viracocha50
-
Numero contenuti
19 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di viracocha50
-
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
Ciao e grazie! -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
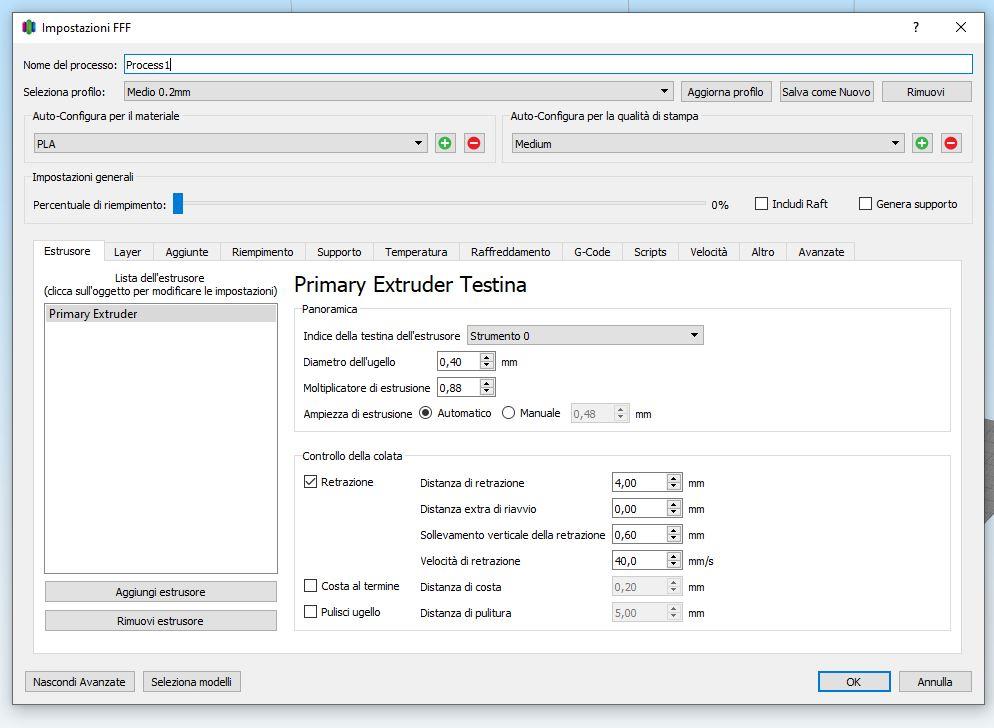
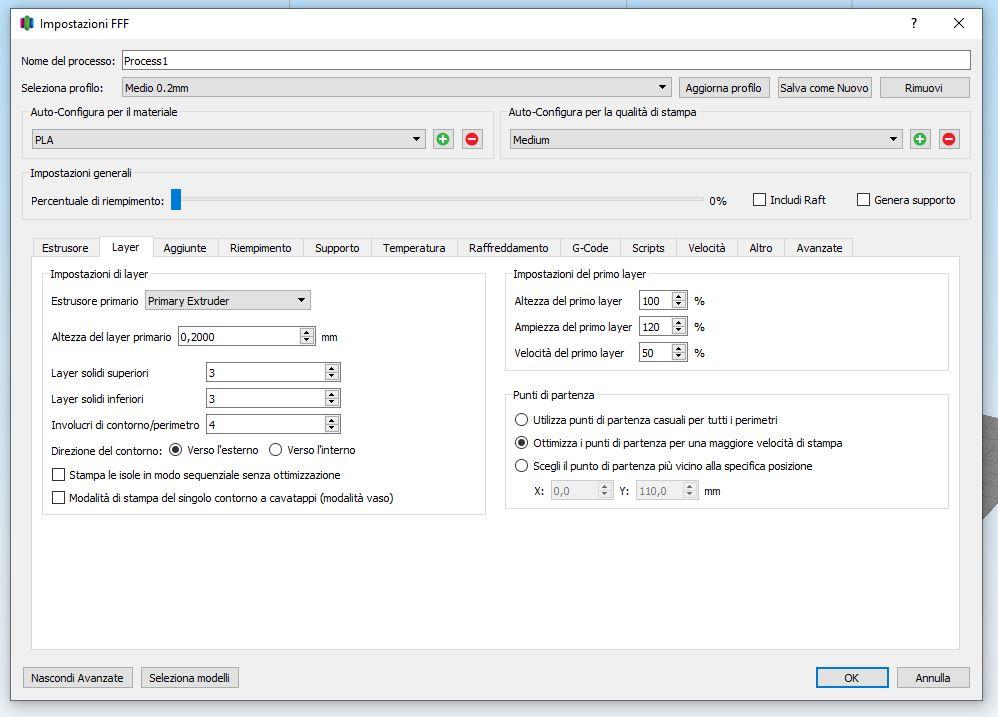
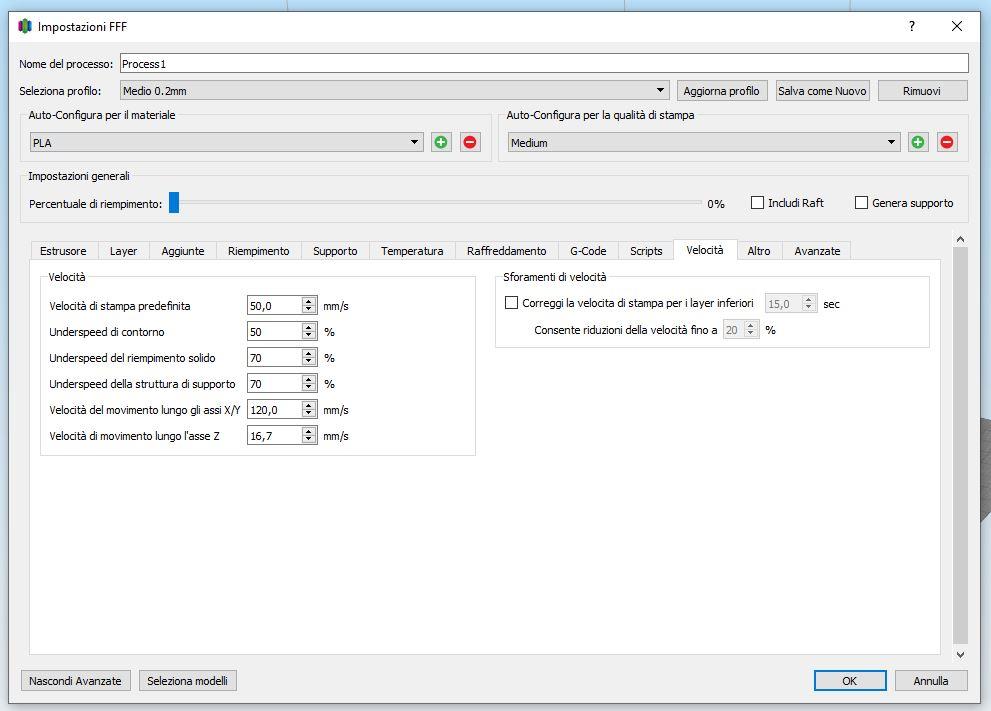
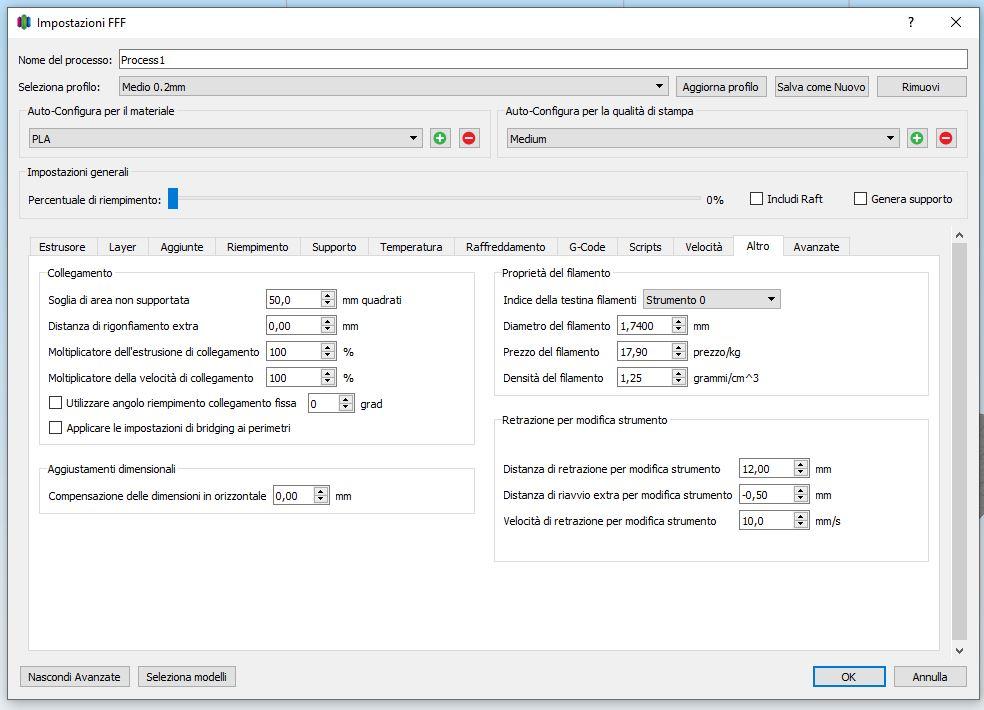
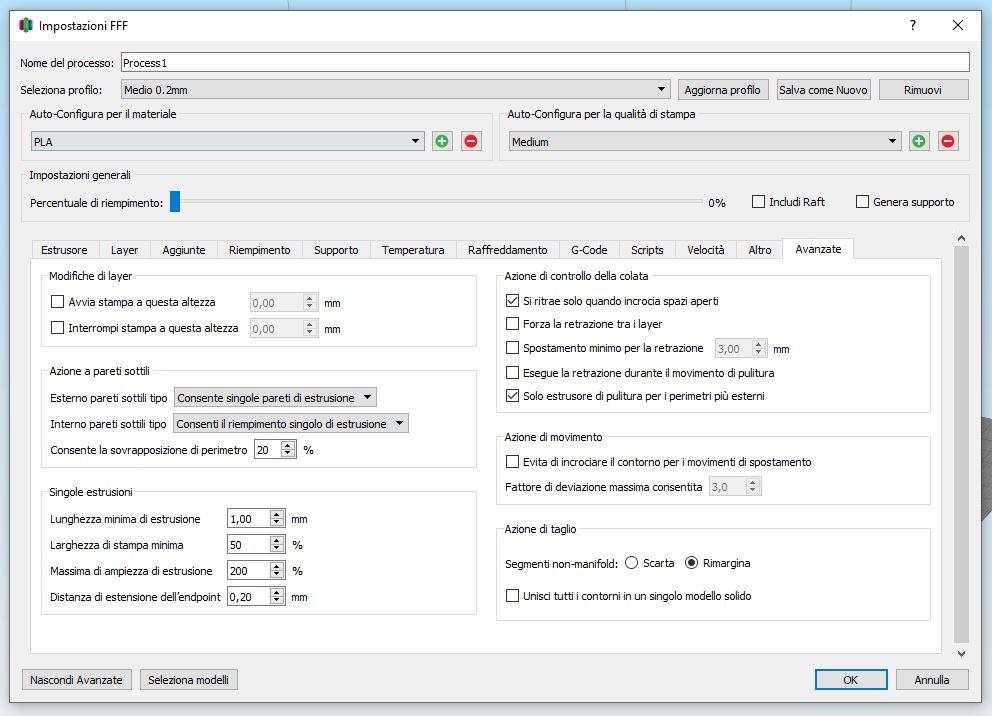
Scusate se non ho risposto prima, purtroppo mi si è impallato l'HD del PC....grrrrrrr!!!! Ho rifatto il test di estrusione misurando le pareti che risultano di media 0,50 invece di 0,45. Ora col PC funzionante proverò impostando 90% (dai calcoli). Ho cercato anche di ridurre le retrazioni aumentando nella scheda avanzate , lo spostamento minimo per la retrazione, portandolo da 3mm a 5mm, cosa ne pensi? Dici che sovraestrudi nel primo layer... ma come l'hai fatto? Non penso sia il valore relativo all'ampiezza primo layer in Simplify3D. -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
Pensi che gli altri setting vadano bene? -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
esatto. ho seguito un tutorial sul cosidetto FLOW. Ho stampato cubi vuoti ed ho misurato lo spessore delle pareti che applicato alla formula mi dava appunto la riduzione dell'estrsione al 88%. Dici di riportarlo al 100% ? -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
Ecco i files
-
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
ok, faccio una serie di foto e le invio -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
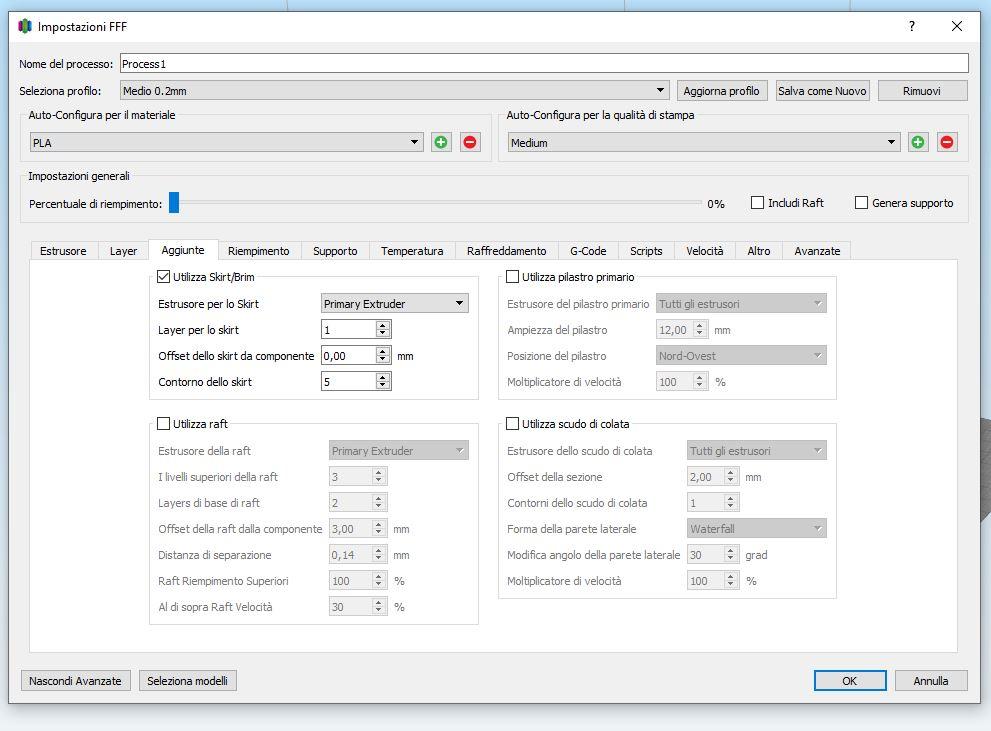
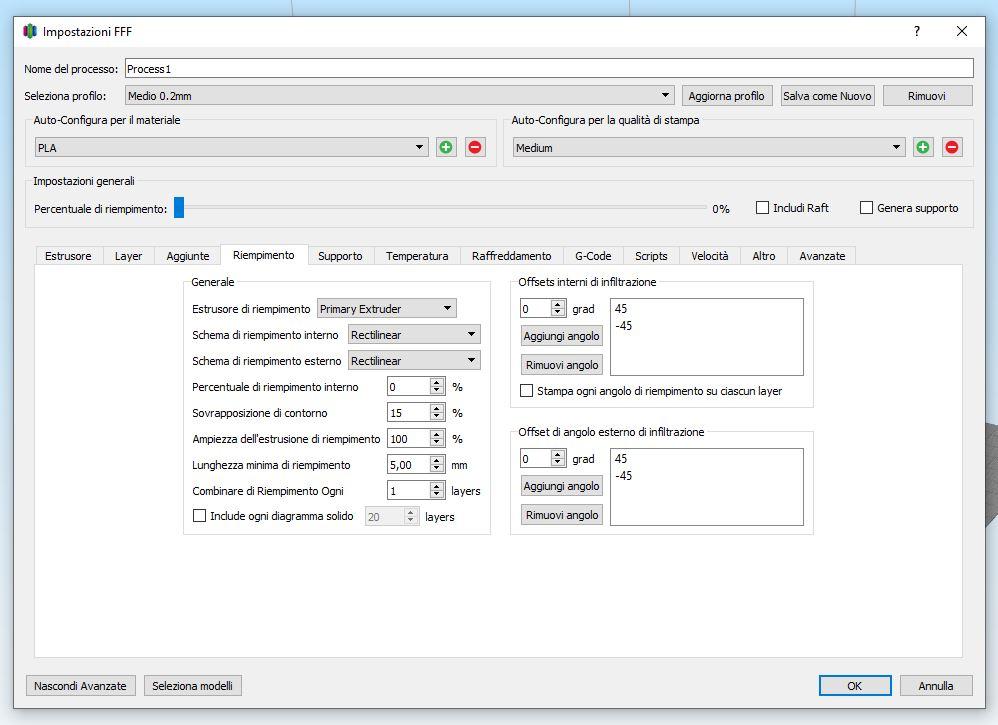
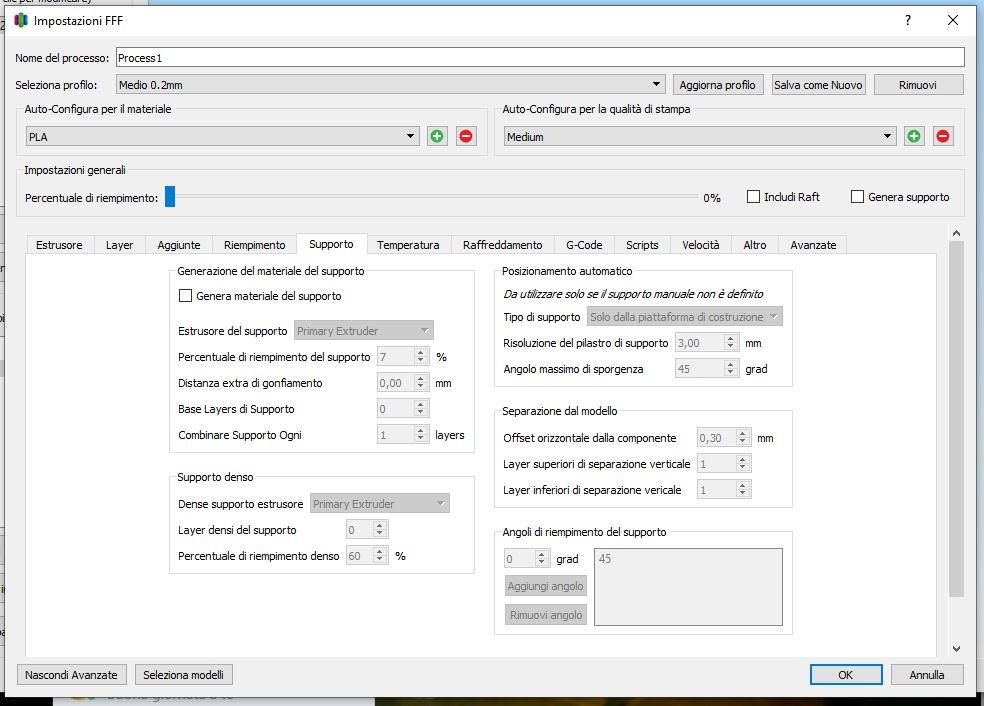
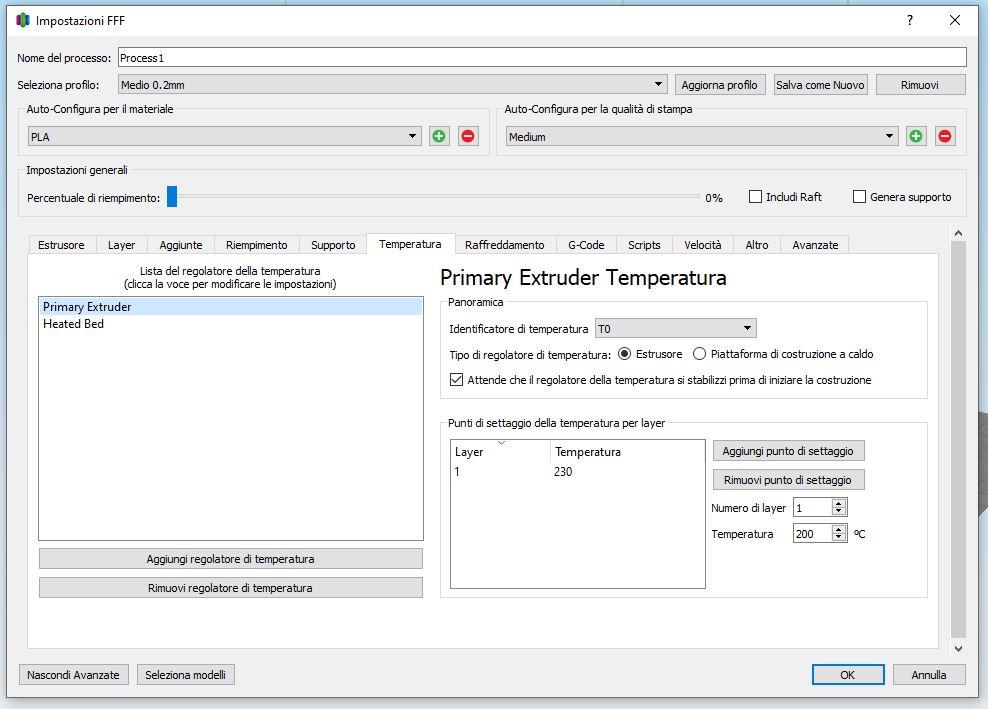
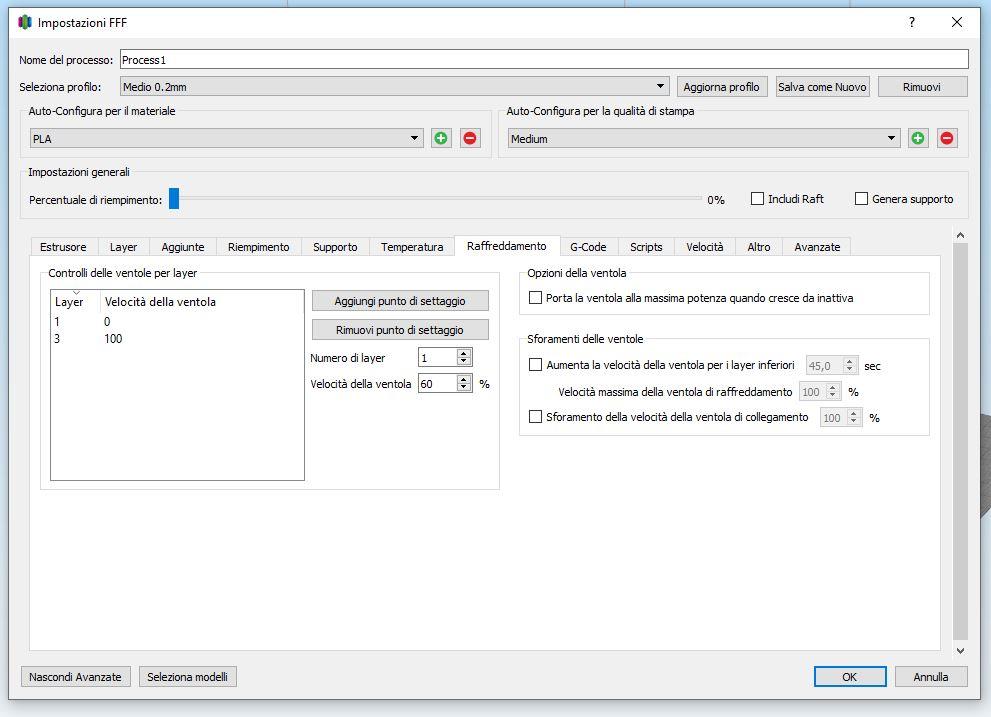
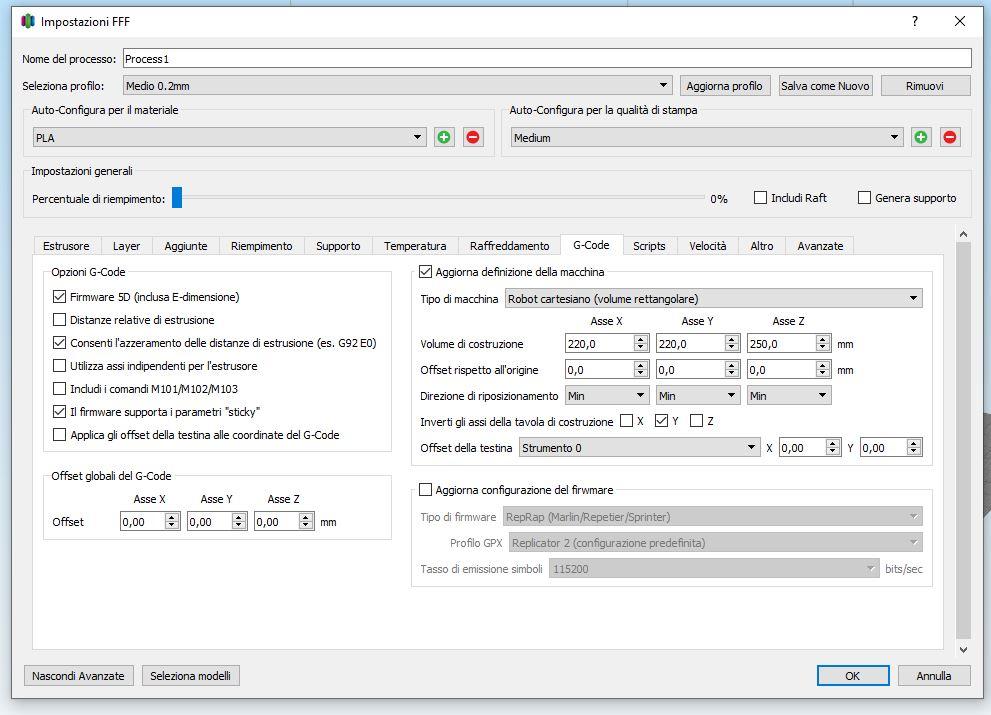
infatti, ho tenuto tutti i settaggi di Simplify3D che ho sempre usato senza problemi. Hai qualche suggerimento..? Mi piacerebbe inviarti i settaggi usati ma non so come fare -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
Ho dovuto interrompere per intasamento ugello. Non capisco il problema, mi sembra tutto come era impostato precedentemente quando non avevo alcun problema... mah!!
-
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
Ciao Marco, ho ritarato completamente la sonda, ho rifatto il livellamento, ora ho impostato Probe Z offset = 0 ho iniziato una nuova stampa ed ho fotografato il primo layer che allego. Non mi sembra un gran che! Spero almeno non mi dia problemi di estrusione......
-
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
si OK! quella che ho stoppato precedentemente, LCD segnava 3 e la misura reale della stampa 2,99 -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
si il diametro è più fine dell'altro 1,69-1,76 mentre l'altro era 1,76-1,80 -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
Ora ho riportato gli steps Z come originale e sto provando a stampare... per ora tutto bene. Quando avrò finito farò la taratura alzando la sonda. Ti farò sapere. Grazie mille per la disponibilità! -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
...... però indipendentemente da quello non capisco il problema che dopo circa 30 layer, l'estrusore comincia a picchiare. Mi è venuto il dubbio che ho fatto la taratura degli steps/mm per l'asse Z con un altro filo (sempre PLA) per ottenere il cubetto da 20mm. Poi quando ho cambiato filo ho cominciato ad avere i primi problemi. Infatti prima erano 403,1 step e li ho portati a 397,1. Non vorrei che lo spostamento si leggermente minore e col sommarsi degli strati ad un certo punto mi trovo con l'ugello troppo vicino al layer precedente. -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
si infatti questa prova l'avevo già fatta ed avevo dovuto piegarla 4 volte, però per non modificare la posizione della sonda, che è scomodo, avevo pensato di correggere tramite Probe Z offset invece che alzare la sonda di 0.25mm. ...... però indipendentemente da quello non capisco il problema che dopo circa 30 layer, l'estrusore comincia a picchiare. Mi è venuto il dubbio che ho fatto la taratura degli steps/mm per l'asse Z con un altro filo (sempre PLA) per ottenere il cubetto da 20mm. Poi quando ho cambiato filo ho cominciato ad avere i primi problemi. Infatti prima erano 403,1 step e li ho portati a 397,1. Non vorrei che lo spostamento si leggermente minore e col sommarsi degli strati ad un certo punto mi trovo con l'ugello troppo vicino al layer precedente. -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
se ho inteso quello che dici, devo rifare la taratura della sonda che legge il piano nel senso che dovrei allontanarla di 0.25mm in modo poi da inserire nel Probe Z offset il valore 0 zero. giusto? -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
forse faccio casino io .......... in realtà il Probe Z offset è negativo. Se gli do -0.25 il layer è perfetto ( come lo vorrei) se invece gli do -0.20 peggiora ....... -
Probe Z offset
viracocha50 ha risposto a viracocha50 nella discussione Problemi generici o di qualità di stampa
si ho già sistemato e tarato gli steps/mm per l'estrusore per sicurezza ho anche tarato quelli per l'asse x,y e Z. Ho dovuto modificare gli steps/mm dell'asse Z da 403,1 a 397,1 per ottenere il cubetto 20x20x20 mm Chiedevo se era possibile modificare la distanza fra ugello e stampa, dopo il primo o il secondo layer , in modo da lasciare più aria per non intasare l'ugello. Leggevo del comando BabyStep M290 ma non ho capito bene se deve essere abilitato nel Marlin per poter inserirlo nel Gcode dopo il primo layer. -
Probe Z offset
viracocha50 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Avrei bisogno di un chiarimento. Ho modificato la stampante Anet ET4 PRO montando il firmware open source Marlin fornito in alternativa da Anet già compilato. Ho montato il dual drive extruder Trianglelab DDE. Ho regolato Probe Z Offset a -0.25 per ottenere un primo layer molto compatto ed uniforme. Tutto va bene per circa 30 strati poi comincia a darmi problemi di estrusione sicuramente perchè l'ugello è troppo vicino allo strato stampato. Volevo sapere se è possibile modificare questo Z-offset dopo aver stampato il primo layer, magari intervenendo sul GCODE. Grazie -
Mi chiamo Massimo, sono di Lecco e da 6 mesi ho cominciato a lavorare con stampante 3D. Posseggo una Anet ET4 Pro che ho appena terminato di modificare, installando il firmware OpenSource fornito in alternativa da Anet. Inoltre ho completamente sostituito estrusore ed Hot-end montando un Trianglelab DDE Dual Drive Extruder. Spero di usufruire e contribuire nello sviluppo di questo forum. Ciao a tutti
-
- 3
-