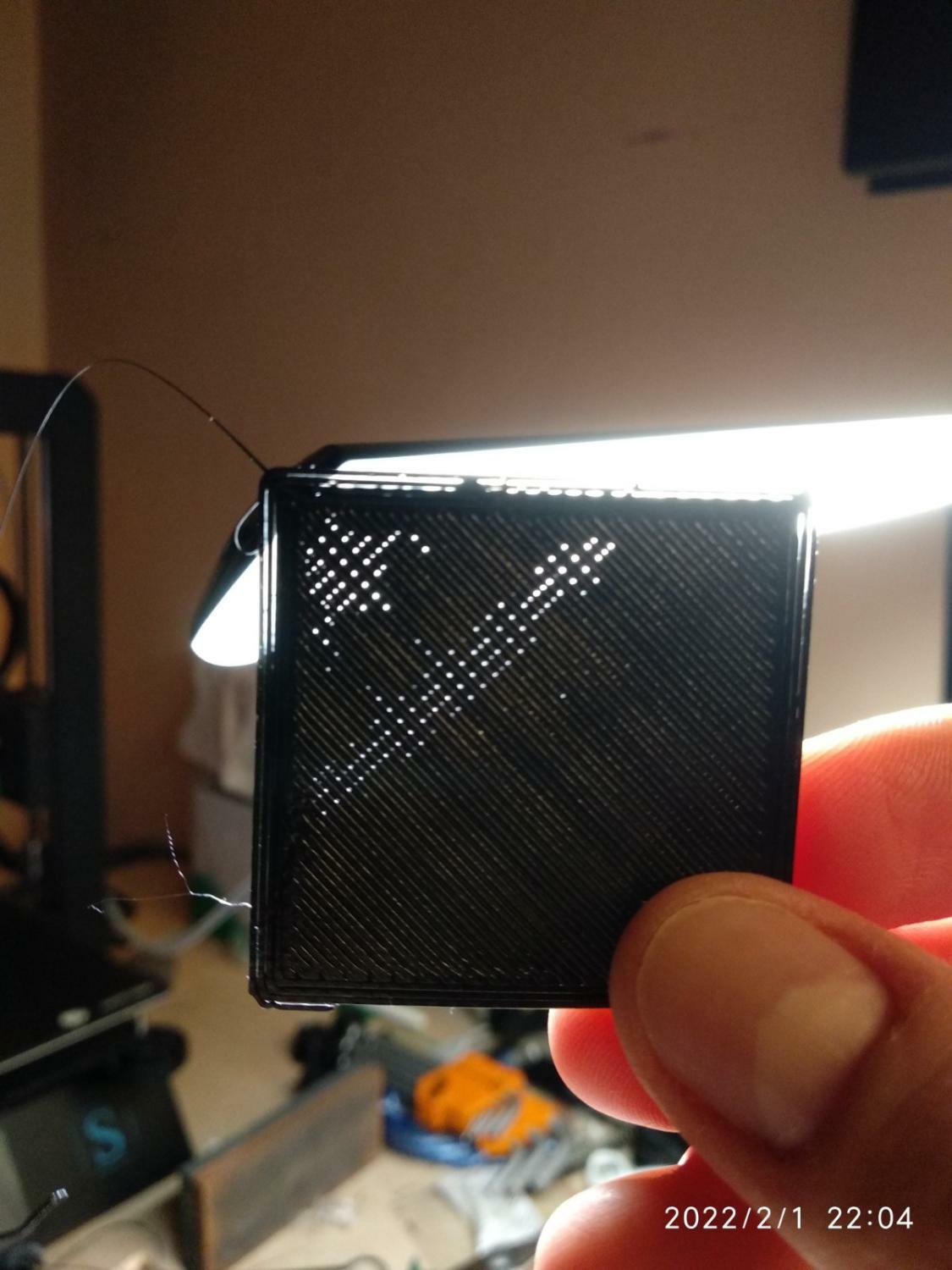
Aggiorno il thread per dire che il problema di stringing era dovuto al materiale: una bobina di petg amazon basics nero che ne ha sempre fatto, qualunque modifica alle impostazioni facessi. Per quanto riguarda il vaso spessore 2 millimetri, ne ho stampato un altro e trovato una soluzione valida andando a ridurre le estrusioni per le pareti a 0.55 mm, così poi con infill al 100% non ho avuto nessun problema. Pareti venute molto bene, anche come rugosità molto ridotta. Nota dolente invece la ho con l'estrusione dello strato iniziale e di quelli subito sovrastanti. Con ugello 0.6, livellato il piano col solito foglietto di carta a4, altezza primo strato 0.2, altezza strato 0.3, larghezza linea 0.6, larghezza della linea iniziale provato da 120 fino a 100, aumentando però progressivamente il flow, da 110% a 120%. No ventola nei primi layer, prove ( in foto) di cubo 40x40 singola parete, 2 strati inferiori. E come potete vedere dalle foto, in alcune zone il cordone sembra troppo sottile, e le linee non si interconnettono fra di loro. Non capisco come fare per togliere questo effetto "graticola", che naturalmente per vasi o comunque parti che dovrebbero contenere liquidi, non va per niente bene. Premetto anche che ho stampato una sorta di sistema di deflusso per uno scolapasta IKEA, in pla, e non ho avuto di questi problemi. Qualcuno sa darmi qualche dritta utile, o qualche altro parametro da ricontrollare?

-
Configurazione Cura Anycubic i3 Mega S
AndreaG85 ha risposto a Francesco_3d nella discussione Software di slicing, firmware e GCode
Come mai sei saltato dal pla all'abs? -
Configurazione Cura Anycubic i3 Mega S
AndreaG85 ha risposto a Francesco_3d nella discussione Software di slicing, firmware e GCode
Devi settare per bene la retraction mi sa. Ci sono diversi test su thingiverse. E i valori di retraction variano a seconda del filamento ( e produttore del filamento) che usi. Crea dei profili materiale per ogni filamento che usi. Con il profilo della mega normale puoi usare velocità di retrazione anche superiori a 40 mm/s. Se hai i vecchi profili originali dati da anycubic per la loro versione di cura, prova quelli. Altrimenti, io usavo per l'ugello 0.4 mi pare 40 mm/s e 6 mm di retraction -
Adesione primo layer su ultrabase [PETG] per stampa più particolari insieme
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Non sono sicuro, ma mi sembrava di aver abbassato la velocità di stampa a 10 mm/s... Proverò. Per quanto riguarda la lacca, sul microporoso ho letto e sentito da molti che fa un gran casino poi, perciò vorrei evitarla... -
Buongiorno. La scorsa settimana ho provato a stampare i pezzi per creare il reggifilo dell'asse Y della mia AI3M-S , come se ne trovano a bizzeffe in thingiverse e nei vari video su yoututbe. Ho stampato un singolo pezzettino della maglia , di prova, con un brim, ugello 0.6, temp 235-82, velocità primo layer 20 mm/s. E fin qui tutto bene. Il problema nasce quando voglio stampare più pezzi insieme... Ho provato ad abbassare le accelerazioni a 250 mm/s2, ad aumentare l'altezza del primo layer, con o senza brim, ma il problema sembrano esser tutte le curve che non fanno aderire il primo strato sul piatto. Il piatto è stato pulito con alcool (non isopropilico, quello devo ancora prenderlo). Vorrei evitare di fare il raft... qualcuno ha qualche idea/suggerimento?
-
Configurazione Cura Anycubic i3 Mega S
AndreaG85 ha risposto a Francesco_3d nella discussione Software di slicing, firmware e GCode
La versione che loro ti danno di cura è scarnissima. A mio parere conviene prendere l'ultima dal sito proprietario. E trovi il profilo della macchina. Personalmente consiglio di usare il profilo della mega normale, ma con i Gcode copiati dal prodilo della mega S/pro (che fa una sorta di pulizia dell'ugello lungo bordo). -
Configurazione Cura Anycubic i3 Mega S
AndreaG85 ha risposto a Francesco_3d nella discussione Software di slicing, firmware e GCode
Pra ad alzare la temperatura del filamento per lo strato iniziale a 200-205 gradi -
Viti piatto anycubic: possibile sostituirle?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Beh considera che un piatto intero anycubic (vetro+elemento riscaldante sottostante) costa 30€. Però la parte metallica é molto sottile e le viti non hanno intaglio. Per questo chiedevo se qualcuno le avesse già smontate 😃 -
Viti piatto anycubic: possibile sostituirle?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Ma qualcuno le ha mai cambiate, su una mega S. Perchè la mia paura è che non lo siano in realtà